不同表面粗糙度金屬的輻射發射率實驗設計
2019-01-09 03:00:12胡進坤徐海濤譚穗妍
實驗技術與管理 2018年12期
關鍵詞:測量
林 芳, 胡進坤, 徐海濤, 譚穗妍 , 徐 軍
(1. 華南農業大學 電子工程學院, 廣東 廣州 510642; 2. 華南農業大學 公共基礎課實驗教學中心, 廣東 廣州 510642)
紅外熱成像儀具有非接觸、大面積、響應快、靈敏度高、準確性好等特點,已在醫療、農業、電力、土木工程和機械制造領域廣泛應用[1]。紅外熱像儀被用于溫度測量時,被測物體與熱像儀的直線距離、物體輻射發射率和紅外熱成像儀紅外接收波長的譜寬、周圍環境因素以及大氣溫度等都會影響到溫度測量的精準度[2],其中測量對象的紅外發射率是極為重要的因素[3-4]。對于金屬而言,金屬表面粗糙程度與加工方式等因素都會對紅外發射率產生一定的影響。實驗表明,利用紅外測溫儀測量表面拋光的金屬時更測不準確[5];而測量粗糙表面金屬的光譜發射率較為準確且具有實用意義。
為了精確衡量金屬的發射率,將粗糙表面金屬的溫度利用恒溫加熱臺將其加熱到恒定溫度,使用紅外熱像儀的測量軟件獲得對應的紅外攝像溫度,并且以轉孔的方式模擬出黑體在某一溫度下的輻射效果,以轉孔的溫度作為黑體輻射溫度[6],采用雙參考體方法可以改進修正物體發射率[7]。本文針對同一種材料的金屬的不同加工方式以及不同表面粗糙度設計多因素實驗,目的是讓學生掌握紅外熱輻射相關定律及物體發射率的測量方法,并了解機械加工的精細表面結構及其與紅外發射率之間的關系。
