帶工具的超聲打孔換能器設計與分析
2019-01-08 08:17:28吳超群劉晨陽羅豪郜廣磊
機械制造與自動化 2018年6期
關鍵詞:設計
吳超群,劉晨陽,羅豪,郜廣磊
(武漢理工大學 機電工程學院,湖北 武漢 430070)
0 引言
旋轉(zhuǎn)超聲加工裝置包括超聲電源、超聲換能器、變幅桿和工具,超聲換能器和變幅桿是超聲振子的核心組成部分,因此國內(nèi)外科研人員針對超聲換能器和變幅桿的設計進行了大量研究[1-5]。換能器將超聲電源輸出的高頻電信號(一般為15kHz以上)轉(zhuǎn)化為機械振動,變幅桿將振動振幅放大并傳遞到刀具末端,從而實現(xiàn)超聲加工。傳統(tǒng)超聲換能器主要由前后金屬蓋板、壓電陶瓷片以及銅電極等通過預應力螺栓連接起來,整個振子的厚度等于超聲基波的半波長。改變壓電陶瓷材料的厚度和前后蓋板的幾何尺寸和形狀,可以對換能器進行優(yōu)化設計,獲得不同的工作頻率和振動幅值[6]。變幅桿與換能器之間大多通過雙頭螺柱連接,但這種連接方式對連接表面質(zhì)量要求高,連接效果也難以保證。一般情況下,加工刀具的尺寸和質(zhì)量相較于變幅桿要小得多,在設計變幅桿時可以忽略其影響[7-8]。因此本文根據(jù)傳統(tǒng)一維傳輸線理論設計了超聲換能器和變幅桿尺寸,采用前蓋板和變幅桿一體式設計,換能器和變幅桿各占基波長的1/4,整個超聲加工系統(tǒng)為總波的半波長,可以減少加工量,提升換能器性能。
1 超聲振子結(jié)構設計
圖1為1/4波長換能器和變幅桿模型,1為前蓋板,2為壓電陶瓷堆,3為后蓋板,4、5為階梯型變幅桿。由于超聲加工屬于輕負載場合,在設計夾心式超聲振子時,可以忽略負載對共振頻率的影響,按照空載進行計算。當系統(tǒng)共振時,存在某處振動位移為零的節(jié)點。該節(jié)點所在平面稱為波節(jié)面,將波節(jié)面AB設計在換能器前蓋板上,截面將超聲換能器分為兩部分,根據(jù)一維傳輸線理論可以分別求得這兩部分的頻率方程[9]:

圖1 夾心式復合換能器模型
對于截面AB左側(cè)部分,即1/4波長夾心式換能器,其頻率方程為:
(1)
對于截面AB右側(cè)的部分,即1/4波長階梯型變幅桿,其頻率方程為:
(2)
其中,
(3)
式中,Z為各段波阻抗,k為波數(shù),ω為角頻率,c為縱波在細長桿中的傳播速度,ρ和S分別為換能器各段密度和橫截面積。
通過頻率方程可以發(fā)現(xiàn),換能器的結(jié)構與諧振頻率聯(lián)系緊密,并且影響換能器諧振頻率的因素較多,因此采用共振設計法單獨設計超聲換能器、變幅桿,使其各自的工作頻率等于系統(tǒng)的整體設計頻率,然后采用有限元方法對整體設計進行優(yōu)化。
換能器前后蓋板通常采用鋼、硬鋁以及鈦合金等金屬材料,TC4鈦合金具有優(yōu)越的綜合力學性能,材料疲勞強度高,機械損耗小,因此選用TC4型鈦合金作為換能器前蓋板材料。后蓋板材料選用45鋼,保證換能器產(chǎn)生的能量大部分從它的前表面輻射出去。超聲加工屬于輕負載大功率超聲應用,要求壓電陶瓷介電損耗小、耦合系數(shù)高、工作穩(wěn)定性好,PZT-8是較為理想的材料。前、后蓋板和壓電陶瓷的部分材料性能參數(shù)如表1所示,壓電陶瓷的常系數(shù)矩陣見表2。

