基于響應面法對白地霉M5高產酯發酵工藝優化
2019-01-16 01:49:38田宇敏賈麗艷高娟娟郭晉田王軍燕甄曉君
中國調味品 2019年1期
田宇敏,賈麗艷,*,高娟娟,郭晉田,王軍燕,甄曉君
(1.山西農業大學 食品科學與工程學院,山西 太谷 030801;2.山西杏花村汾酒廠股份有限公司,山西 汾陽 032209;3.山西潞城市圣堂食品有限公司,山西 潞城 047500)
食醋,作為歷史悠久的傳統調味品深受廣大消費者的喜愛。作為調味品,食醋的風味在很大程度上決定了食醋的品質[1]。影響食醋風味的物質種類豐富,包括酸、酯、醇、酮、吡嗪等。其中酯對于食醋的風味有重要影響,是食醋品質優劣的主要考察指標之一[2]。主要的酯類包括乙酸乙酯、乳酸乙酯、醋酸苯乙酯及乙酸丁酯等[3],能夠賦予食醋果香和乳香等特殊香氣。因此,對食醋中酯類物質含量及組成的調控具有重要意義。
國內外研究者對食醋的風味進行了大量的研究,發現微生物菌種在傳統釀造食品中起著決定性的作用[4]。白地霉(Geotrichumcandidum)是一類形態特征介于酵母菌和霉菌之間的真核微生物[5]。近年來,針對白地霉的產香特性,國內外有很多應用白地霉作為商品的報道,如:香精香味添加劑[6,7]、奶酪的后熟發酵[8,9]、菜籽油[10]、啤酒等[11],但在食醋方面的研究甚少。本課題組從酒醅中分離得到1株具有高產酯能力并產特殊香氣成分的白地霉M5,通過采用HS-SPME-GC-MS分析其固態發酵主要香氣成分,檢測出多種物質具有食醋的特征香氣成分,包括苯乙醇、乙酸乙酯、棕櫚酸乙酯、2-甲基丁酸、苯乙醛、月桂酸乙酯等,具有應用于食醋發酵并提高食醋品質的潛能。本研究在此基礎上,以高粱為原料進行固態發酵,通過單因素及Plackett-Burman試驗篩選主要影響因子,并采用Box-Benhnken設計建立數學模型進行響應面試驗,探究白地霉M5產酯發酵的最佳工藝條件,以期為其應用于食醋等傳統食品的釀造奠定基礎。
1 材料與設備
1.1 材料
菌株M5:分離自新鮮酒醅。
