雷達天線舉升機構重載轉動副偏差計算與可裝配性分析
2019-01-08 08:17:22邱露孫啟鵬鄧傲然張炎李剛炎
機械制造與自動化 2018年6期
邱露,孫啟鵬,鄧傲然,張炎,李剛炎
(武漢理工大學 機電工程學院,湖北 武漢 430070)
0 引言
裝配偏差分析是為了找出偏差源與輸出測點偏差之間的相對關系。目前偏差分析方法大體上可以分為基于剛體假設的偏差分析方法、基于線彈性體假設的偏差分析方法和單工位或多工位偏差分析方法[1]。不少學者對產品裝配偏差進行了研究。Apley[2]等采用尺寸鏈偏差分析模型對零件偏差和夾具定位偏差之間的關系進行分析。但是對于裝配關系相對復雜的產品,尺寸鏈關系難以建立。Cai等[3]運用坐標變換的方法對零件定位點、制造和位姿偏差之間的關系進行研究。此類基于確定性定位的偏差分析方法能解決尺寸鏈模型無法克服的空間復雜偏差分析問題,且可提高計算精度。
裝配是產品制造過程中十分重要的環節,產品的可裝配性體現了產品及其裝配元件(零件或子裝配體)容易裝配的能力和特性,而可裝配性評價是基于產品的設計階段
考慮產品的可裝配性、裝配序列和路徑等各因素,不僅可以為零件的設計公差提供修改意見,也可為產品的裝配工藝流程提供技術指導。目前對產品可裝配性評價的研究大多是定性分析,李元源[4]從裝配單元、裝配工藝和裝配資源三類因素歸納了評價可裝配性的三種指標:成本、技術和社會,并對產品的可裝配性進行了模糊綜合評價。但對產品可裝配性進行定量分析的較少,而對于雷達天線舉升機構中的重載轉動副,相對于一般的銷軸轉動副結構更加復雜,其裝配精度對整機的精度影響較大,因此成本、生產等評價指標并不是其進行可裝配性評價的決定性影響因素,從質量和精度著手進行研究才是其需要考慮的重點。宋君俠[5]從裝配公差分析模型提出了基于法蘭盤裝配實例的一種可裝配性定量評價方法。以重載轉動副為對象研究,該評價方法并不適用。基于上述分析,本文提出重載轉動副可裝配性的定量分析方法,通過裝配偏差分析方法計算得到的結果判斷重載轉動副的可裝配性,這將對轉動副裝配精度的研究提供理論基礎。
1 雷達天線舉升機構重載轉動副
1.1 重載轉動副結構特點
轉動副在機械中被廣泛應用,常見的轉動副一般為簡單的銷軸連接。但是某型雷達天線重約3t,主要通過轉動副承重,且舉升機構工作速度較慢,因此雷達天線舉升機構中轉動副的工況是低速重載。簡單的鉸鏈連接強度無法滿足工程實際,因而針對此服役環境采用一類復雜的重載轉動副,本文所述重載轉動副為重載機構的轉動副,其結構示意圖如圖1所示。底座通過一對軸承與軸連接,軸與連桿的孔連接,軸承外圈與底座內孔為間隙配合。此處采用的軸承為30210型圓錐滾子軸承,主要是考慮到圓錐滾子軸承適用于低速重載機構,可以同時承受徑向和軸向載荷。