1 紅外熱輻射定律及紅外熱成像儀的測溫原理
1.1 普朗克輻射定律
黑體光譜輻射出度M(λ,T)與其波長λ和絕對溫度之間的關系式如下:
(1)
其中,c1=2hc2=1.19×10-6W·m2/sr,c2=hc/k=1.44×10-2m·K,k與h分別為玻爾茲曼常量和普朗克常量,c為光速[8]。
1.2 斯蒂芬-玻爾茲曼定律
斯蒂芬-玻爾茲曼公式其實就是將普朗克定律對波長進行從0到∞的積分,所得到的結果就是黑體在給定的絕對溫度T下時的總輻射出度,構建出總光譜輻射出度與絕對溫度之間的關系:

(2)
σ為斯蒂芬-玻爾茲曼常量。由公式(2)可知,黑體的總光譜輻出度是溫度的四次方關系[8]。
1.3 紅外熱成像儀的測溫原理
紅外熱像儀測量的是輻射體在一定波段范圍內的輻射,紅外熱成像儀測量的輻射波段由紅外相機光敏面的材料決定。以8~14 μm波段為測量范圍的紅外相機為例,該范圍的輻射出度總量M計算公式為
(3)
圖1為0~240 ℃時的黑體的光譜輻出度隨波長的變化關系,并標出了8~14 μm的波段范圍。圖2給出了黑體溫度變化時所有波長的輻射出度與8~14 μm波段內的輻射出度。顯然,總輻射出度隨溫度的4次方變化,并非線性,在圖中的溫度范圍內,輻射出度與溫度的線性關系系數僅為0.97;8~14 μm波段內的輻射出度與溫度的線性關系系數為0.987。因此,紅外熱成像儀得到的輻射出度與溫度幾乎成線性關系,能夠在紅外熱圖上較為精確地測量溫度。