培養基:YEPD培養基、MEA培養基[12]。
固態發酵培養基:原料100 g粉碎后滅菌,加入適量糖化酶制備成固態發酵培養基。
試劑:氫氧化鈉、硫酸、乙酸、乙醇等,以上試劑均為AR級。
1.2 儀器與設備
25 mL堿式滴定管;25 mL酸式滴定管;250 mL錐形瓶;移液管;全玻璃回流裝置;ST3100實驗室pH計 奧豪斯儀器有限公司;B11-3恒溫磁力攪拌器 上海司樂儀器有限公司;DL-1萬用電爐 北京市永光明醫療儀器有限公司;JJ124BC型電子天平 常熟市雙杰測試儀器廠;HHS型電熱恒溫水浴鍋 上海博迅實業有限公司。
2 方法
2.1 產酯能力的測定
采用改進的電位滴定法。
2.2 總酯的測定
采用皂化回流法,參照GB/T 13662-2008[13]。
2.3 單因素試驗
以總酯含量為測定指標,研究搖床轉速、接種菌齡、發酵時間、培養溫度、接種量等因素對白地霉M5固態發酵產酯的影響。
2.3.1 接種菌齡對總酯含量影響的測定
將搖床轉速120 r/min活化后的白地霉M5以9.0%(V/m)的接種量接入高粱固態培養基中,在菌齡分別為12,24,36,48,60 h,28 ℃條件下培養7天,測定其總酯含量,探究接種菌齡對白地霉M5產酯含量的影響。
2.3.2 搖床轉速對總酯含量影響的測定
將活化后菌齡為24 h的白地霉M5以9.0%(V/m)接種量接入高粱固態培養基中,28 ℃條件下培養7天,菌液搖床轉速分別為90,120,150,180 r/min,測定其總酯含量,探究搖床轉速對白地霉M5產酯含量的影響。
2.3.3 發酵時間對總酯含量影響的測定
將活化后菌齡為24 h、搖床轉速為120 r/min的白地霉M5以9.0%(V/m)的接種量接種于固態發酵培養基中,在28 ℃條件下培養3,5,7,9,11天,測定其總酯含量,探究發酵時間對白地霉M5產酯含量的影響。
2.3.4 培養溫度對總酯含量影響的測定
將活化后菌齡為24 h、搖床轉速的120 r/min的白地霉M5以9.0%(V/m)的接種量接種于固態發酵培養基中,分別在25,28,31,34,37 ℃條件下培養7天,測定其總酯含量,探究培養溫度對白地霉M5產酯含量的影響。