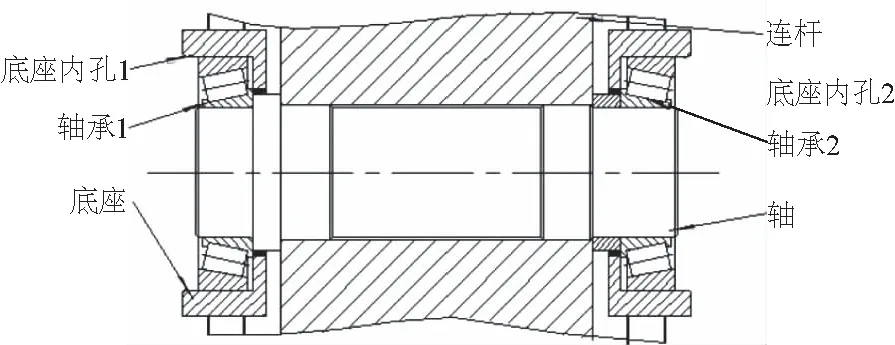
圖1 重載轉動副結構示意圖
1.2 重載轉動副裝配偏差與可裝配性的關聯
雷達天線舉升機構中重載轉動副連接著各構件,其產生的誤差會影響到機構的誤差,而重載轉動副不同裝配過程的可裝配性評價更是關系到整機的裝配精度。如果以零件的理想尺寸進行裝配,重載轉動副一定能夠成功裝配,但由于存在零件公差及裝配間隙,裝配偏差會在裝配過程中傳遞與累積,從而影響裝配結果,因此需要對重載轉動副的可裝配性進行分析。基于重載轉動副裝配實例,其可裝配性分析流程如圖2所示。通過計算后的裝配累積偏差與零件配合特征產生的間隙進行比較從而對重載轉動副的可裝配性進行分析。
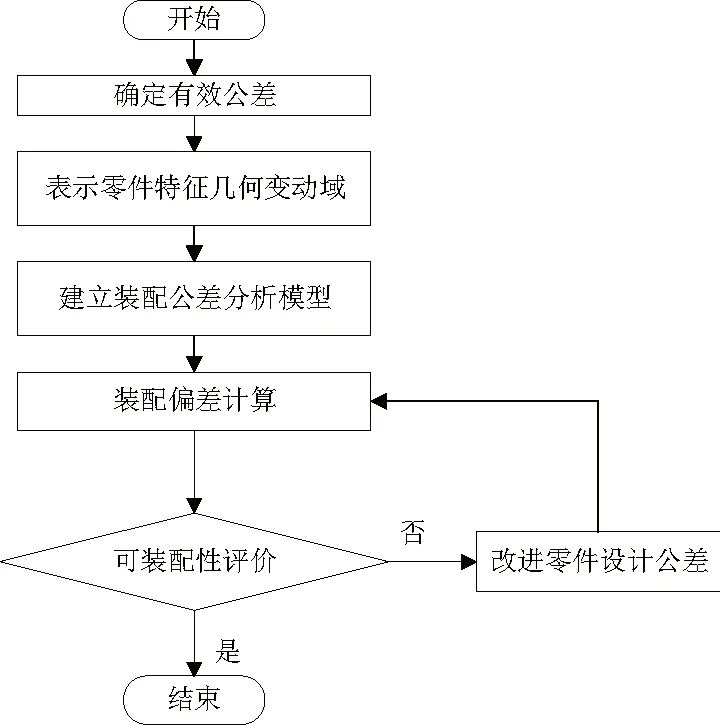
圖2 可裝配性分析流程圖
2 重載轉動副的裝配公差模型
2.1 基于精度目標的有效公差
零件本身包含的尺寸偏差、幾何偏差及相互配合的零件特征之間的偏差會對零件裝配過程偏差產生影響。零件具有的上述偏差與其公差存在相對應的關系,因而在研究裝配過程產生偏差之前需要對零件公差和零件之間的配合公差進行分析。因為在裝配過程中零件的偏差并不都是隨著組裝的進行而傳遞和累積,這就需要根據裝配過程的精度目標確定零件的有效及無效公差。因此,確定零件能在裝配過程中傳遞與累積的裝配偏差所對應的公差為有效公差。
2.2 基于坐標轉換矩陣的裝配公差分析模型
基于剛體和微小變動量假設,將零件特征或要素的幾何變動量用SDT(smalldisplacementtorsor,小變量簇)表示。SDT是由沿x,y,z軸的3個平移自由度和3個旋轉自由度相對應的微小偏移,以dx、dy、dz、δx、δy、δz來表示。用這6個分量的變動范圍可以描述零件特征或要素相對于其應在位置或狀態的幾何變動域。
坐標轉換矩陣在運動學中是用4×4矩陣來描述兩個剛體的空間幾何關系。基于幾何變動在裝配體中的傳遞方式,本文用坐標轉換矩陣來表達零件間特征或要素間的幾何關系。兩個不同坐標系之間的平移和旋轉關系可用轉換矩陣T表示[5]:
T=Tn+dTn
(1)
其中:Tn表示公稱轉換矩陣;dTn表示微分轉換矩陣。
當兩個坐標系的X,Y和Z軸方向相同時,兩個不同坐標系之間按照理想狀態下零件的尺寸和零件間幾何關系所決定的平移和旋轉關系用公稱轉換矩陣Tn表示如下:
(2)