圖1 0~240 ℃黑體的光譜輻射出度隨波長的關系
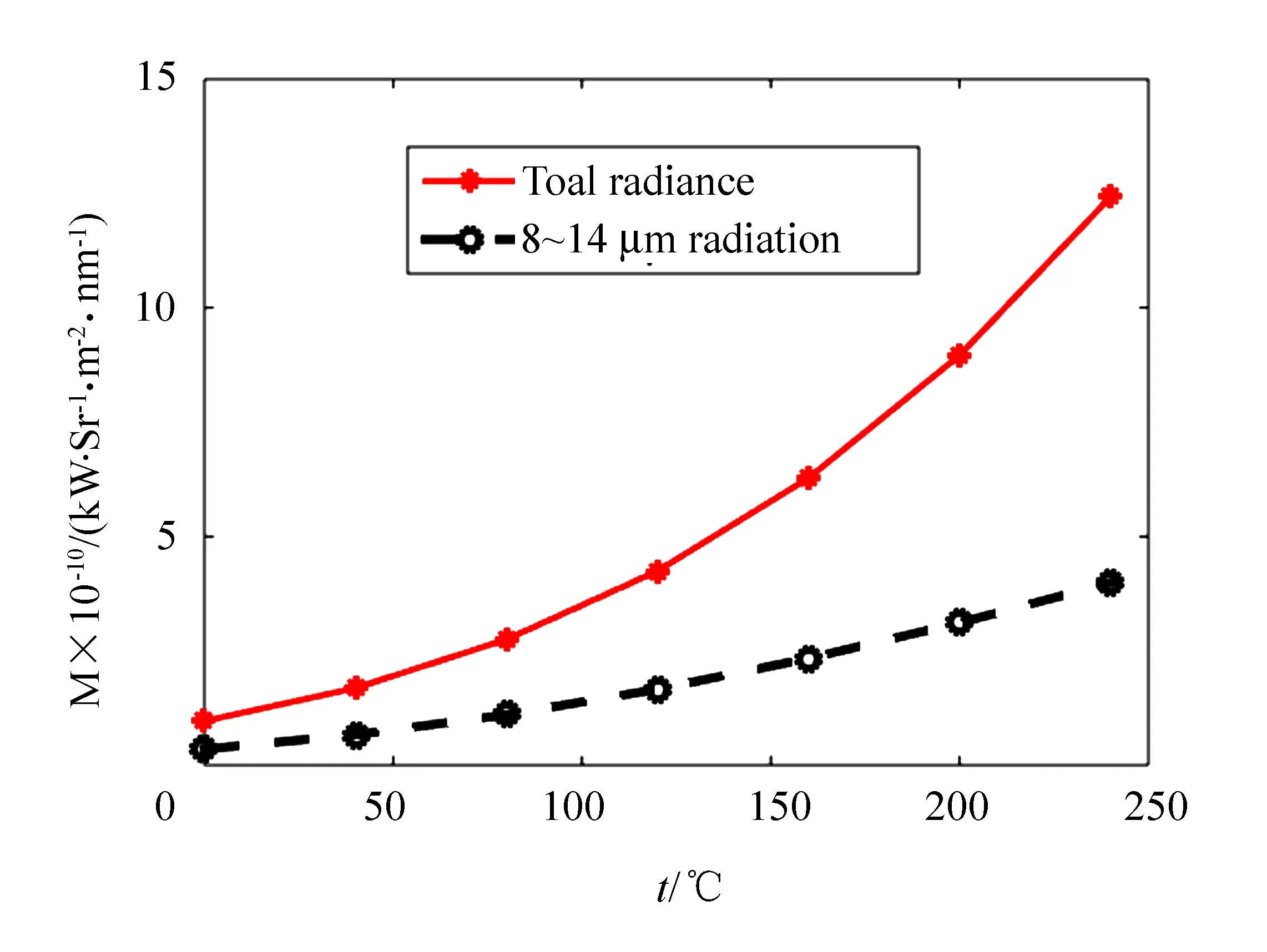
圖2 黑體在不同溫度下總的輻射出度與8~14 μm波段范圍內的輻射出度
1.4 光譜發射率
光譜發射率為物體的光譜輻射出度與相同溫度黑體的光譜輻射出度之比值[9]:
(4)
紅外光的發射率由紅外光譜的輻射出度積分后得到。
(5)
其中:T為絕對黑體在紅外熱成像儀顯示絕對溫度,一般直接利用恒溫加熱臺設定溫度的轉換值作為其數值;t為被測物體在成像儀檢測下屏幕顯示對應的絕對溫度,其中絕對溫度與攝氏溫度轉換式為T=攝氏溫度+273.15。
2 物體表面粗糙度
2.1 粗糙度簡述
粗糙度是指被加工物體的表面具有的微小間距與峰谷所形成的微觀的幾何不規則形狀特性。機械零件的配合特性、耐磨度、抗機械疲勞強度、物件之間的接觸剛度、振動和噪聲等與其表面的粗糙度都存在著密不可分的關系。
2.2 表面粗糙度評定依據
國際上一般用粗糙的表面輪廓的平均算術偏差Ra表示,生產活動中也多用Ra標準,計算公式為
(6)
其中:l為在粗糙表面中比較能體現完備幾何特征的取樣長度;Z(x)為取樣長度內某點與基準線的距離,基準線的選擇一般是能在取樣長度內將輪廓線分開而且上下輪廓線所圍成的面積相等。