表1 換能器前后蓋板、壓電陶瓷的材料特性
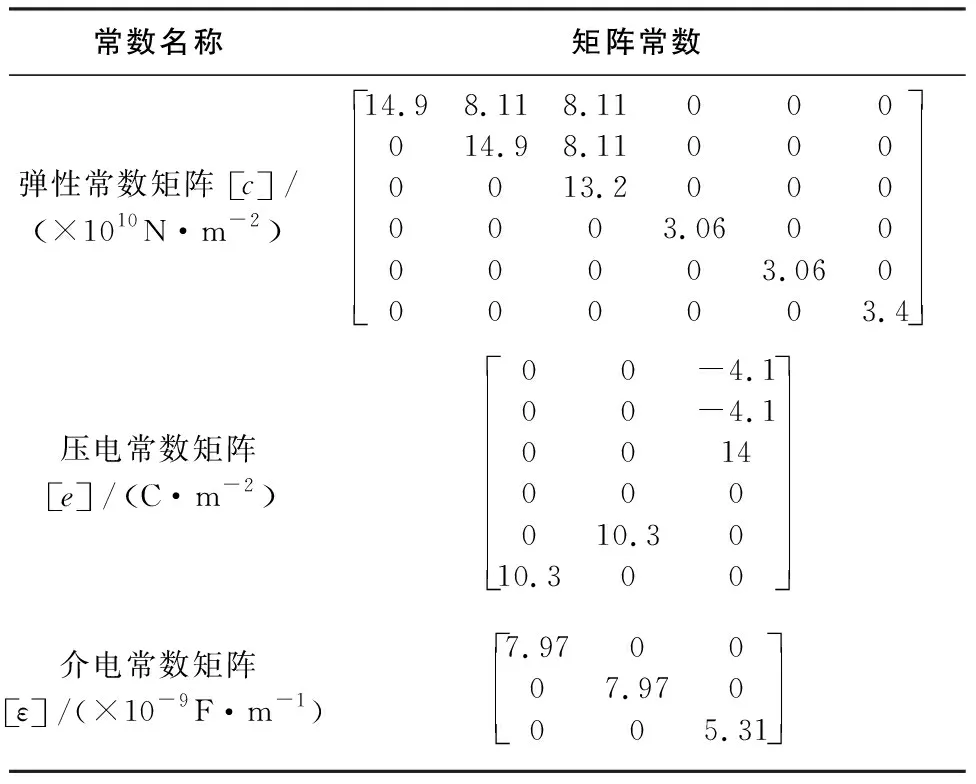
表2 PZT-8壓電陶瓷的常系數(shù)矩陣
文中設計的換能器的諧振頻率為20kHz,壓電陶瓷主要尺寸為φ30×φ10×5mm,取4片,采用0.3mm厚的鈹青銅做電極片。換能器大端直徑與壓電陶瓷直徑相同D=30mm,小端直徑d=16mm。確定方程中的待定系數(shù),帶入頻率方程,可以求出超聲振子共振時的諧振長度。為防止1/4波長階梯型變幅桿在截面突變出產(chǎn)生較大應力集中,采用半徑為10mm的圓弧過渡。在位移節(jié)點位置設置寬為4mm的法蘭,法蘭外沿設置為錐面,用來固定換能器,最終求得圖1所示換能器各段尺寸見表3。

表3 換能器的尺寸參數(shù) mm
2 換能器有限元分析
2.1 模態(tài)分析
根據(jù)以上計算出的換能器各個組成部分的尺寸,通過Solidworks2014對各部分建立三維模型。模型中忽略薄銅片電極和螺紋的影響,并對夾頭部分進行簡化,導入到Abaqus中,前后蓋板采用C3D10的四面體網(wǎng)格,壓電陶瓷采用C3D8E壓電六面體網(wǎng)格,模型共劃分10 450個單元。按照表1、表2中的材料屬性賦給模型,選用BlockLanczos法對自由狀態(tài)下的換能器進行模態(tài)分析,并提取換能器模型振型為縱振時的諧振頻率,得到的縱振模態(tài)云圖如圖2所示。根據(jù)位移云圖,在模型軸線上設置一條路徑,可以導出該路徑下單元節(jié)點的相對位移大小,如圖3所示,通過相對振幅曲線可以找出換能器的位移節(jié)點位置。