其中(Dx,Dy,Dz)是兩個坐標系之間的平移向量。
實際裝配過程中坐標系實際位置和方向因公差和間隙等因素帶來的裝配偏差而產生的微量影響用微分轉換矩陣dTn表示如下[8]:
dTn=ΔTn
(3)
其中偏差傳遞矩陣
Δ=Trans(dx,dy,dz)Rot(x,δx)Rot(y,δy)Rot(z,δz)≈
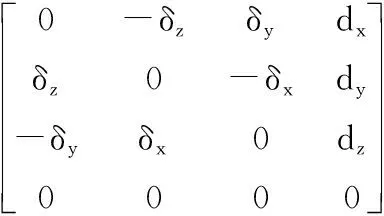
(4)
若有n個坐標系E1,E2,…,En,T12,T23,…,T(n-1)n為n個坐標系之間的坐標轉換矩陣,任意S點在第n個坐標系中的坐標為Sn,那么S點在第一個坐標系中的坐標S1為:
S1=T12T23…T(n-1)nSn
(5)
3 考慮裝配過程的重載轉動副偏差計算模型
如圖1所示,軸承內圈與軸是過盈配合,因此不考慮軸承內圈和軸徑的尺寸公差及其配合公差,將軸和軸承當作一個整體考慮。根據先內后外、先重后輕、先主件后緊固件的經驗原則,對重載轉動副可能存在的裝配序列進行規劃,因此轉動副裝配序列存在的差別主要是軸系組件軸承1和軸承2的裝配先后關系。現以軸承1優先裝配的裝配過程來評價轉動副的可裝配性。裝配偏差傳遞路徑為:底座—軸承1—軸—軸承2。
由于重載轉動副的配合方式主要考慮軸孔配合,定義孔的直徑為D±ΔD,軸的直徑為d±Δd,孔和軸的直徑均設服從正態分布,因此,軸孔之間的間隙也服從正態分布。根據“3σ原則”,間隙帶在此區間內服從正態分布,其寬度最可能出現的區間為:
(6)
軸承外圈與底座內孔的配合為間隙配合,其軸孔配合間隙類型如圖3所示。裝配的定位面為零件1的圓柱表面。間隙帶的寬度C最可能出現的區間可根據式(6)得到,且寬度C在此區間內服從正態分布,和有效公差一樣,間隙帶也可以轉化成裝配偏差,從而在裝配過程中不斷傳遞和累積。對于此類軸孔間隙配合,以零件2為基準,由間隙帶引起的零件1的裝配偏差為:
(7)
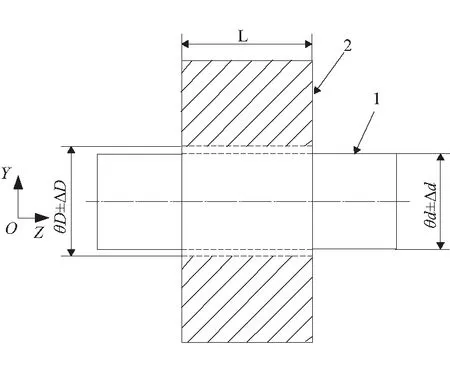
圖3 軸孔配合間隙
重載轉動副零件配合方式大多是軸孔配合,因此裝配過程的偏差累積主要是在Y方向上的偏差。根據圖4(a)所示的底座與圖4(b)軸系組件的主要零件及有效公差符號表示,重載轉動副裝配過程的精度分析主要是根據已給定的裝配順序研究先裝配的零件軸承1裝配后的中心點O1和軸承2裝配后的中心點O2在Y方向的偏差大小。通過比較配合特征底座內孔2與軸承2外圈裝配產生的間隙,判斷此裝配過程重載轉動副的可裝配性。特引入坐標轉換矩陣的方法,根據此方法計算得到O1和O2的坐標,由此得到兩點在Y方向的距離,此距離就是偏差值。