為了減少粗糙度Ra的測量誤差,一般選取多個取樣長度,稱為評定長度,通過多次測量取平均值來獲得更加能體現粗糙的幾何特性的數值。
3 實驗系統設計
3.1 不同表面粗糙度的金屬樣品的準備
使用不同的加工方式得到的金屬表面的形貌是不同的[10]。為了符合本實驗的測量宗旨,選用碳鋼材料制備的具有標準表面粗糙度的樣品,準備的樣品包括平磨加工樣品(粗糙度為0.1,0.2,0.4、0.8 μm),立銑加工的樣品(粗糙度為0.8、1.6、3.2、6.4 μm),以及車床加工的樣品(粗糙度為0.8、1.6、3.2、6.4 μm)。圖3給出了平磨、立銑以及車床加工的樣品表面光學顯微鏡的圖片(蔡司Stemi 2000-C體視顯微鏡,放大倍數5倍)。可以看出,立銑和車床在加工時,刀具沿某一個方向劃刻,因此粗糙表面具有條紋性及周期性的特點。圖4給出沿劃痕方向觀察表面高度起伏的示意圖;車床加工方式與立銑方式最大的不同在于車床的表面有長弧度的凸起,圖3(c)的點劃線示意地給出了表面平均高度的變化。另外,相比平磨而言,立銑和車床加工方式的金屬的表面光澤性更好。
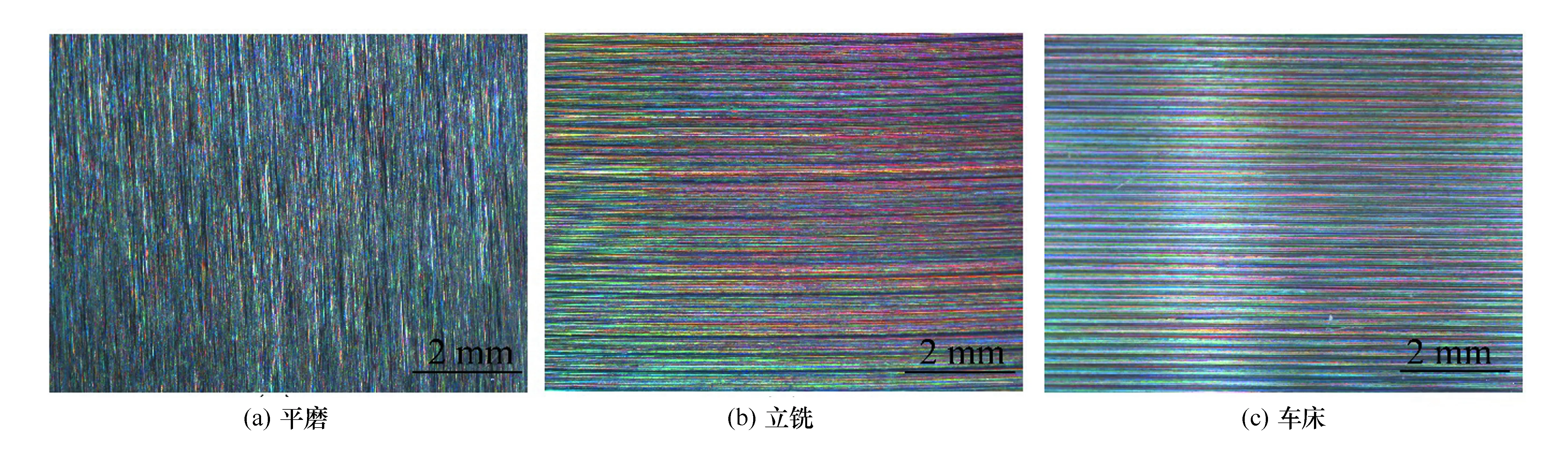
圖3 表面粗糙度為0.8 μm的平磨、立銑、車床加工的碳鋼材料標準件樣品表面顯微鏡圖片
