中間軸機(jī)加工工藝分析
2019-01-16 11:41:56朱達(dá)新
裝備機(jī)械 2018年4期
關(guān)鍵詞:工藝
□ 朱達(dá)新
1.江陰中等專業(yè)學(xué)校 江蘇無錫 214400
2.北京理工大學(xué) 機(jī)械與車輛學(xué)院 北京 100081
1 問題概述
中間軸位于主柴油機(jī)曲軸和螺旋槳軸之間,起傳遞主機(jī)功率至艉軸螺旋槳的作用,是船舶動(dòng)力裝置軸系的重要部件之一[1]。某57000DWT散貨輪的中間軸質(zhì)量達(dá)8 t,長(zhǎng)度為6 346 mm,小端法蘭外徑為780 mm,大端法蘭外徑為900 mm,兩法蘭平面要求平面度在0.05 mm以內(nèi)。中間軸軸承檔mm處的圓度、圓柱度、跳動(dòng)量均要求在0.03 mm以內(nèi)。針對(duì)如此高的要求,通過分析加工工藝,采用一夾一頂?shù)募庸し椒ǎ栽鰪?qiáng)中間軸的剛性。通過反復(fù)調(diào)頭和合理選用切削用量等方法來保證加工的技術(shù)要求。在精車好一段并調(diào)頭時(shí),應(yīng)用φ25 mm紫銅棒墊在已加工表面,保證中間軸的自由度,達(dá)到兩法蘭平面的平面度要求。
2 技術(shù)要求與特點(diǎn)
中間軸加工技術(shù)要求如圖1所示。由圖1可以看出,中間軸軸承檔的長(zhǎng)度為700 mm,φmm軸承檔部位的跳動(dòng)量和兩法蘭平面的平面度加工要求比較高,此外,D處的三個(gè)圓弧連接要求光滑過渡。
3 機(jī)加工工藝過程
中間軸的材料牌號(hào)為合金結(jié)構(gòu)鋼,毛坯種類為鍛件,采用C61160×8 000 mm普通車床,其機(jī)加工工藝過程[2-4]如下。
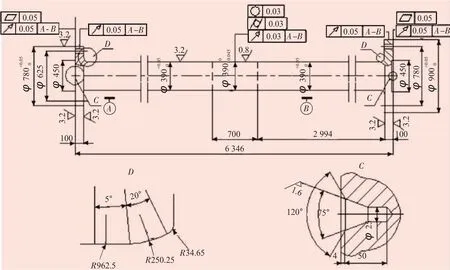
圖1 中間軸加工示意圖
3.1 粗車
夾住大端法蘭,尾架端用四爪卡盤夾小法蘭端,校正工件,車出中心架支撐點(diǎn)。用中心架托住工件,拆下尾架端四爪卡盤。車小法蘭端平面,打深50 mm、φ25 mm中心孔,車 75°及 120°保護(hù)錐,并車出深6 mm、φ450 mm平面內(nèi)臺(tái)階。
車小法蘭端外徑至寬106 mm、φ786 mm,并確保另一端法蘭寬106 mm后總長(zhǎng)不小于6 350 mm。軸頸外徑各檔均放直徑余量5 mm。
工件下車檢驗(yàn)符合要求后,調(diào)頭上車,夾牢已加工表面φ786 mm外徑。以粗車時(shí)的方法校正,中心架托住工件,車削大平面并車出深6 mm、φ450 mm內(nèi)臺(tái)階。打深50 mm、φ25 mm中心孔,車75°及120°保護(hù)錐。
用尾架頂住工件,拆除中心架,車φ906 mm外徑,D放大處的圓弧粗車成形。工件下車,需進(jìn)行自然時(shí)效處理,時(shí)效處理一般不短于120 h。
3.2 半精車
工件上車,采用一夾一頂?shù)姆椒ǎ刖嚹0宄尚危砻娲植诙萊a均為6.3 μm。工件調(diào)頭,重新裝夾后車寬104 mm、φ783 mm法蘭,總長(zhǎng)為6 348 mm。