圖4 主要零件尺寸及有效公差符號表示
在進行重載轉動副偏差計算之前,需要根據精度分析目標及裝配過程確定裝配公差的分析路徑,對于重載轉動副的裝配,應建立如下2條裝配公差分析路徑:
路徑1:O1→O1
路徑2:O1→O2→O2
其中,O1、O2分別為底座內孔1和底座內孔2的中心,O1和O2分別為軸承1和軸承2裝配后的中心點(理論上O1應與O1重合,O2應與O2重合)。
根據重載轉動副裝配過程,按照設定的2條路徑,可計算出相應的坐標轉換矩陣。
a) 路徑1
軸承1外圈與底座內孔1屬于如圖3所示軸孔配合方式,根據式(1)可得O1→O1的坐標轉換矩陣T11:
T11'=
[-C1/H1,C1/H1] 表示的是區間范圍。根據式(6),在此考慮寬度C1出現的最壞情況,取
O1在絕對坐標系中的坐標:
b) 路徑2
1) 計算O1→O2坐標轉換矩陣T12
由于底座兩內孔之間存在同軸度,定義其沿X、Y軸方向的平動分別為Δu和Δυ,則:
滿足條件:
(8)
2) 計算O2→O2坐標轉換矩陣T22
軸承2外圈與底座內孔2屬于如圖3所示軸孔配合方式。
T22'=
寬度C2的取值與寬度C1的取值同理可得。由式(5)及以上1),2)兩步可得O2在絕對坐標系中的坐標
O1和O2在絕對坐標系中的最小距離為:
(9)
O1和O2在絕對坐標系中的最大距離為:
(10)
底座內孔2與軸承2外圈裝配間隙P范圍為:
[D2-ΔD2-d2-Δd2,D2+ΔD2-d2+Δd2]
(11)
4 考慮裝配精度的重載轉動副可裝配性分析
在完成了相應坐標的求解之后,一般能夠得到精度分析目標在絕對坐標系下的位置及尺寸范圍。定義重載轉動副可裝配性為:在滿足精度分析目標的情況下,考慮裝配過程中由零件公差和間隙引起的裝配偏差的累積能否由零件配合特征產生的間隙進行抵消。此時會出現多種可能性,若裝配累積偏差的范圍與零件配合特征產生的間隙范圍存在交集,則稱重載轉動副存在可裝配性,但不一定能裝配成功;若裝配累積偏差的最大值都小于零件配合特征產生的間隙最小值,則可以確保重載轉動副能裝配成功;若裝配累積偏差的最小值都大于零件配合特征產生的間隙最大值,則稱重載轉動副不具有可裝配性。
根據重載轉動副偏差計算過程,對重載轉動副的可裝配性評價進行參數化定義。根據式(9)、式(10),間隙帶的寬度分別取極值的情況下,重載轉動副的偏差值區間為:
(12)
基于上述裝配過程的重載轉動副存在可裝配性時滿足條件:
(13)
此時,重載轉動副存在可裝配性,但不一定能裝配成功,因此確保重載轉動副能裝配成功應滿足條件:
(14)