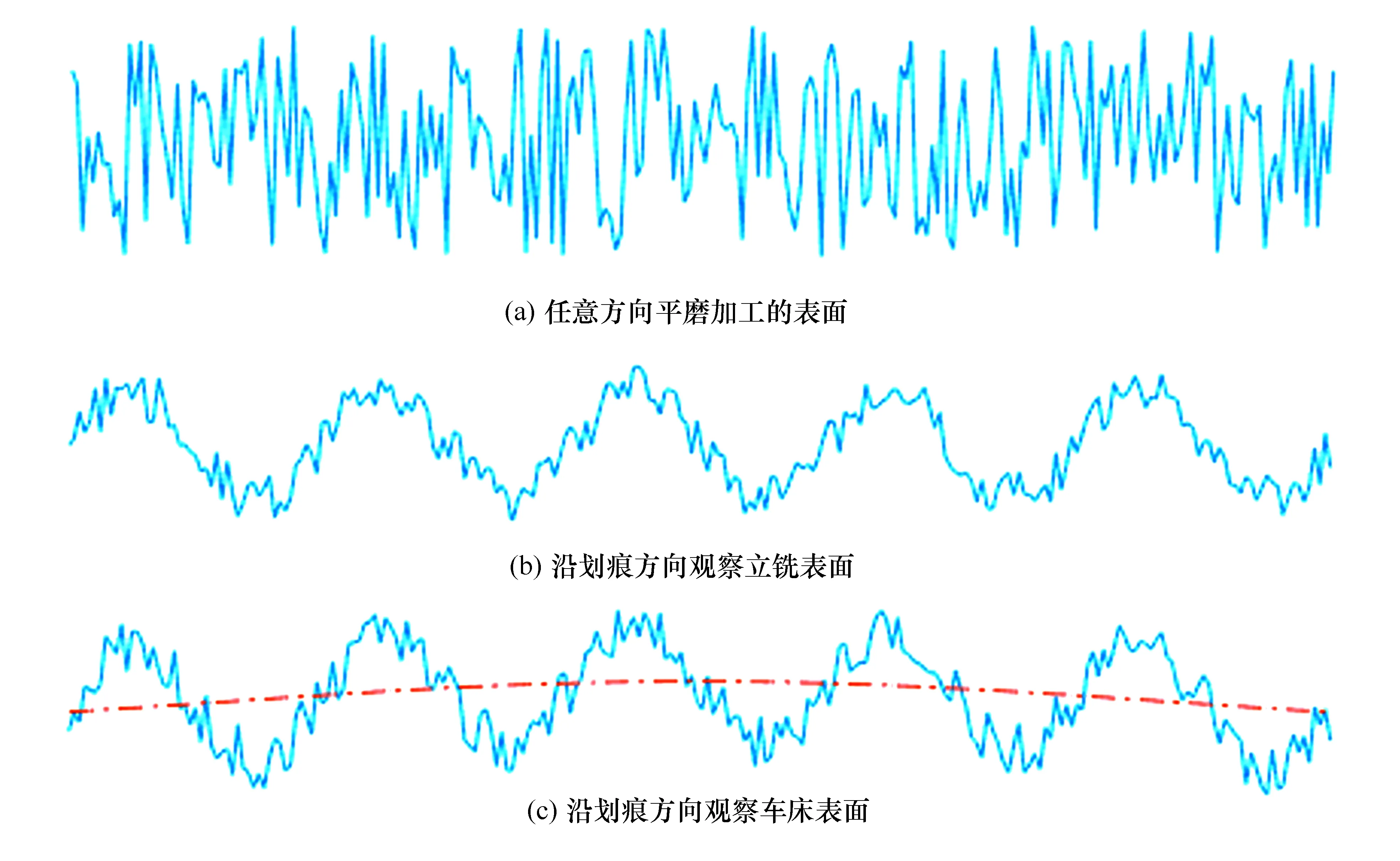
圖4 沒劃痕方向表面高度起伏示意圖
金屬的光澤度還可以從光學顯微鏡測量的光密度圖看出。圖5為平磨加工的碳鋼,其表面粗糙度為0.1、0.8 μm,以及立銑加工的粗糙度為0.8、6.4 μm的樣品光密度圖,顏色越紅,表示金屬輻射的光越強。平磨樣品的粗糙度增加,光反射能力幾乎不變;立銑加工與車床加工的樣品,粗糙度增加,伴隨著金屬的光澤度也增加,這意味著光反射能力變強。
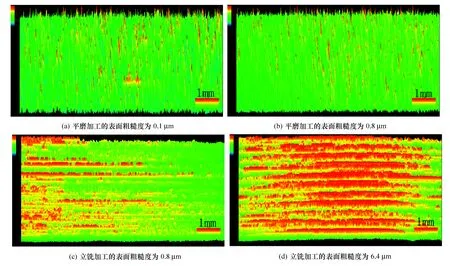
圖5 碳鋼樣品光密度圖(表面法向為觀測方向,光密度圖與之對應,但傾斜30°顯示)
3.2 紅外測量裝置
紅外輻射測量所需設備包括紅外相機、計算機、黑體輻射源(定標用)以及加熱臺等,圖6給出了實驗系統。本次實驗所用的紅外相機的主要參數有:分辨率為384像素×288像素;波長范圍8 μm~14 μm;視場角為24°×18°。在對金屬進行紅外發射率測量之前,需要將紅外熱成像儀的參數進行定標,本文使用黑體輻射源以及手持式紅外測溫儀對溫度進行定標,建立起溫度與紅外熱圖像中顏色之間的關系。
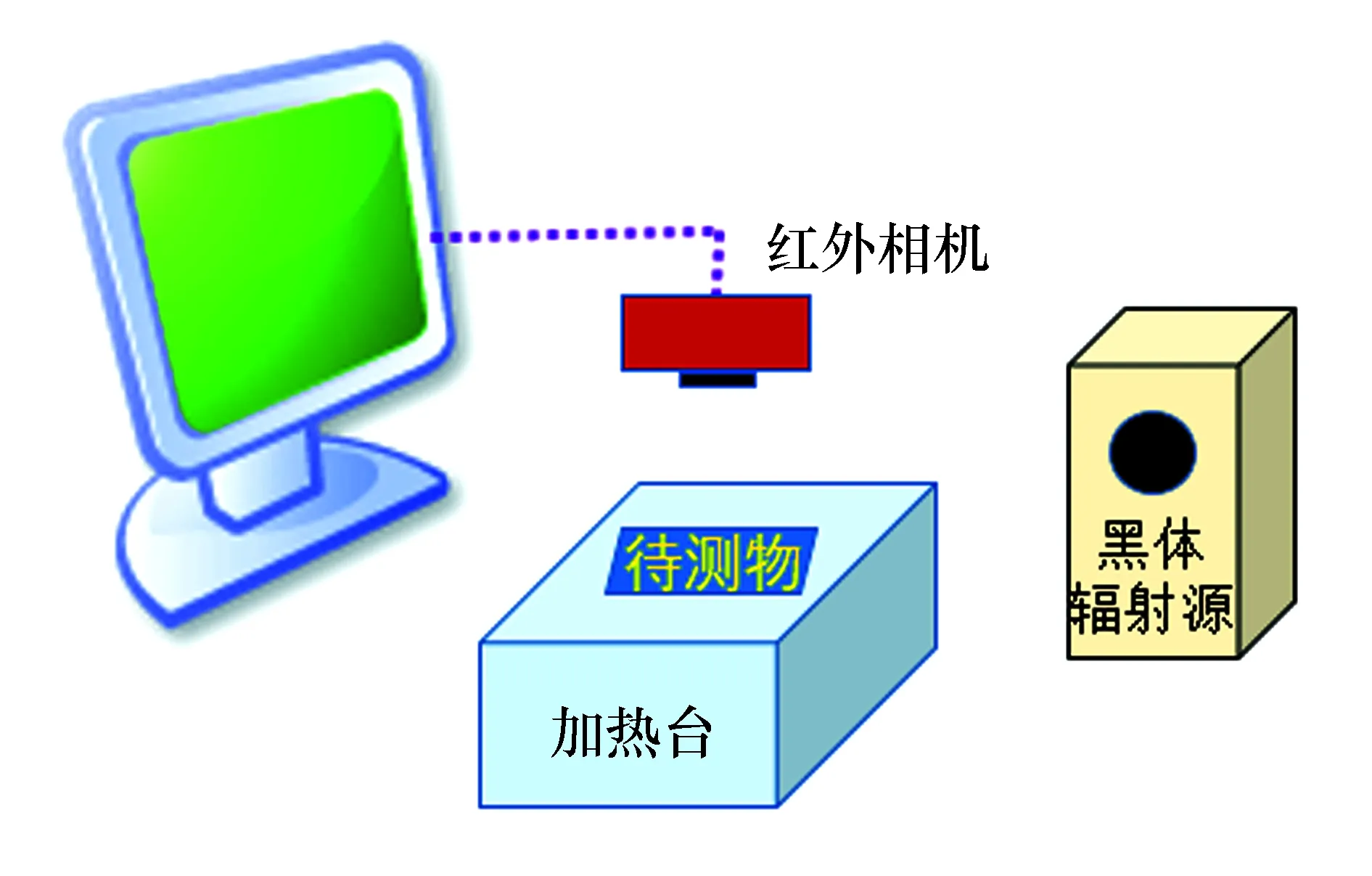
圖6 測量紅外輻射的實驗系統
4 數據記錄與分析
4.1 紅外輻射像與溫度記錄
