一種自動裝配螺絲機控制系統的設計與實現
2019-01-08 08:17:38林敏
機械制造與自動化 2018年6期
關鍵詞:設計
林敏
(南京機電職業技術學院,江蘇 南京 211135)
0 引言
螺絲是我們日常生活中及工業生產中大量使用的小零件,在國內大量的機械、電子、建筑等許多行業,都有大量的螺絲安裝工作,過去大多采用人工安裝或者手持電動螺絲刀安裝等簡單易操作,由于勞動力成本上升,如何降低企業的勞動力成本是很多企業共同思考的問題[1]。本課題設計了一種新型的具有人機交互功能的自動裝配螺絲機,經生產實際驗證,運行穩定,實用性較強。
1 總體設計
1.1 工作平臺簡介
自動裝配螺絲機如圖1所示,工作臺是由1臺步進電機驅動可沿著X軸運動,電動螺絲刀安裝在由另1臺步進電機驅動可沿著Y軸運動,通過2臺步進電機的配合可實現X軸及Y軸一定行程內的自由定位,從而將待安裝螺絲的螺孔移動到電動螺絲刀的正下方。

圖1 自動裝配的工作臺平面示意圖
1.2 控制系統構架設計
自動裝配螺絲機控制系統結構框圖如圖2所示。
自動裝配螺絲機主要由2臺通過通信模塊實現通信

圖2 自動裝配螺絲機控制系統結構框圖
聯動的PLC、2套步進電機、1塊觸摸屏、1套鎖付機及相關的外圍機械組件構成。PLC1為主控制器, 實現自動裝料、自動安裝螺絲等功能;PLC2為從站控制器,實現工作臺前后、左右移動到預訂安裝位置的功能。通過人機界面(觸摸屏)來實時查看系統工作狀態,修改螺絲安裝位置等相關參數。
2 硬件部分設計
2.1 送料單元設計
自動鎖螺絲機的送料單元主要實現將料筒里的螺絲按照順序送給電動螺絲刀以待安裝,其主要結構組成為:料筒組件、送料組件、毛刷組件、加料組件、鎖批組件等組成(圖3)。

圖3 送料單元示意圖
2.2 X-Y螺絲裝配機械手單元的設計
X-Y 螺絲裝配機械手的結構組成如圖4所示。其主要結構組成為:X 軸滑臺和 Y 軸滑臺組成。
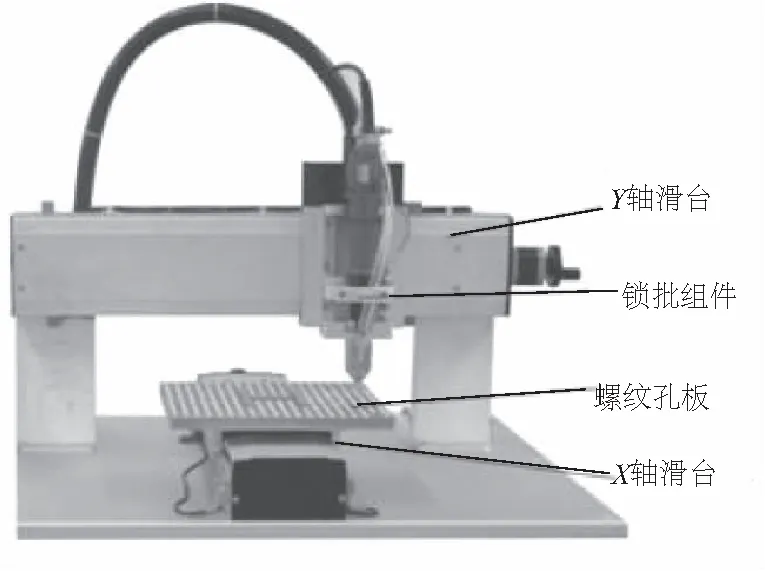
圖4 X-Y螺絲裝配機械手
2.3 控制器選型與控制系統搭建
根據項目的要求和特點,綜合考慮性能和經濟性等原則后,決定主控制器選取LM3107,副控制器選取LM3106,兩機通過LM3400通訊模塊進行通信。觸摸屏HT6700通過數據線連接到LM3107本體自帶的串口上,這樣,LM3107可以同時和HT6700、LM3106進行通信。
3 控制軟件設計
3.1 總體架構
系統軟件總體架構如圖5所示,以LM3107為主控制器,負責與觸摸屏、LM3106副控制器的通信,同時需要實現采集信號、輸出驅動等功能。