2.3.5 接種量對總酯含量影響的測定
將活化后菌齡為24 h、搖床轉速為120 r/min的白地霉M5分別以接種量為5%,7%,9%,11%,13% (V/m)接入高粱固態培養基中,28 ℃條件下培養7天,測定其總酯含量,探究接種量對白地霉M5產酯含量的影響。
2.4 Plackett-Burman(PB)法篩選試驗
根據試驗設計的要求,在單因素試驗的基礎上對影響白地霉M5總酯產量的5個主要研究因素接種菌齡、搖床轉速、發酵時間、培養溫度、接種量等進行PB試驗,見表1。
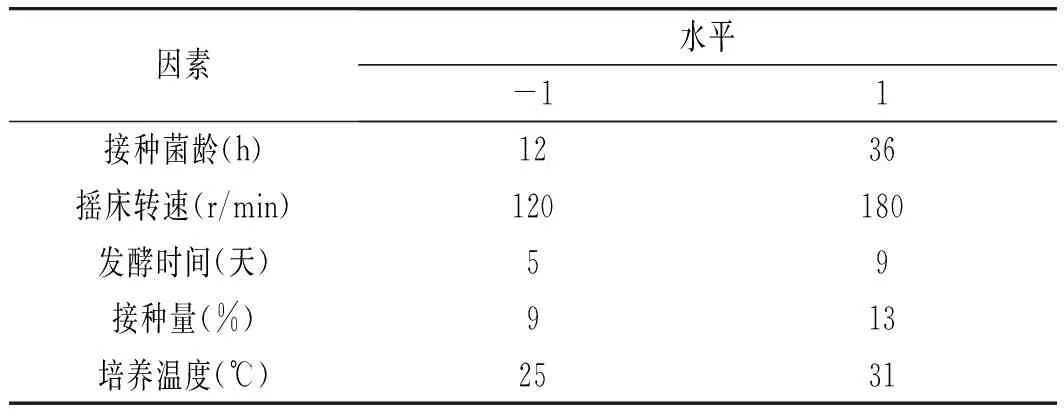
表1 因子篩選試驗因素水平表
2.5 白地霉M5產酯發酵條件的響應面優化
根據Plackett-Burman試驗確定發酵條件各因素的影響順序,選取前3個顯著因子(接種菌齡、搖床轉速、接種量)為主要影響因素,以總酯含量為響應值設計3因素3水平的響應面試驗(見表2),得出其最優發酵工藝條件。
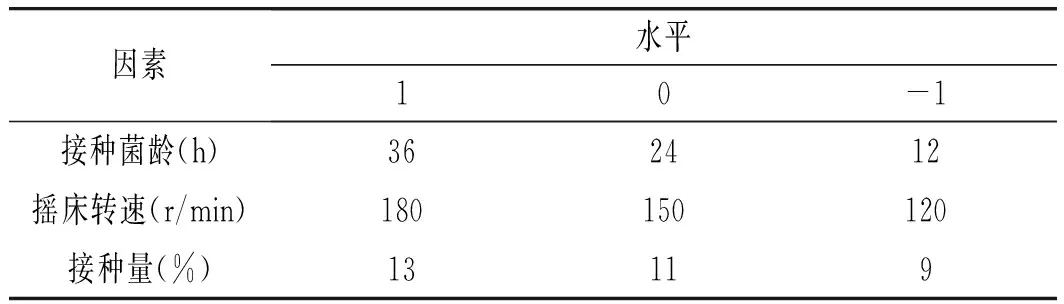
表2 響應面分析的因素水平
3 結果與分析
3.1 白地霉M5的產酯化能力

表3 不同培養基的酯化酶活力比較
由表3可知,白地霉M5在不同培養基中的產酯能力有明顯差異。相較于麩皮固態培養基,在高粱固態培養基上產酯能力更加顯著,100 mL樣品中乙酸乙酯濃度高達323.84 mol/L,說明該菌株的產酯能力極強。且與其他菌株相比較[14],白地霉M5的產酯能力較高。
3.2 單因素試驗
3.2.1 接種菌齡對總酯含量的影響
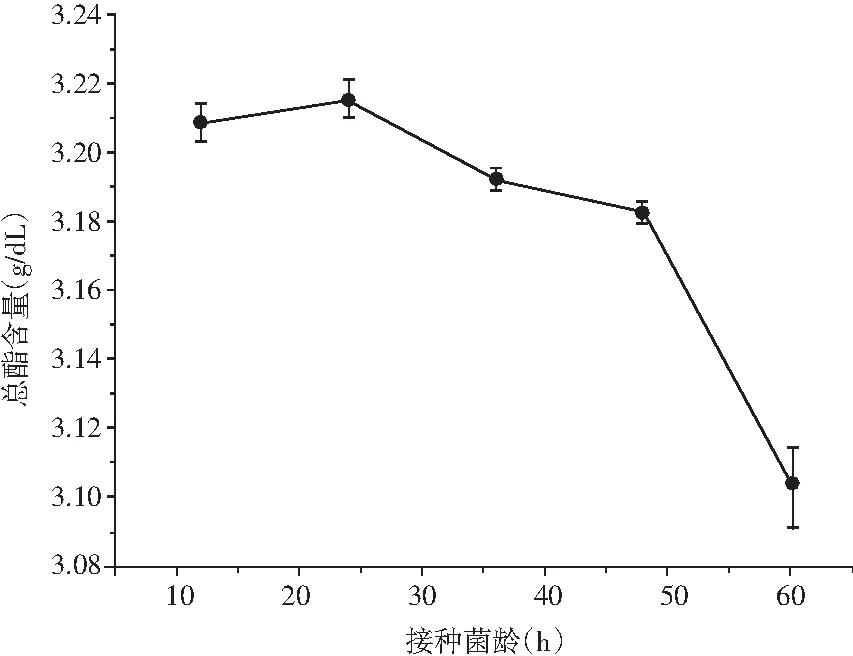
圖1 接種菌齡對總酯含量的影響
由圖1可知,隨著接種菌齡的增加,總酯含量呈現先緩慢增加后逐漸減少的趨勢。當接種菌齡達到24 h時,總酯含量達到最大值,為3.22 g/dL;當接種菌齡大于24 h時,總酯含量緩慢降低,酯類物質慢慢減少。由于白地霉M5菌齡在24 h達到對數期,可能導致24 h后隨著菌齡的增加,菌株M5的產酯能力變弱。故白地霉M5產酯發酵的最佳接種菌齡為24 h。
