自動棉花回潮率檢測設備的研究和探索
2019-01-12 06:47:06賈冬吳新玲吳志勇胡菁華徐志鵬謝代梁
中國纖檢 2019年1期
文/賈冬 吳新玲 吳志勇 胡菁華 徐志鵬 謝代梁
1 引言
棉花回潮率作為公定重量核算的一項重要因素,準確快速測定棉花回潮率對核算棉花公定重量至關重要。在監管庫在庫公定重量檢驗中,棉包堆積于室外或大棚中,具有重量大、不易移動等特點,且棉包的存放場地常常缺少完備的電力支持,實際檢測過程中,檢測人員每天需要檢測40~60批次,每批次19包,由人工將測量傳感器插入棉包相關數據采集,勞動強度極大。移動設備將解決傳統檢測過程中堆垛數量多且高等多個制約檢測的因素,有效提高了在庫棉花的公證檢驗效率[1]。
2 設備結構和工作原理
該移動設備主要由主體、電源、PCL、直流無刷電機、限位開關、光電開關、棉包回潮率測定儀、傳動系統等部件組成,如圖 1所示。主體框架為方形,采用鋁合金材質,使得整個移動設備結構較為簡單、輕便。
下方電池盒內放置24V電源,同時方便電量耗盡時及時更換電池,考慮到戶外檢測作業的環境較為復雜,該電源的工作溫度為(-40~+60)℃,并且在超過最高溫度時擁有自動保護功能。
操作面板上共有3個指示燈和3個按鈕,指示燈分別為通電、垂直和檢測,按鈕分別為上升、下降和檢測。在接通24V電源時通電指示燈亮,進行垂直方向移動的過程中垂直指示燈亮,檢測過程中檢測指示燈亮。
圖中:1為垂直滾珠絲桿,行程1.2m,導程5mm;3為直流無刷電機,額定轉速1000rpm,同樣是考慮到戶外作業的環境,采用的電機的工作溫度為(-40~+70)℃。額定扭矩為1Nm,保證電機能夠抬起平板的運動和測定儀能夠插入棉包。經實測,水平方向走一次行程耗時2s,垂直方向走一次行程耗時8s。8為水平滾珠絲桿,行程200mm,導程5mm。
移動設備垂直、水平方向的移動各由一個直流無刷電機控制。垂直方向的1滾珠絲桿通過皮帶傳動進行轉動,帶動測定儀的垂直移動。垂直方向的動作由兩個上下按鍵通過點按控制,用三個限位開關達到高度不同的檢測位置。水平方向則是由電機直接帶動滾珠絲桿轉動,前后有一對光電開關起到保護作用[2-3]。
棉包回潮率測定儀采用MBS-Z智能升級型,由一個主機和兩個探測器組成。儀器根據棉花的電阻與其回潮率呈負相關,通過測量棉包中某一位置的電阻的大小,求得棉包的回潮率。檢測時兩探測器通過磁力搭扣相連,兩探頭相距100mm,選棉包包頭中間部位插到底,由PLC給入測試信號后主機顯示屏讀出測量的回潮率數據,數據通過藍牙設備無線傳輸至數據采集器。作業時按下移動設備上的檢測按鈕,完成伸出、檢測和退回這一系列動作。
在作業時,測定儀檢測開始和結束時對移動設備產生后坐力,所以萬向輪有鎖死功能,以保證移動設備在檢測過程中的穩定性,起到保護測定儀的作用。
3 控制系統及程序設計
