PET材料實際強度與理論強度分析方法
2019-01-20 02:42:13王峰
中國新技術新產品 2019年23期
王峰

摘? 要:在注塑成型領域,有一些特殊注塑材料在生產過程中對生產設備、生產工藝、材料管控等方面有著特殊要求,該文涉及的材料為杜邦PET(聚對苯二甲酸乙二醇酯)RE19051,它在生產過程中,水分含量對其強度有較大影響。該文尋求一種驗證方法,計算注塑材料零件的理論設計強度,計算實際強度,研究其與實測強度之間的關系,結合材料自身的特性,驗證這種特殊注塑材料零件在生產過程中的控制情況,判斷在其生產過程中是否嚴格按照要求對材料進行烘干,對含水率進行管控等。
關鍵詞:PET材料;建模過程;強度計算
中圖分類號:TQ342? ? ? ? ? ? 文獻標志碼:A
1 問題分析過程
注塑零件的斷裂,在某種情況下可視為零件以懸臂梁形狀或者以獨立卡扣形狀,在外力的作用下發生斷裂的情況。但是往往問題發生后,要確認包括設計強度、實際零件計算強度和實際測量強度等多方面因素,然后確定其發生的原因,該文主要驗證零件實測強度與零件實際計算強度之間的關系,判斷特殊材料杜邦材料PET(聚對苯二甲酸乙二醇酯)RE19051水分含量(水分的占比嚴重影響PET材料的強度)及生產過程中的影響因素。
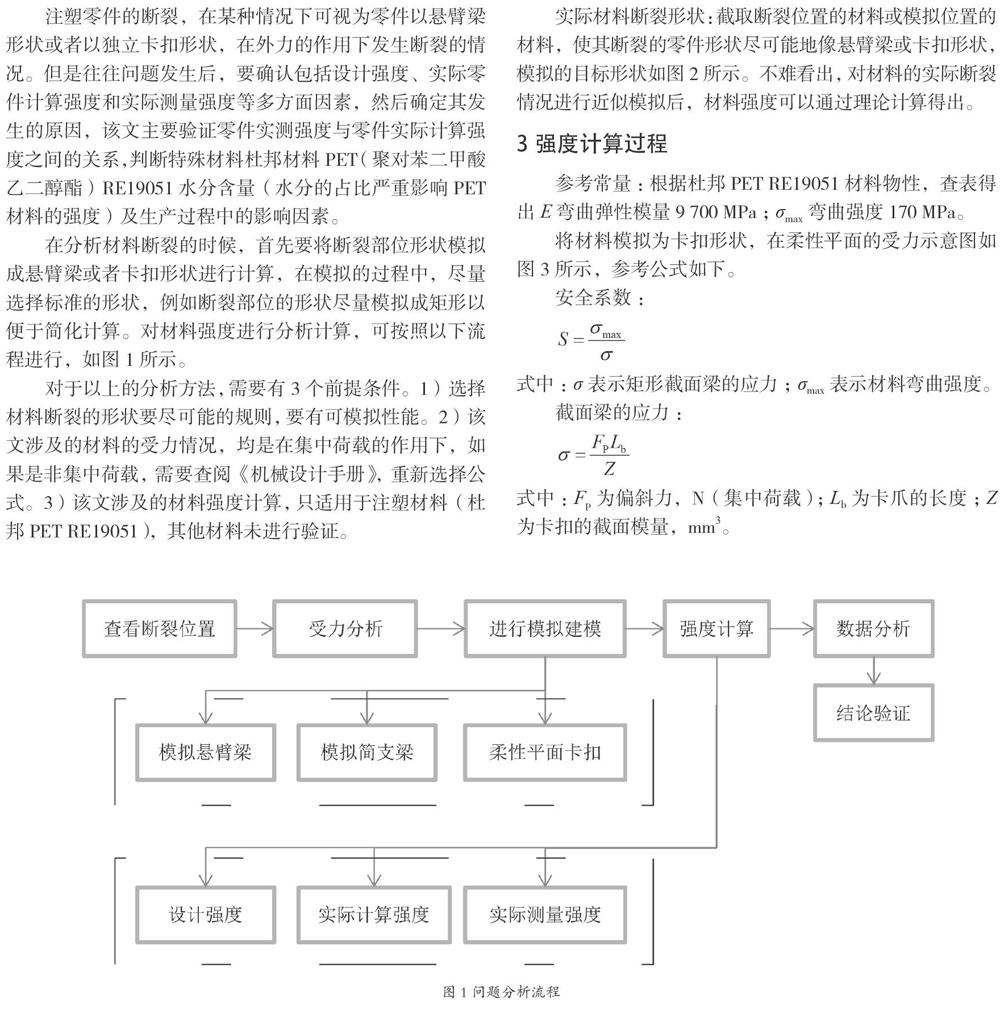
在分析材料斷裂的時候,首先要將斷裂部位形狀模擬成懸臂梁或者卡扣形狀進行計算,在模擬的過程中,盡量選擇標準的形狀,例如斷裂部位的形狀盡量模擬成矩形以便于簡化計算。對材料強度進行分析計算,可按照以下流程進行,如圖1所示。
對于以上的分析方法,需要有3個前提條件。1)選擇材料斷裂的形狀要盡可能的規則,要有可模擬性能。2)該文涉及的材料的受力情況,均是在集中荷載的作用下,如果是非集中荷載,需要查閱《機械設計手冊》,重新選擇公式。3)該文涉及的材料強度計算,只適用于注塑材料(杜邦PET RE19051),其他材料未進行驗證。
2 建模過程
實際材料斷裂形狀:截取斷裂位置的材料或模擬位置的材料,使其斷裂的零件形狀盡可能地像懸臂梁或卡扣形狀,模擬的目標形狀如圖2所示。不難看出,對材料的實際斷裂情況進行近似模擬后,材料強度可以通過理論計算得出。
3 強度計算過程
參考常量:根據杜邦PET RE19051材料物性,查表得出E彎曲彈性模量 9 700 MPa;σmax彎曲強度 170 MPa。