3.2.2 搖床轉速對總酯含量的影響
與靜置發酵相比較,不同搖床轉速的發酵會增加菌株生長繁殖的能力[15]。
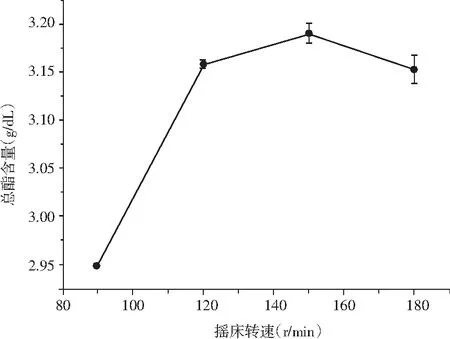
圖2 搖床轉速對總酯含量的影響
由圖2可知,隨著搖床轉速的增加,白地霉M5的總酯含量明顯呈先上升后下降的趨勢。當搖床轉速達到150 r/min時,總酯含量達到最大值,為3.19 g/dL;當搖床轉速大于150 r/min時,產酯量下降,其原因可能是振蕩過快、通氣量太大使酵母呼吸旺盛,從而加速了酯的分解,使得該菌株的產酯能力隨之下降[16]。由此可知,菌株M5產酯發酵的過程需要一定量的空氣,不宜過多。因此,白地霉M5產酯發酵的最佳搖床轉速為150 r/min。
3.2.3 發酵時間對總酯含量的影響
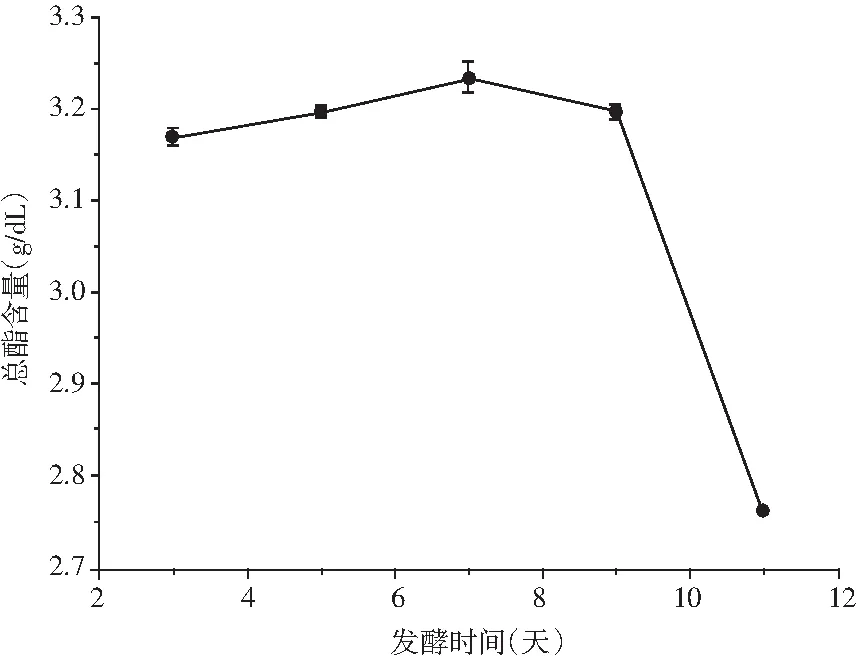
圖3 發酵時間對總酯含量的影響
由圖3可知,隨著發酵時間的增加,總酯含量呈緩慢上升后大幅度下降的趨勢。當發酵時間為7天時,總酯含量達到最大值,為3.22 g/dL;當發酵時間大于7天時,該菌株的總酯含量下降,造成以上現象的原因可能是發酵時間過長導致培養基中營養物質被消耗,發酵過程中的風味發生變化,甚至出現酸敗現象[17]。因此,白地霉M5產酯的最佳發酵時間為7天。
3.2.4 接種量對總酯含量的影響
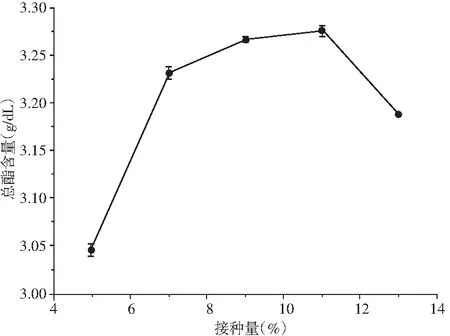
圖4 接種量對總酯含量的影響
由圖4可知,隨著接種量的提高,白地霉M5的總酯含量明顯呈先上升后下降的趨勢。當接種量達到11%(V/m)時,總酯含量達到最大值,為3.28 g/dL;當接種量高于11%(V/m)時,該菌株的產酯量呈下降趨勢,可能是由于接種量過高,導致固態培養基在發酵中營養物質過快得消耗,較多的代謝產物和次代謝產物抑制了菌株的生長和產酯的能力。故白地霉M5產酯發酵的最佳接種量為11%(V/m)。
