紅曲醋高產洛伐他汀低產桔青霉素的研究
2019-01-16 01:43:08張江寧楊春張玲丁衛英
中國調味品 2019年1期
張江寧,楊春,張玲,丁衛英
(山西省農業科學院農產品加工研究所,太原 030031)
紅曲在中國已有上千年的歷史,紅曲霉發酵物紅曲在食品著色、食品防腐及藥用醫療等方面的應用都有記載[1],國內外大量研究表明紅曲含有洛伐他汀成分,因此具有明顯的降膽固醇和降血脂的功效[2]。食醋是重要的調味品之一,目前市售紅曲醋經動物實驗證明其降血脂作用并不明顯,主要原因是其功效成分含量較低,同時紅曲霉發酵過程中產生對人體有害的真菌毒素桔青霉素,因此,如何通過工藝革新提高紅曲醋中洛伐他汀含量、降低桔青霉素含量具有重要意義。
本實驗采用純種培養專用紅曲霉與老陳醋生產工藝相結合生產紅曲保健陳醋,研究紅曲醋制備過程中酒精發酵、醋酸發酵階段,發酵溫度、發酵時間、接種量、翻曲次數對洛伐他丁、桔青霉素含量的影響,旨在掌握生產主動權,充分提高功能成分含量,適應現代化生產,豐富功能性醋的產品種類,提高老陳醋的附加值。
1 材料與方法
1.1 材料與儀器
紅曲米(實驗室自制)、酵母菌、醋酸菌、糖化酶、甲苯-乙酸乙酯-甲酸(7∶3∶1)。高效液相色譜儀:DIONEX UltiMate 3000 配備泵RS Pump,自動進樣器RS Autosampler,柱溫箱RS Column Compartment。
1.2 試驗方法
1.2.1 工藝流程

1.2.2 洛伐他汀UHPLC測定方法[3-6]
1.2.2.1 發酵樣品處理
發酵樣品碾磨烘干過40目篩,取0.5 g于50 mL比色管中,用70%乙醇溶液定容到50 mL,55 ℃水浴萃取1 h ,每隔20 min震蕩1次,水浴結束后冷卻至室溫,取5 mL萃取液微濾。
1.2.2.2 UHPLC條件
色譜柱名稱:Thermo Scientific Hypersil GOLD (100 mm×2.1 mm, 1.9 μm),流動相A為純水,流動相B為乙腈,流速0.200 mL/min,柱溫35 ℃,檢測波長238 nm,進樣量2 μL。
1.2.3 桔青霉素含量測定方法[7,8]
1.2.3.1 發酵樣品處理
將固態紅曲樣品置100 mL具塞比色管中,用60 mL TEF溶液超聲提取5 min(強度30%,工作10 s,間隔5 s),于4000 r/min離心10 min,用40 mL TEF溶液同上述步驟再提取2次,合并3次提取上清液于250 mL具塞三角瓶中,50 ℃真空濃縮至干后加入70 mL甲醇溶解,經微孔有機濾膜過濾后進行HPLC分析。
1.2.3.2 UHPLC檢測條件
色譜柱名稱:Thermo Scientific Hypersil GOLD,流速0.200 mL/min,柱溫35 ℃,檢測波長238 nm,進樣量2 μL。
2 結果與討論
2.1 酒精發酵階段落洛伐他汀、桔青霉素含量的變化
2.1.1 酒精發酵階段發酵溫度對洛伐他汀、桔青霉素含量的影響

圖1 酒精發酵階段發酵溫度對洛伐他汀、桔青霉素含量的影響
酒精發酵階段是將1%的酵母與一定量的紅曲米混合發酵,實際上是一個酵母與紅曲霉菌組成的共菌發酵過程,其中酵母的適宜發酵溫度為28~30 ℃,紅曲菌的適宜發酵溫度為28~34 ℃,因此應當確定共菌發酵的適宜發酵溫度。分別選擇28,30,32,34 ℃作為發酵溫度發酵9天,測定洛伐他汀、桔青霉素的含量變化,由圖1可知,酒精發酵階段溫度低于32 ℃時,隨著發酵溫度升高,洛伐他汀含量升高,之后下降,桔青霉素含量隨著發酵溫度升高而下降;當溫度為32 ℃時,洛伐他汀含量最高,桔青霉素在一個較低的水平,因此選擇32 ℃進行酒精發酵。
2.1.2 酒精發酵階段接種量對洛伐他汀、桔青霉素含量的影響
發酵過程中,接種量與菌體的生長繁殖速度、次級代謝產物的合成密切相關。本實驗在酒精發酵階段接入5%,10%,20%,30%,40%(V/W,W為固態基質的質量)紅曲米,研究其對洛伐他汀、桔青霉素含量的影響,結果見圖2。