將材料模擬為卡扣形狀,在柔性平面的受力示意圖如圖3所示,參考公式如下。
安全系數:
式中:σ表示矩形截面梁的應力;σmax表示材料彎曲強度。
截面梁的應力:
式中:Fp為偏斜力,N(集中荷載);Lb為卡爪的長度;Z為卡扣的截面模量,mm3。
截面模量:
式中:Wb為卡扣寬度;Tb為卡扣厚度。
偏斜力N(集中荷載):
,此公式最終反映的是材料在斷裂時所受的最大力,在實際計算中,也近似默認為零件受到集中荷載而斷裂。如果在分布荷載的情況下,需查閱機械設計手冊,重新選擇公式。
最大裝配應變:
式中:Q為柔性平面的偏斜放大系數通過查表所得;δ為末端偏斜量,mm。
末端偏斜量:
,此公式可視為材料在斷裂的同時,末端最大的形變量,其中E為彈性模量,為材料自身物性;I為卡扣轉動慣量,mm4。
轉動慣量:
根據卡扣卡扣所在位置,選擇Q偏斜放大系數。
將材料模擬為懸臂梁(剛性平面)的形狀,其受力示意圖如圖4所示,參考公式如下:
安全系數:
截面梁的應力:
截面模量:
偏斜力N(集中荷載):
式中:Y為末端偏斜量,mm。此公式最終反映的是材料在斷裂時所受的最大力,在實際計算中,也近似默認為零件受到集中荷載而斷裂。如果是在分布荷載的情況下,需查閱機械設計手冊,重新選擇公式
轉動慣量:
采取以上2種方式,均可計算出F偏斜力,N(集中荷載)的理論值。根據零件的實際情況選擇。
4 數據分析方法
通過以上的計算方法,首先要得出以下數據:3D模型理論計算最大偏斜力Fp,理論計算最大末端偏斜量δ,實際零件理論計算最大偏斜力Fp,實測零件理論最大末端偏斜量δ,實測最大偏斜力Fp,實測最大末端偏斜量δ(根據實測力推算)。
其次對數據進行分析對比,該文分析的主要內容為實測破壞力與實際零件理論計算的占比,即實測破壞偏斜力/實際零件理論計算破壞偏斜力得出比值。比值體現出實測材料強度是否與實際零件強度保持一致,如果低于實際零件的理論計算值,需要深究零件是否在成型過程中出現塑化、原材料水分含量過高(材料降解)等問題。
5 實際應用
5.1 背景
激光打印機定影部分工作環境溫度高,需要耐高溫材料,實際生產中通常添加玻璃纖維來增強其耐高溫性能,材料使用的為該文中的材料杜邦PET RE19051,同時也會帶來一些弊端,導致材料成型難度大,易脆。
5.2 問題描述