3.2.5 培養溫度對總酯含量的影響
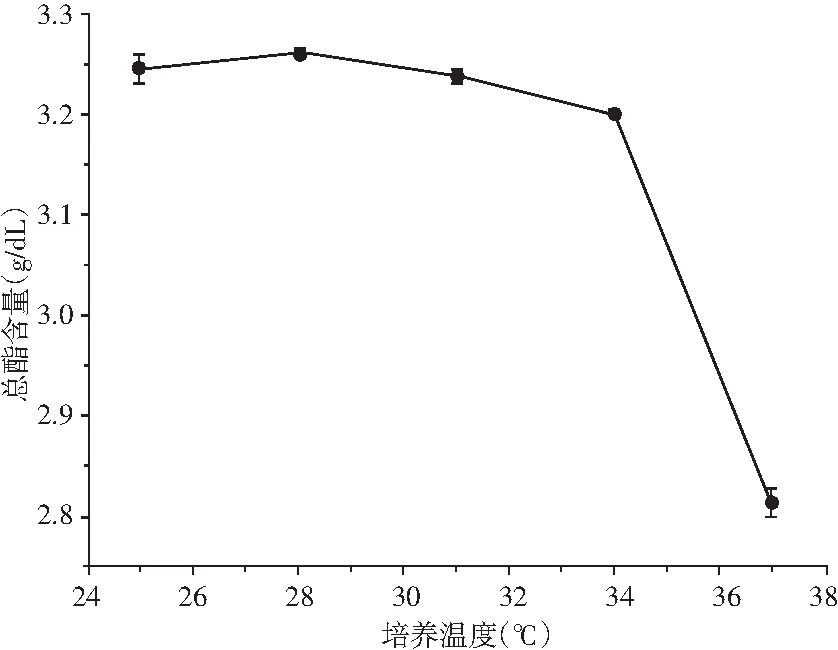
圖5 培養溫度對總酯含量的影響
由圖5可知,不同的培養溫度對白地霉M5的總酯含量有不同影響。培養溫度在25~34 ℃時,總酯含量變化不大;當培養溫度為28 ℃時,總酯含量達到最大值,為3.26 g/dL;而培養溫度高于34 ℃后,該菌株的產酯量呈大幅度下降趨勢,可能是由于溫度過高抑制了菌株的生長和產酯能力。故白地霉M5產酯發酵的最佳培養溫度為28 ℃。
3.3 PB試驗
在單因素試驗的基礎上,利用因子篩選試驗進行顯著因子的篩選,采取分組為12組,水平為2的試驗設計,對接種菌齡(A)、搖床轉速(B)、發酵時間(C)、接種量(D)、培養溫度(E)5個因素進行考察,試驗設計與結果見表4。
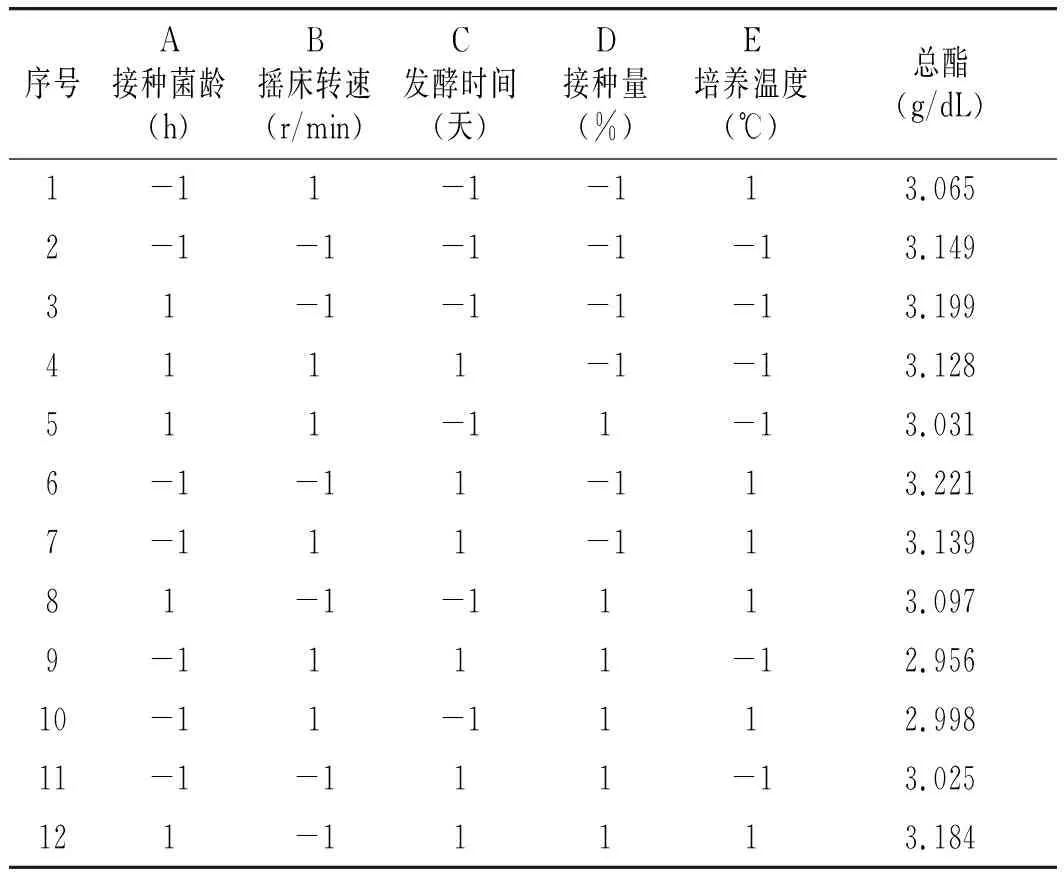
表4 Plackett-Burman試驗設計與結果
根據試驗數據,擬合得到的方程:總酯含量=3.09933+0.03033A-0.04650B+0.00950C-0.05083D+0.01800E。通過Minitab17軟件進行方差分析可知,在研究的整體回歸區域內,該模型的擬合性比較好,判定系數為R2=0.9241,說明影響總酯含量的主要因素篩選試驗中,92.41%的數據可由該模型解釋說明,試驗結果準確。
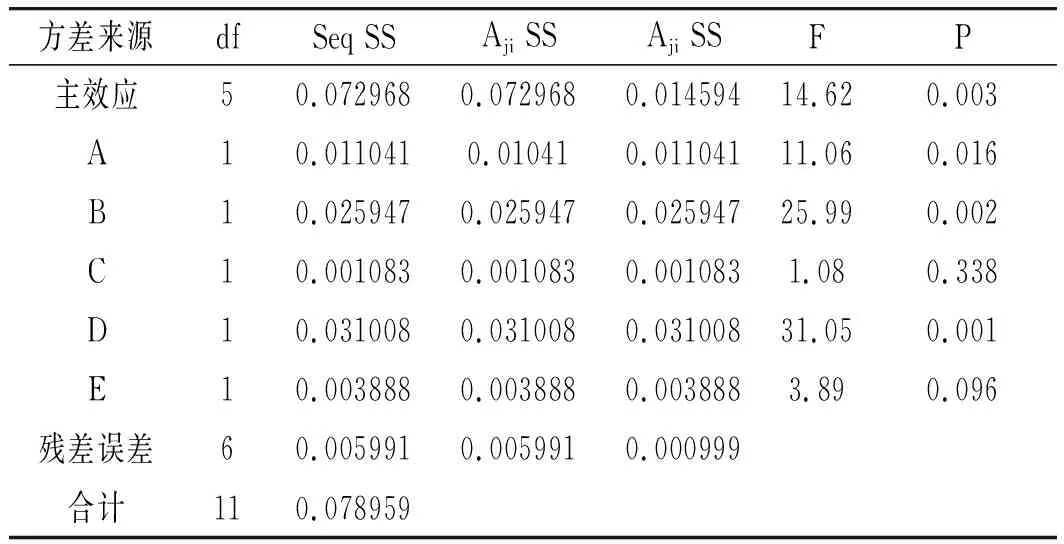
表5 Plackett-Burman試驗方差分析
根據試驗結果的方差分析,由表5可知,3個因素P(A)=0.016、P(B)=0.002、P(D)=0.001其P值均小于0.05。因此,選擇接種菌齡、搖床轉速和接種量進行響應面試驗。
3.4 響應面法試驗結果
3.4.1 響應面法試驗結果及方差分析