圖2 酒精發酵階段接種量對洛伐他汀、桔青霉素含量的影響
隨著接種量的增加, 洛伐他汀、桔青霉素的含量均增加,當接種量至20%時,趨于穩定,之后雖然含量有所增加但變化不大,這說明接種量太低導致菌體在發酵過程中生長較慢,因此代謝物質較少;而大的接種量有利于縮短菌體生長的調整期,使產物合成提前到來,但過大的接種量會使菌體生長過快,營養物質迅速消耗用于菌體生長,不利于后期次級代謝產物的合成。因此確定接種量為20%時,產品中洛伐他汀含量達到最大。
2.1.3 酒精發酵階段發酵時間對洛伐他汀、桔青霉素含量的影響
選擇32 ℃,紅曲米接種量為20%,分別選擇發酵時間為3,6,9,12,15天,測定洛伐他汀、桔青霉素含量及酒精度的變化,見圖3和表1。
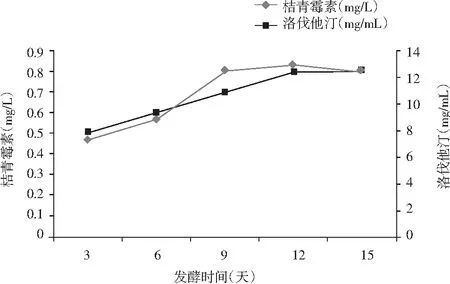
圖3 酒精發酵階段發酵時間對洛伐他汀、桔青霉素含量的影響

發酵時間(天)3691215酒精度(°)6.88.31010.19.9
由圖3可知,當酒精發酵時間達到9天時,洛伐他汀的積累量基本達到最大值,之后隨著發酵時間延長,變化不顯著;隨著發酵時間延長,桔青霉素含量逐漸增大。同時發酵液中的酒精度隨著發酵時間的增加在不斷變化,發酵3~9天酒精度變化最明顯,從6.8°升至10°,之后在發酵后期酒精度逐漸降低,當酒精度低于10°時,會影響后期醋酸發酵過程中醋酸的積累[9,10],有害雜菌必然大量繁殖, 酵母早衰, 給中后期發酵帶來不利影響,因此酒精發酵時間確定為9天。
2.2 醋酸發酵階段洛伐他汀、桔青霉素含量的變化
2.2.1 醋酸發酵階段發酵溫度及發酵時間對洛伐他汀、桔青霉素含量的影響
該醋酸發酵階段是將醋酸菌與一定量的紅曲霉菌混合發酵,其中醋酸發酵的醅子在3天內爭取90%左右達到38 ℃,溫度過低,醋酸菌生長繁殖受到抑制,如果溫度過高, 在發酵過程中揮發損失酒精,影響產醋,而紅曲菌適宜發酵溫度為28~34 ℃,因此在發酵初期應當以醋酸菌發酵為主,將發酵條件控制在38 ℃,促進醋酸菌生長,當酸度達到4%左右時,即根據表2應發酵12天,之后將溫度降低至紅曲霉菌的適宜生長溫度32 ℃繼續發酵,以利于次級代謝產物積累[11]。由圖4可知,在前12天,洛伐他汀、桔青霉素含量有些許升高但變化不顯著,當溫度降低后,發酵至18天時,洛伐他汀含量達到最高,之后趨于穩定,桔青霉素在發酵第15天時,處于較低水平,之后含量急劇升高,說明發酵后期桔青霉素生成量不斷積累,呈現上升趨勢。因此為減少后期產品中桔青霉素含量,避開桔青霉素生長的高峰期,綜合考慮將發酵時間定為15天。綜上,醋酸發酵階段采取分段發酵法,先將物料在38 ℃下發酵12天,然后將溫度降低至32 ℃發酵3天左右。