測量金屬的紅外輻射時,將碳鋼材料的12個不同粗糙度樣塊緊靠,并放置在金屬加熱臺中心位置。樣品緊靠在一起是為了熱量能在樣品之間傳到,使之能夠在總體上達到熱平衡,避免因位置不同而發生溫度的變化,進而使溫度更加精確。另外,測量時紅外相機正對樣品小塊的表面,以避免角度影響。啟動加熱平臺并且設置溫度,讓平臺溫度上升到設置溫度。由于碳鋼金屬的導熱性良好,所以可以認為平臺溫度就是碳鋼的實際溫度。此時,快速捕獲紅外熱像,以樣品小塊中心溫度為測量溫度,避免碳鋼樣塊過度氧化影響后續測量實驗。
測量以100 ℃作為測量起點,之后每隔20 ℃觀測一次,直到溫度上升到220 ℃停止。120 ℃出數據變化較小,故略過。圖7給出140 ℃時加熱臺上金屬塊的紅外熱像。采用紅外相機自帶的軟件,可以直接得到不同顏色對應的溫度。表1—表3給出了3種不同加工方式的碳鋼樣品用紅外熱像儀測量的溫度隨加熱臺溫度的變化情況。
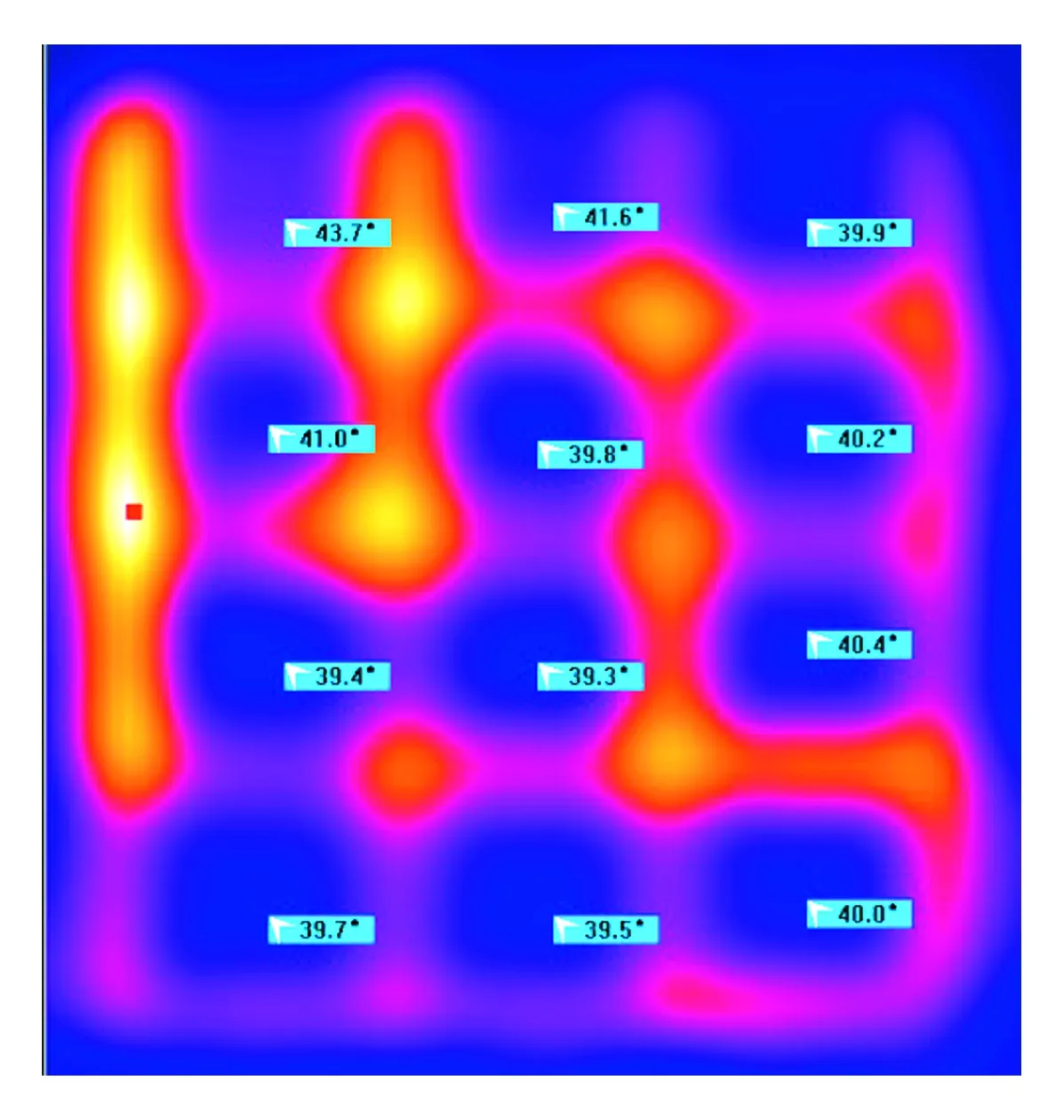
圖7 12塊不同表面粗糙度的金屬在140 ℃加熱平臺上的紅外像(圖中顯示的溫度為軟件直接獲取的)
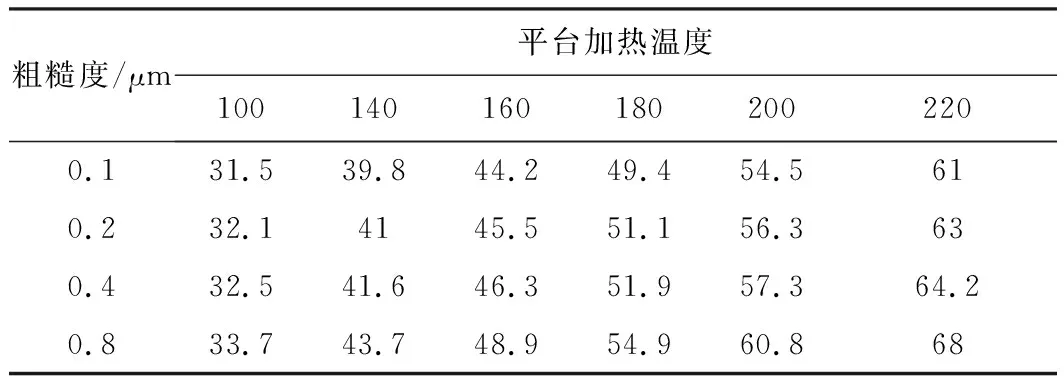
表1 不同粗糙度的平磨樣塊在不同加熱溫度時的顯示溫度℃
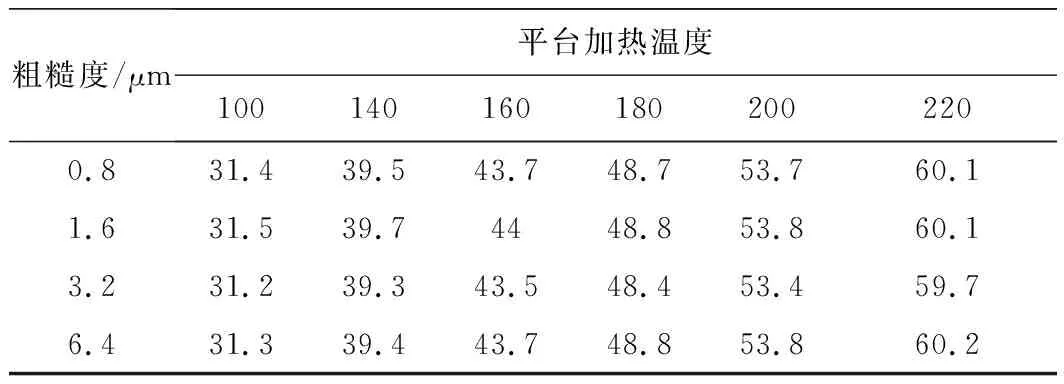
表2 不同粗糙度的立銑樣塊在不同加熱溫度時的顯示溫度 ℃