工件下車后,為消除內(nèi)應(yīng)力,需進(jìn)行自然時(shí)效處理,時(shí)效處理一般不短于72 h。
3.3 精車
繼續(xù)用一夾一頂?shù)姆椒庸ぁA頭腳處墊φ25 mm紫銅棒。除軸承檔φ390 mm處留0.15 mm余量作拋光用外,其余均加工到圖紙要求尺寸。D放處大的圓弧用模板和百分表操作,來保證圓弧正確度,表面粗糙度用拋光來實(shí)現(xiàn)。φmm處拋光到要求尺寸,表面粗糙度Ra為0.8 μm。按圖紙要求檢驗(yàn)外徑、長(zhǎng)度、跳動(dòng)量等,用磁粉探傷工件的各應(yīng)力集中處圓弧角部位。
4 機(jī)加工工藝分析
以下對(duì)中間軸機(jī)加工工藝進(jìn)行分析[5-6]。
(1)為消除粗車、半精車后產(chǎn)生的內(nèi)應(yīng)力,保證工件的形狀精度,工藝過程中安排了兩次自然時(shí)效處理。
(2)為保證軸的精度,在工藝過程中安排了粗車、半精車、精車,通過這些工序,逐步消除圓度誤差及兩平面的平面度誤差。
(3)粗車到精車均采用一夾一頂?shù)募庸し椒ǎ糜谔岣吖ぜ膭傂浴>嚭靡欢苏{(diào)頭時(shí),墊φ25 mm紫銅棒,以保證工件的自由度。校正控制已加工好的外徑公差在0.03 mm以內(nèi),以確保兩平面的平面度及mm處的跳動(dòng)量。
(4)精車時(shí)要修正中心孔,以達(dá)到工件的圓度及兩平面的平面度要求。
5 圓弧連接加工難點(diǎn)
由 D放大處可知 R34.65 mm、R250.25 mm、R962.5 mm軸頸和法蘭平面過渡處是應(yīng)力集中處。三圓弧連接目的是增強(qiáng)工件的抗扭力,因此三圓弧連接的加工非常重要[7-9]。由于在C61160×8 000 mm普通車床上加工三圓弧連接有較多困難,因此一般都在數(shù)控車床上完成加工。對(duì)現(xiàn)有設(shè)備進(jìn)行分析后,確認(rèn)加工R250.25 mm、R962.5 mm不用接刀,采用工藝裝備一次成形的加工方法,工藝裝備如圖2所示。
先加工R34.65 mm,后用模板精車一次成形R250.25 mm、R962.5 mm。操作過程為百分表與小拖板固定,模板夾具安裝在尾架上,百分表頭觸及模板圓弧處。車刀車削圓弧時(shí),用大拖板自動(dòng)走刀,小拖板手動(dòng),使百分表數(shù)值保持在0.02~0.03 mm內(nèi)。精車好后用拋光方法來提高表面粗糙度,取得了較好的效果。
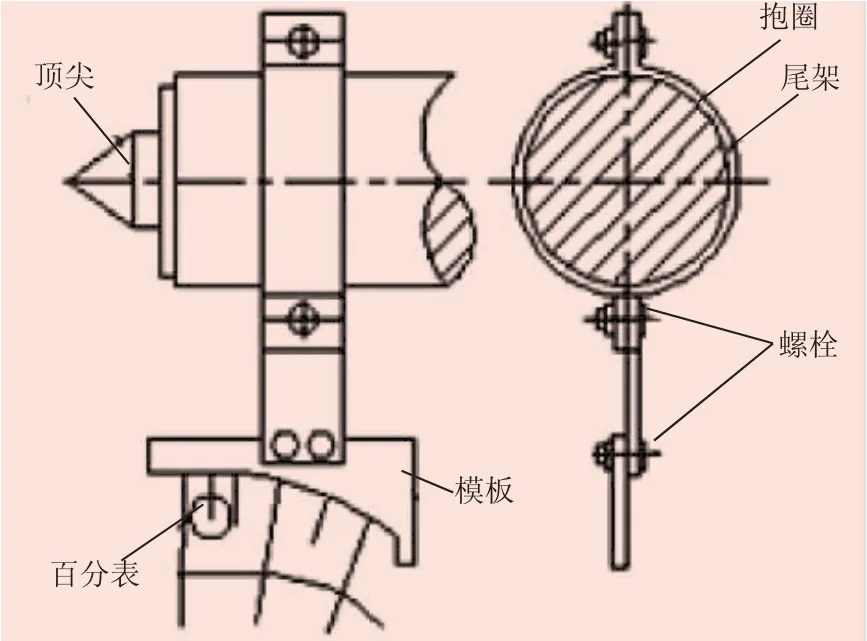
圖2 工藝裝備
6 檢驗(yàn)
7 結(jié)束語(yǔ)
筆者詳細(xì)介紹了在C61160×8 000 mm車床上加工57 000 DWT散貨輪中間軸的過程。基于現(xiàn)有設(shè)備,采用專用工藝裝備設(shè)計(jì)了一套模板和百分表相結(jié)合的操作方法,解決了三圓弧連接光滑過渡的問題。為消除工件的內(nèi)應(yīng)力,在粗、精加工之間安排兩次自然時(shí)效處理工藝,通過一系列工藝改進(jìn),保證了加工精度。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