表2 醋酸發酵階段發酵時間與酸度的關系
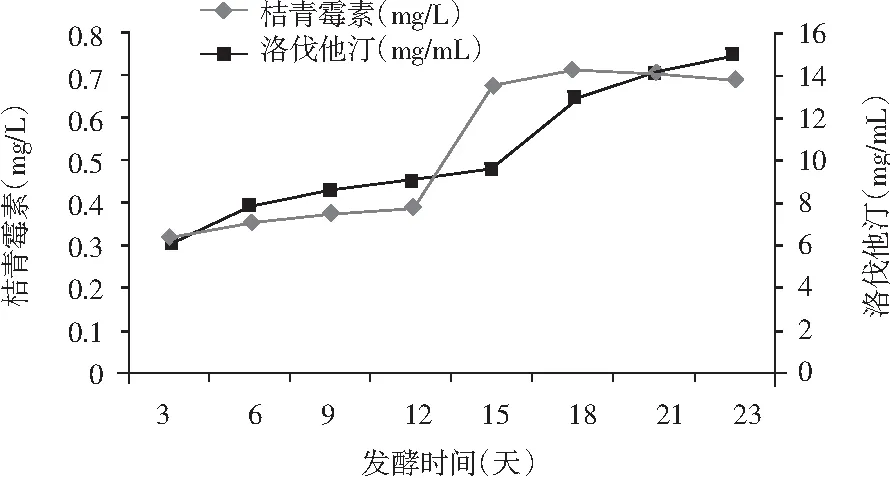
圖4 醋酸發酵階段發酵時間對洛伐他汀、桔青霉素含量的影響
2.2.2 醋酸發酵階段翻醅次數對洛伐他汀、桔青霉素含量的影響
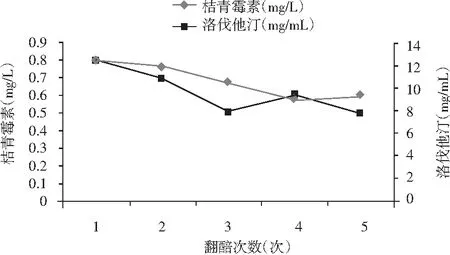
圖5 醋酸發酵階段翻醅次數對洛伐他汀、桔青霉素含量的影響
醋酸發酵過程中通過分層翻醅,使醅子內的醋酸菌充分和氧氣接觸才能把酒精氧化成醋酸。翻曲次數分別為每天 1,2,3,4 次, 每個處理 3 個重復,發酵終了測定洛伐他汀和桔青霉素的值。由圖5可知,隨著翻曲次數增加,洛伐他汀、桔青霉素含量降低,說明溶氧對紅曲發酵產桔青霉素與色素的影響較大,因此翻曲次數為每天 1次。
3 小結
酒精發酵階段溫度低于32 ℃時,隨著發酵溫度升高洛伐他汀含量升高,之后下降,桔青霉素含量隨著發酵溫度升高而下降;隨著接種量增加, 洛伐他汀、桔青霉素含量均增加,當接種量至20%時,趨于穩定,之后雖然含量有所增加但變化不大;當酒精發酵時間達到9天時,洛伐他汀的積累量基本達到最大值,之后隨著發酵時間延長,變化不顯著;桔青霉素含量隨著發酵時間延長,逐漸增大;醋酸發酵階段隨著翻曲次數增加,洛伐他汀、桔青霉素含量降低。
酒精發酵階段工藝參數為:發酵溫度32 ℃,酵母菌接種量為20%,發酵時間為9天,發酵結束時酒精度為10°;醋酸發酵階段分段發酵法,即38 ℃下發酵12天,然后將溫度降低至32 ℃發酵3天左右,翻曲次數為每天 1次。該工藝制得的醋洛伐他汀含量為0.05 mg/mL,桔青霉素含量為0.01 mg/L。