定影組件PET材料零件出現螺絲滑牙,易斷裂等問題多發,因為是螺絲孔破裂,無法從螺絲孔下手進行分析,但是螺絲孔的斷裂反應出材料的輕度已經出現問題,因此采用卡扣強度的驗證方法,來驗證此款PET材料的強度是否存在問題。
5.3 分析問題
5.3.1 數學模型的應用以及含水率計算
通過綜合分析,將螺絲孔滑牙、零件斷裂等問題的原因定位為零件塑性太差,抗沖擊強度弱。應用上述理論進行計算,得出的數據見表1(計算傾斜力Fp)。
該機器試產階段未發生螺絲滑牙等,因此確認歷史數據見表2。
其中:Wb,Tb,Lb為卡扣的寬度,厚度和長度,單位為mm;F,Fp為理論計算與實際測量的偏斜力,單位為N。
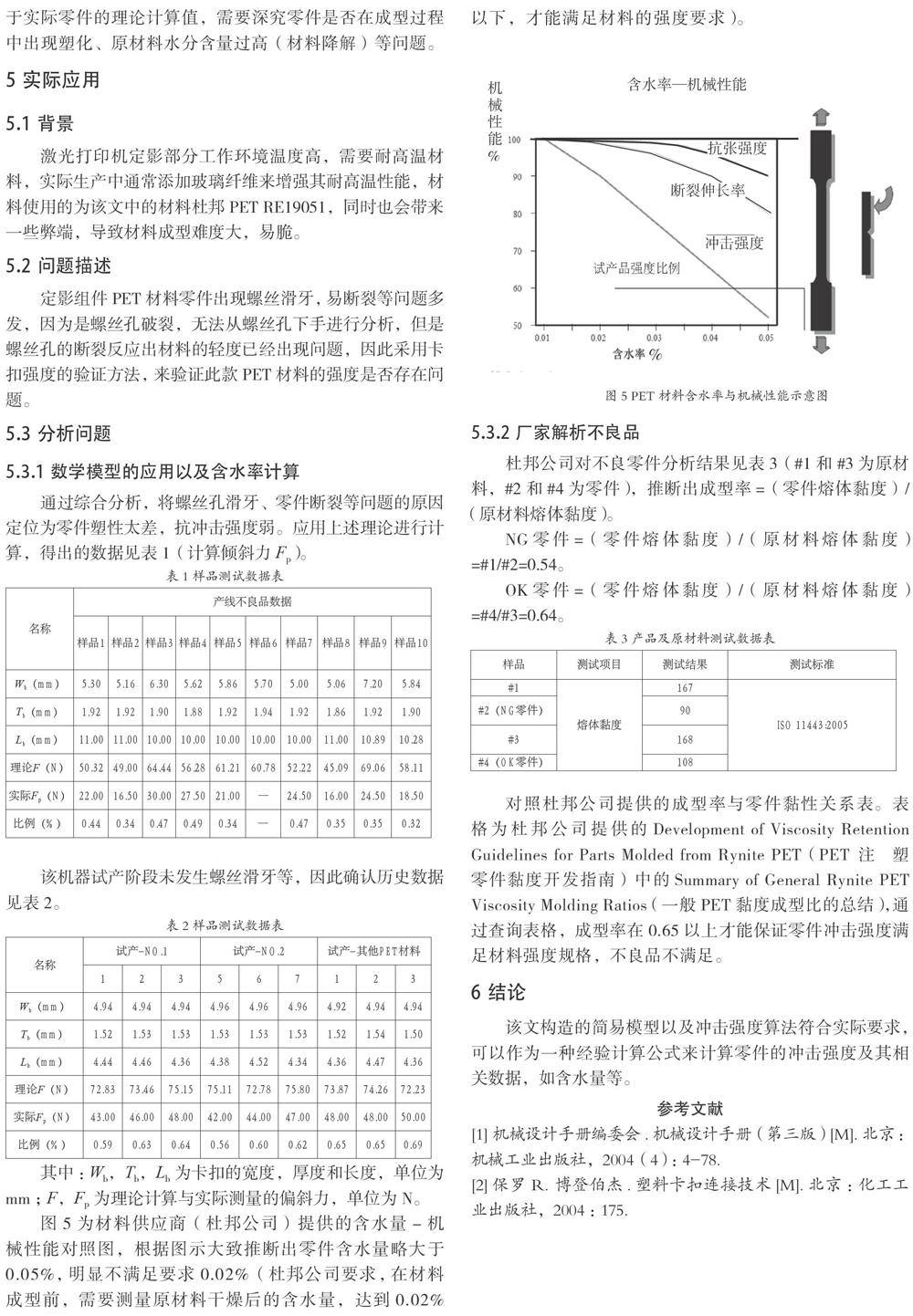
圖5為材料供應商(杜邦公司)提供的含水量-機械性能對照圖,根據圖示大致推斷出零件含水量略大于0.05%,明顯不滿足要求0.02%(杜邦公司要求,在材料成型前,需要測量原材料干燥后的含水量,達到0.02%以下,才能滿足材料的強度要求)。
5.3.2 廠家解析不良品
杜邦公司對不良零件分析結果見表3(#1和#3為原材料,#2和#4為零件),推斷出成型率=(零件熔體黏度)/(原材料熔體黏度)。
NG零件=(零件熔體黏度)/(原材料熔體黏度)=#1/#2=0.54。
OK零件=(零件熔體黏度)/(原材料熔體黏度)=#4/#3=0.64。
對照杜邦公司提供的成型率與零件黏性關系表。表格為杜邦公司提供的Development of Viscosity Retention Guidelines for Parts Molded from Rynite PET(PET注塑零件黏度開發指南)中的Summary of General Rynite PET Viscosity Molding Ratios(一般PET黏度成型比的總結),通過查詢表格,成型率在0.65以上才能保證零件沖擊強度滿足材料強度規格,不良品不滿足。
6 結論
該文構造的簡易模型以及沖擊強度算法符合實際要求,可以作為一種經驗計算公式來計算零件的沖擊強度及其相關數據,如含水量等。
參考文獻
[1]機械設計手冊編委會.機械設計手冊(第三版)[M].北京:機械工業出版社,2004(4):4-78.
[2]保羅 R. 博登伯杰.塑料卡扣連接技術[M].北京:化工工業出版社,2004:175.