圖5 系統總體架構示意圖
3.2 螺絲機控制
螺絲機的控制流程圖如圖6所示,開機運行后首先進行自檢,若自檢發生問題,則執行相對應的報警或者其他動作。若自檢通過,則進一步判斷工作模式,若是手動模式,則等待讀取相應的手動控制信號并執行相關的操作,若是自動模式,則按照預設的工藝流程依次進行送料、打開氣閥吹送螺絲、電動螺絲刀安裝螺絲到待安裝孔,若螺絲出現滑牙現象,則自動補發一顆螺絲。另外中途可以進行人工中斷干預,即暫停和繼續,待所有螺絲均已安裝完畢后,螺絲機自動復位到原點停止。
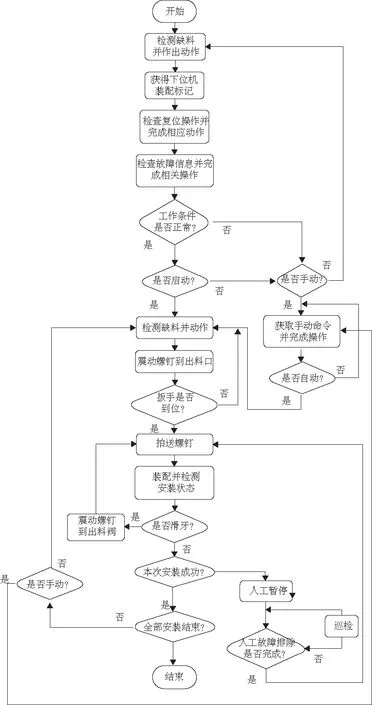
圖6 螺絲機控制程序流程圖
3.3 速度控制算法
對于運動控制系統來說,為了保證運動控制的精度,不僅要求能夠對各個軸的運行軌跡進行精確控制,同時,還必須考慮電動機啟動和停止階段的加減速控制,以減少或避免電動機在啟停或突變時發生震蕩、丟步或沖擊等情況[2]。
常見的速度控制算法主要有直線型加減速控制和S型加減速控制等,直線型加減速控制如圖7所示,電動機啟動時候,其速度沿一定的斜率直線上升,停止時,速度沿一定的斜率直線下降。S型加減速控制算法如圖8所示,一般主要采用的是七段式控制方法[3]。整個過程大致上可以分為加速階段、勻速階段、減速階段。相比之下,S型加減速曲線在進入低速以及進入最大速度的兩個過渡階段速度曲線都比較平滑,有效地降低了電動機噪聲,減少電動機抖動,提高了運動控制的精度[4-5]。

圖7 直線加減速度控制

圖8 S型加減速度控制
傳統的S型加減速控制算法由于計算量很大,同時參數較為繁瑣,對硬件要求高,運算效率不高[6],因此采取一種變通的方法:用一離散化的形狀為S型的曲線函數來替代電機的加減速階段的速度曲線,其函數表達式如下:
(1)
式(1)為遞增函數,比較適合做加速曲線,而其對偶函數是遞減,可以用來做減速控制曲線。
4 實驗與數據分析
樣機經過12h連續運行,每隔1h測試0.5h并記錄一次數據。測試中實際記錄結果如表1所示。

表1 測試結果記錄表
自動螺絲機效率計算公式:
(2)
式中: T——測試總時間;TA—— 非本螺絲機故障導致的停機時間;TB—— 螺絲機故障導致的停機時間。
實際測試結果的記錄數據經整理計算,結果如表2所示。
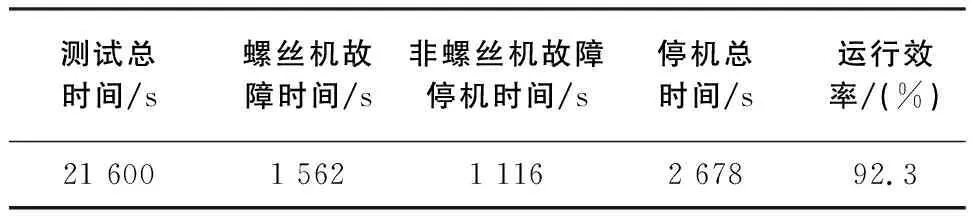
表2 數據整理結果表
計算螺絲機的效率為:
(21 600-2 678)/(21 600-1 116)×100%=92.3%。
測試結果:安裝螺絲總個數為2 778,其中未成功安裝數為22個(滑絲或未安裝到位等),總體安裝成功率為99.2%。由式(2)計算可知本螺絲機的效率達到92.3%,這充分驗證了螺絲機的系統穩定性,基本滿足了設計初衷和實際生產需求。此外,螺絲機在連續運行情況下,每分鐘安裝螺絲數量在9~10只左右,這基本和一名熟練工人的效率相當,但是采用螺絲機后可大大減少勞動力使用,節約成本,因此,在一些大量需要螺絲安裝的企業崗位上,自動螺絲機的推廣應用價值很高。
5 結語
由于自動控制領域的技術更新速度較快,市場對自動化智能裝配的需求量越來越大,同時要求也越來越高。目前,受制于成本和技術難度等,手動或半自動化裝配在廣大中小企業仍然比較普遍,這造成了人力成本在整個生產成本里所占比重較高,本課題設計的自動螺絲機裝配控制系統,將裝料、送料、安裝、定位、故障檢測等全部進行自動化處理,可以大大減少人工投入,提高生產效率,增強企業競爭力。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