圖2 縱振模態(tài)
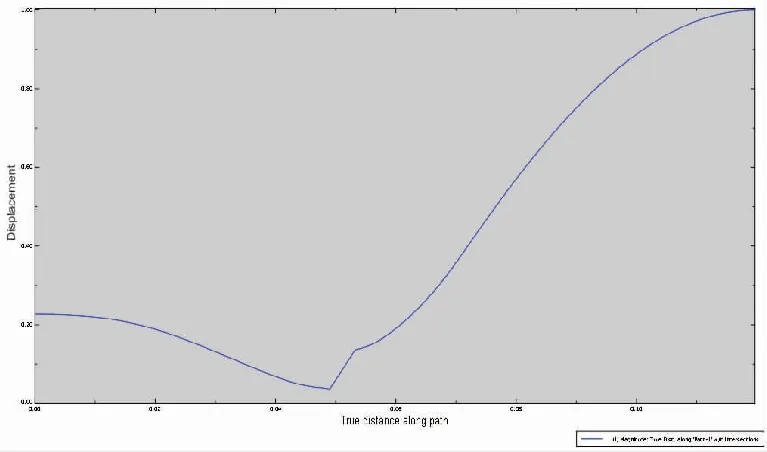
圖3 換能器軸向各點相對振幅分布
從圖2、圖3中可以可以看到,換能器縱振諧振頻率為19 867Hz,與設計理論值相差1.5%。距換能器左側(cè)面49mm處為相對幅值最小點,即縱振諧振狀態(tài)下的位移節(jié)點位置,與設計計算值49.2mm也非常接近,表明換能器結(jié)構基本滿足設計參數(shù)要求。
2.2 壓電諧響應分析
在前處理中為壓電陶瓷兩極加載瞬時電壓激勵,每片壓電陶瓷激勵電壓幅值為100V。采用直接法在18kHz~21kHz范圍內(nèi)取30個點對整個模型進行積分運算,求解換能器穩(wěn)態(tài)動力學響應。直接法不需要提取系統(tǒng)的特征模態(tài),結(jié)果更為精確。圖4為換能器頻率響應曲線,從圖中可以看到,在頻率為18 761Hz時換能器末端輸出振幅達到了43μm,滿足超聲加工的需要。

圖4 換能器頻響曲線
2.3 刀具對換能器諧振動特性影響分析
旋轉(zhuǎn)超聲加工用的工具為電鍍或燒結(jié)金剛石工具,其結(jié)構尺寸、質(zhì)量大小對超聲振動共振頻率和工作性能有較大的影響。設計中在變幅桿末端采用ER夾頭夾緊工具,可以實現(xiàn)快速更換刀具,滿足不同的加工需要,具有更廣的適應性,但也會導致諧振頻率、位移節(jié)點位置變化以及其他方面的影響。因此有必要對安裝不同尺寸刀具以及不同刀具安裝位置的換能器進行分析。表4是安裝不同尺寸刀具時換能器在20kHz附近的縱振模態(tài)下,頻率、位移節(jié)點位置和應力的變化情況,表中刀具夾持長度均為15mm。
從表4可以看出,在刀具長度相同的情況下,隨著刀具直徑的增加,換能器諧振頻率有較大下降,最大應力值有小幅降低;在刀具直徑相同時,隨著刀具長度變長,換能器諧振頻率和最大應力值逐漸降低,刀具直徑越大,下降的幅度也越劇烈。不同尺寸刀具下,換能器的位移節(jié)點位置基本沒有變化,與不安裝刀具的換能器位移節(jié)點位置相同,但在刀具直徑為7mm,長度在40mm以上時,位移節(jié)點位置從49mm處跳躍到53mm處,已經(jīng)不能滿足換能器的安裝固定要求。
表5為刀具夾持長度不同時,換能器在20kHz附近的振模態(tài)下,頻率、位移節(jié)點位置和應力的變化情況,其中刀具長度均為40mm。
從表5可以看出,在相同刀具直徑下,隨著刀具夾持長度增加,即刀具懸伸長度減小時,換能器諧振頻率逐漸增大,最大應力值則先減小后增大,這是由于應力集中點從變幅桿處轉(zhuǎn)移到了刀桿根部,而位移節(jié)點位置均沒有變化,這表明可以通過調(diào)整刀具的安裝位置來適當改變換能器的諧振頻率。