響應面試驗設計是通過因子篩選的結果進行進一步的設計方案優化,根據3.2的篩選結果得出3個顯著因子,即接種菌齡(A)、搖床轉速(B)、接種量(C),見表6。

表6 響應面試驗設計與結果
應用Design Expert 8.0.6.1軟件設計的響應面試驗結果進行多元化回歸擬合分析,得出菌株M5固態發酵的總酯含量(Y)與接種菌齡(A)、搖床轉速(B)、接種量(C)3個因素變量的二次方程模型為:
Y=3.13+0.012A-8.487E-003B+0.012C-6.500E-004AB+2.750E-004AC-0.011BC-0.062A2-0.091B2-0.041C2。

表7 響應面試驗設計與結果
續 表
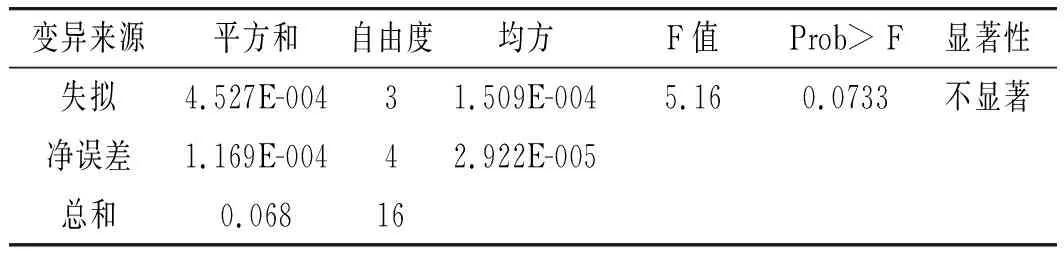
注:“**”表示極顯著(P<0.01),“*”表示顯著(0.01 由表7可知,模型的失擬項P=0.0757>0.05,結果不顯著,表明回歸方程不失擬,可反映3個因素與響應值間的真實關系;回歸模型P<0.0001<0.01,說明模型極顯著,表明試驗設計的可靠性;模型的回歸決定系數R2=0.9916,表明響應值的變化有99.16%來源于所選因素的變化,且該模型能夠較好地擬合試驗結果;預測Pred-R2=0.8908也能合理地說明校正決定系數Radj2=0.9809值的變化。另外,A和C對Y影響極顯著,B對Y影響顯著,且A和C均為正效應,二次項AB和BC對Y均為負效應,說明影響菌株M5固態發酵產總酯含量3個因素之間對發酵工藝沒有明顯的交互作用;A2,B2和C2對Y影響極顯著,這說明接種菌齡、搖床轉速和接種量3個因素都是在發酵產酯過程中需要主要控制的因素。綜上所述,各因素對總酯含量的影響不是簡單點線性關系。 應用Design Expert 8.0.6.1的Optimization對菌株M5固態發酵的產酯條件優化,其結果與微分法所得結果一致,且僅有一種優化方案,模型擬合合理。得知的3個自變量最優真實值為:接種菌齡24 h、搖床轉速150 r/min和接種量11%,其預測的總酯含量可達到3.1301 g/dL。 