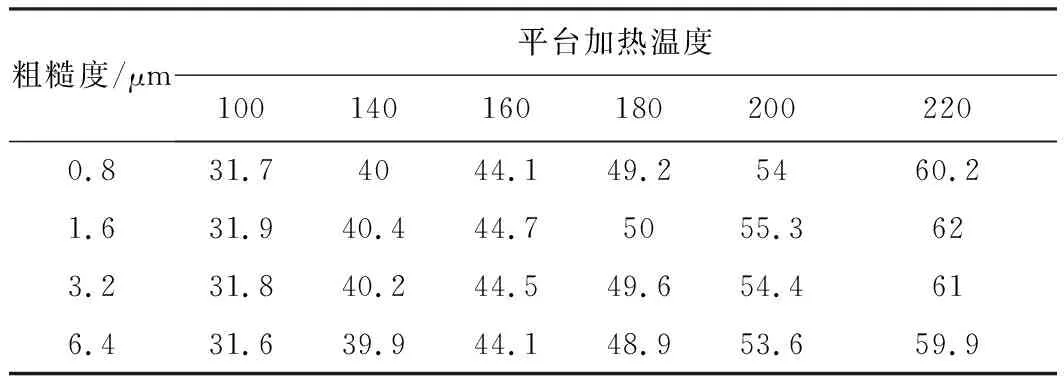
表3 不同粗糙度的車床樣塊在不同加熱溫度時的顯示溫度 ℃
4.2 光譜發射率的分析
根據表1—表3的數據繪制的相同溫度下樣品的發射率隨粗糙度的變化曲線見圖8—圖9。從2個圖的曲線很容易看出:在一定加熱溫度范圍內,當金屬樣塊的實際加熱溫度都相同時,其紅外熱成像儀顯示溫度隨著表面粗糙度的上升而隨之升高。然而,更有意思的是,在一定加熱溫度范圍內,平磨加工的金屬的光譜發射率會隨著表面粗糙度的增大而不斷上升,如圖8所示;圖9中,立銑和車床加工后的樣品的發射率,在同一加熱溫度下,其發射率并不會隨表面粗糙度的增加而增大,幾乎為一個常數值。
圖10給出了不同平磨及立銑加工的碳鋼樣塊表面的光譜發射率隨著加熱溫度的變化關系。可見溫度上升光譜發射率不斷降低,這與其他文獻的相關結果相似[11];其次,立銑加工的不同粗糙度的碳鋼樣品,隨溫度的特性幾乎完全重合,車床加工的樣品(本文未給出)與立銑加工的結果相似;最后,平磨樣品隨著表面粗糙度增加,發射率有所上升。
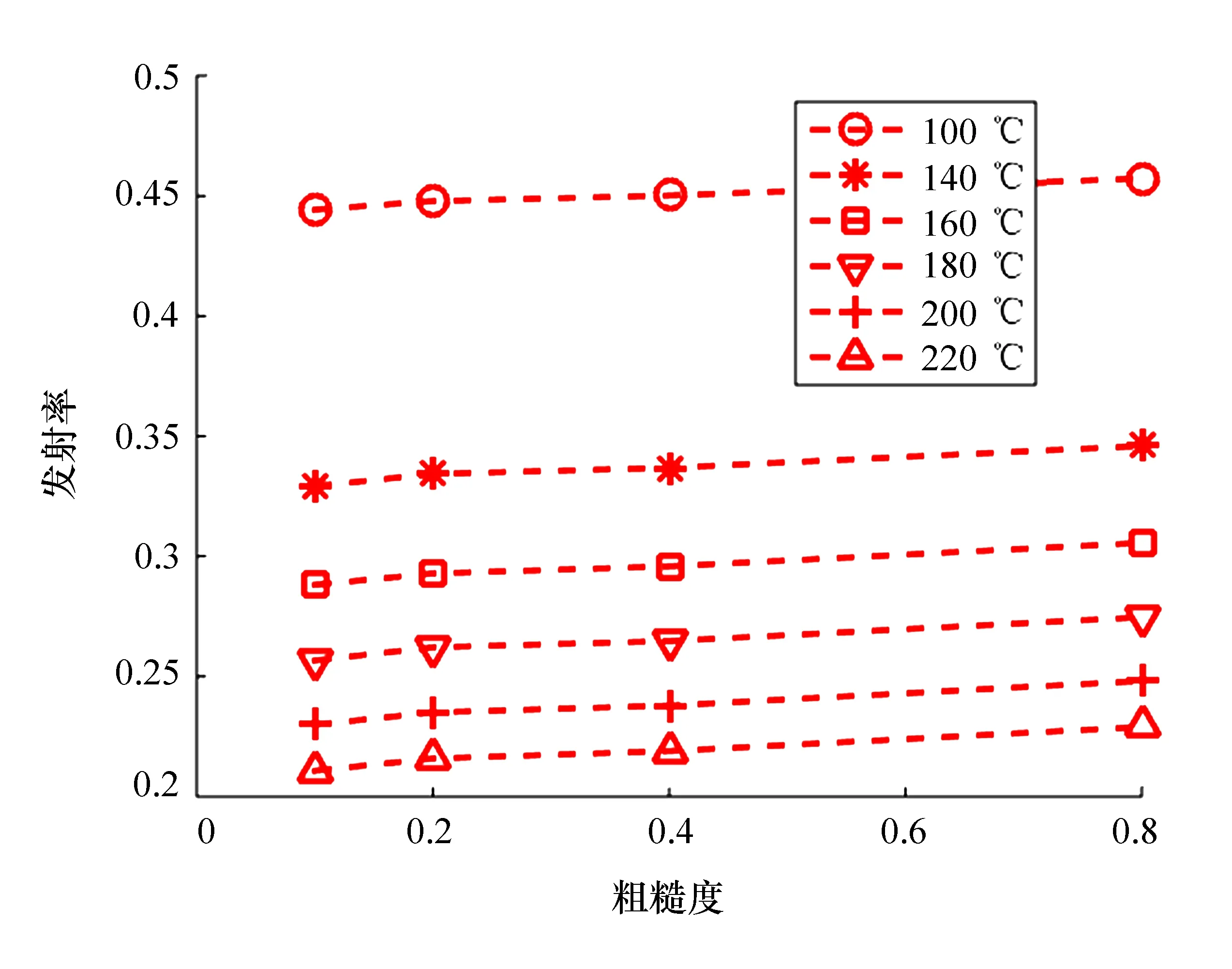
圖8 相同加熱溫度下平磨加工的碳鋼發射率隨粗糙度的變化曲線
圖9 相同加熱溫度下立銑和車床加工的碳鋼的發射率隨粗糙度的變化曲線(黑實線為立銑加工的金屬,紅點線為車床加工的金屬)

圖10 不同表面粗糙度的平磨和立銑樣品的發射率隨加熱溫度的變化曲線