3.1 PLC選型與I/O分配
該移動設備選用歐姆龍CP1E型PLC,由24V直流電源供電。該型號體積小、能耗低,控制靈活,可靠性高,抗干擾能力強。其中采用了8個輸入信號,5個輸出信號,PLC原理圖如圖2所示,I/O信號具體的分配作用如表1所示[4-6]。
(1)按鈕。3個按鈕皆為常開式開關,操作時只需點按即可。
(2)電磁式限位開關。錘石方向共有上中下3個電磁式限位開關,分別對應上中下3個高度的檢測位置。其中上下兩個開關同時起到保護作用,使其達到極限位置時不會因誤操作導致碰撞。
(3)光電開關。水平方向上共有前后兩個光電開關,在測定儀伸出、退回時起到定位和保護作用。
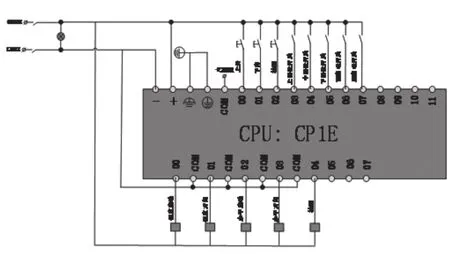
圖2 CP1E型PLC I/O點原理圖
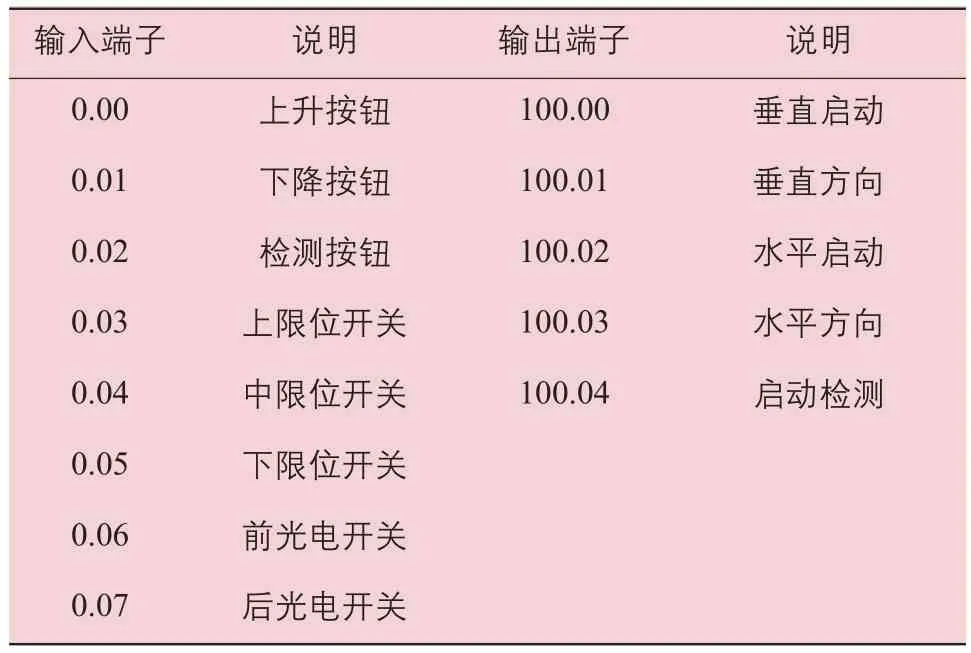
表1 移動設備PLC輸入輸出點
3.2 繼電器控制
PLC輸出信號給到繼電器,由繼電器控制直流無刷電機和棉包回潮測定儀的啟停。其中,測定儀根據電信號的有無來控制啟停。直流無刷電機通過24V電壓的有無控制啟停,方向則是由正負極信號控制。由圖所示,1為一對常閉開關,2為一對常開開關,3為信號開關,4為指示燈。以垂直方向為例,上升時,只閉合信號開關,停止時斷開信號開關,工作狀態如圖3 A所示。下降時,先將1開關斷開,2開關閉合,再閉合信號開關,停止時先斷開信號開關,再改變1、2開關的狀態,工作狀態如圖3 B所示,這樣可以起到對電機的保護作用。通過這種方式實現正負極反轉的效果,水平方向運動同理。如此,通過兩個繼電器的協同工作,可以縮短延時,提高作業效率。
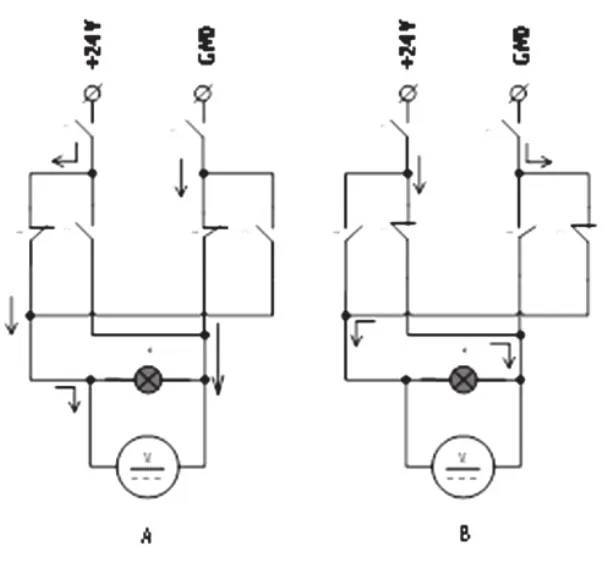
圖3 繼電器控制電機換向原理圖
該PLC控制程序動作皆由操作面板上的按鈕控制。設定初始狀態時測定儀位于最下方,按下檢測按鈕,PLC接收信號,測定儀伸出檢測,然后退回。按下上升按鈕,通過限位開關停在中間和上方位置,依次完成檢測。一列三個棉花包檢測完成后,平移到相鄰一列,以同樣的方式從上到下依次檢測。
4 結論
在設計移動設備控制系統中 ,PLC因其體積小、I/O豐富和抗干擾能力強等特點,起到了十分重要的作用。經實測證明,該移動設備可以實現自動化檢測,檢測一列即3個棉包耗時35s,極大地改善了工作人員的勞動強度,提高作業效率,有效杜絕因棉花含水率過高導致的安全隱患,同時為后續的棉花產品加工保證質量。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
工業設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
商業評論(2014年9期)2015-02-28 04:32:41