3.4.2 白地霉M5產酯發酵條件的響應面分析及等高線 響應面圖形分析可以直觀地反映出各因素和它們之間的交互作用對響應值的影響,利用Design Expert 8.0.6.1軟件進行二次多元回歸擬合,所得的二次回歸方程的響應面圖及等高線見圖6~圖8。 圖6 接種菌齡與搖床轉速交互作用的響應面圖和等高線圖 圖7 接種菌齡與接種量交互作用的響應面圖和等高線圖 圖8 搖床轉速與接種量交互作用的響應面圖和等高線圖 根據各因素之間兩兩相互作用的響應面圖形觀察,各因素間的交互作用較為強烈,由此可知曲線走勢越險抖,其影響越顯著;曲線走勢越平緩,其影響越小。曲面的形式變化反映響應值的變化大小。由圖6~圖8可知,A,B,C 3個響應因素在選定范圍內都存在極值即響應面頂點,其中BC交互作用是較顯著的,AB、AC交互作用不顯著。 利用Design Expert 8.0.6.1軟件進行響應面試驗,通過優化得出:接種菌齡為24 h、搖床轉速為150 r/min、接種量為11%(V/m),得到的最佳總酯含量3.1301 g/dL。為驗證上述結果的可靠性,在此最優條件下對菌株M5進行固態發酵,做3次平行試驗,得到的實際平均值總酯含量:(3.1301±0.0047) g/dL,與Box-Behnken模型具有較高一致性,故得到的模型能夠較好預測白地霉M5固態發酵產酯條件及總酯含量,具有可靠的現實意義。 在單因素試驗的基礎上對影響白地霉M5固態發酵產酯因素進行PB試驗,經過篩選得到3個顯著因子,分別為接種菌齡(P=0.0063<0.01)、搖床轉速(P=0.0327<0.05)、接種量(P=0.0072<0.01)。根據PB試驗篩選出的3個因素進行響應面試驗,最終得到發酵最佳工藝為:接種菌齡為24 h、搖床轉速為150 r/min、發酵時間7天、接種量為11%(V/m)、培養溫度28 ℃,總酯含量為3.1301 g/dL,比原總酯含量提高了56%。綜上所述,白地霉M5具有高產酯能力,為后期應用于食醋的釀造、提高食醋的品質奠定了基礎。


3.5 響應面驗證性試驗
4 結論