需要指出的是,物質的反射率、透過率和發射率之和必定為1[12],本實驗的透過率為0,且根據基爾霍夫定律,發射率等于吸收率,所以反射率增大則發射率相應變小。由此,圖5(a)和(b)的平磨加工的樣品,粗糙度增加、反射光澤不增加,而粗糙度相應地增加了表面有效面積,由此發射率增大;立銑和車床,盡管表面粗糙度增加、表面積增大,但表面光澤也增強即反射率增大,兩種作用相互抵消,其結果就是發射率幾乎不變。另一方面,針對溫度上升而輻射發射率下降,可以解釋為溫度升高后熱輻射能力變弱、散熱困難。總之,金屬表面的紅外發射率比較低,而且會隨著溫度以及加工方式的改變而改變,這也就凸顯了此種方法測其表面紅外發射率對于精準測溫的重要性。
5 結論
(1) 平磨加工的金屬表面粗糙度越大,由于表面反光能力幾乎相同,則其發射率隨粗糙度增加而變大,并且發射率會隨溫度上升而下降;立銑與車床加工表面的樣品也符合溫度上升發射率下降的規律,但是這兩種樣品的表面粗糙度增加時,輻射發射率幾乎不變。
(2) 通過本實驗,可以增強學生對紅外輻射、熱像儀、材料輻射發射率的認識;讓學生了解加工方式不同發射率也不同,凸顯了針對某一種加工方式測定表面發射率的重要性,實驗結果對精加工的表面的非接觸溫度測量具有重要現實指導意義。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