同時,當重載轉動副不具有可裝配性時滿足條件:
(15)
采用軸承2先裝配的裝配過程,重載轉動副可裝配性評價同理可得。通過可裝配性條件分析,便能得到基于可裝配性評價不同裝配過程的優劣。上述評價方法將重載轉動副裝配過程與可裝配性綜合考慮進行研究。
5 應用實例
圖5所示為某型雷達天線舉升機構重載轉動副裝配示意圖,采用的軸承型號為30210,選用的精度等級為0級。底座內孔同軸度及中心距如圖4,分別為0.025mm及152±0.1mm。
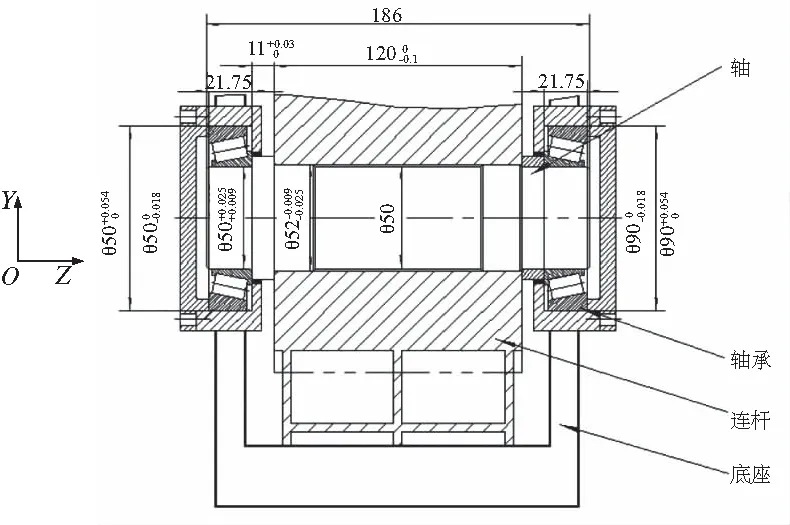
圖5 轉動副裝配示意圖
根據軸孔配合方式,重載轉動副在徑向的裝配偏差累積會對其裝配精度造成較大的影響,因此確定有效公差時主要考慮零件在徑向可累積偏差對應的公差。針對重載轉動副裝配實例及裝配精度目標,確定其各有效公差如表1所示。根據文獻[5] ,為方便計算,特將圖5中公差表示形式等效于表1中公差表示形式。

表1 重載轉動副中各有效公差表示 mm
且H1=H2=21.75mm。
根據軸承1優先裝配的裝配過程,O1和O2在絕對坐標系中的最小距離根據式(9)計算為∣Δv∣,O1和O2在絕對坐標系中的最大距離根據式(10)計算為(0.064 5+∣Δv∣)mm,而底座內孔2與軸承2外圈裝配間隙P范圍可根據式(11)計算為[0,0.072]mm。
針對重載轉動副實例,其可裝配性主要考慮裝配過程產生的偏差累積能否由后裝配的軸承外圈與底座內孔裝配產生的間隙抵消。而根據式(8),同軸度t=0.025mm,可得∣Δv∣≤0.012 5mm,通過式(13)、式(14)分析可得結果滿足重載轉動副存在可裝配性的條件,但不一定能裝配成功。由于此類重載轉動副考慮裝配過程偏差累積時的有效公差左右兩邊是對稱分布,且具體數值相同,因此考慮軸承1先裝配或者軸承2先裝配結果相同。
6 結語
1) 本文以雷達天線舉升機構中重載轉動副為對象,從裝配精度著手研究其可裝配性。首先根據重載轉動副的精度目標確定了零件的有效公差,然后基于公差分析路徑和坐標轉換矩陣的方法得到了基于裝配過程的累積偏差,最后與零件配合特征產生的間隙進行比較。由此提出了重載轉動副可裝配性的概念,同時針對裝配過程進行了參數化定義,并通過實例進行說明。
2) 本文所提出的重載轉動副可裝配性評價方法可以有效地指導雷達天線舉升機構中重載轉動副的裝配規劃,避免由于設計偏差及裝配順序不合理而導致的不可裝配性,提高了整機的裝配成功率。并且該可裝配性分析過程不僅只適用于此類轉動副也同樣適用于間隙配合的裝配體,具有一定的工程應用價值。