表4 不同尺寸刀具下?lián)Q能器的振動特性
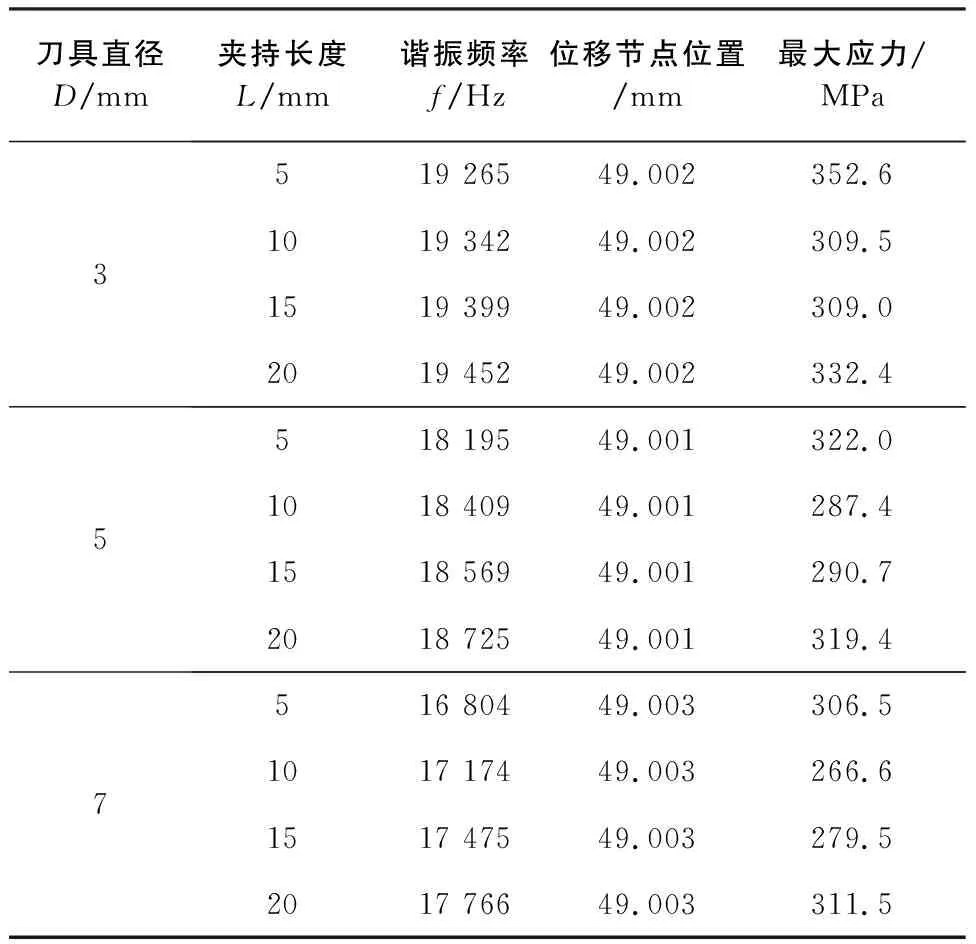
表5 不同刀具安裝位置對振動特性的影響
3 振動性能測試
按照設計尺寸加工組裝好的超聲換能器如圖5所示,換能器的振動性能還需要實際的檢測[10]。采用HIOKIIM3570型阻抗分析儀對換能器進行測試,測得換能器阻抗頻率曲線如圖6所示,在頻率為22.713kHz時換能器的阻抗值最小為11Ω,即為換能器的串聯(lián)諧振頻率。通過多普勒激光測振儀測量換能器在功率分別為10W和30W時的振幅頻率曲線如圖7所示。當超聲功率為30W時,換能器最大振幅為23.89μm,諧振頻率為22.543kHz,與設計頻率差異較小,振子帶寬適中,表明換能器整體性能良好。

圖5 換能器實物圖
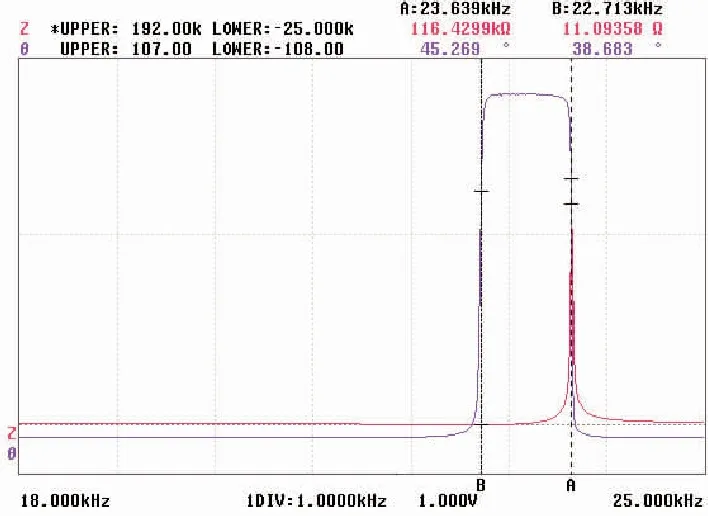
圖6 換能器阻抗相位角曲線
4 結(jié)語
設計了超聲打孔換能器,通過有限元仿真分析了換能器的諧振頻率及位移節(jié)點位置,與設計值相差較小,表明了理論設計的可行性。通過仿真分析發(fā)現(xiàn),隨著刀具直徑增大、長度變長,換能器的諧振頻率逐漸減小,而位移節(jié)點
位置在刀具尺寸>φ7×40mm時發(fā)生了突變。刀具的安裝位置也會影響換能器諧振頻率,刀具夾持長度越短,換能器的諧振頻率越小,但對位移節(jié)點位置影響可以忽略。

圖7 振幅頻率曲線
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
