標準件安裝及表面質量對飛機裝配的影響分析
2019-01-20 02:41:50邢晨
中國新技術新產品 2019年20期
關鍵詞:標準化
邢晨
摘? 要:基于標準化的緊固件(以下簡稱緊固件),研究其在飛機裝配中的特性,通過以沈飛公司民機飛機裝配案例,分析緊固件在飛機裝配穩定性、延長飛機使用壽命等方面存在的影響。該文主要闡述了裝機沉頭緊固件在飛機裝配中的種類和裝機要求,從而滿足飛機裝配質量,減少裝配風險,解決實際裝機問題。通過有效的工藝改進,滿足飛機裝配需求,達到最佳裝配效果。
關鍵詞:標準化;緊固件;飛機裝配;標準件安裝;表面質量
中圖分類號:V262.4? ? ? ? ? ? ? ? ? 文獻標志碼:A
0 引言
標準件是指結構、尺寸、畫法和標記等各個方面已經完全標準化,并由專業生產的常用的零(部)件,如螺紋件、鍵、銷、滾動軸承。包括標準化的緊固件、連接件、傳動件、密封件、液壓元件等機械零件。而標準緊固件作為標準件的代表,被廣泛地應用于飛機制造中。因此該文以緊固件為重點分析案例,研究其在飛機裝配中的特點,特別是安裝和表面質量的重要因素對飛機裝配的影響。
緊固件是具有高度通用化和系列化特點的基礎性零件,在飛機中大量重復使用,緊固件的安裝質量對裝備結構強度和壽命及隱身性能有重要影響。國內從2002年開始就針對緊固件開展了產品合格鑒定工作,對緊固件產品的尺寸、性能進行了全面的檢測和試驗,通過合格鑒定試驗,使航空標準件的質量控制活動前移,對標準件批產前產品質量實現了有效的控制作用,是飛機上用于連接零件、組件、標準件的連接機構,主要用于承受零件孔直徑方向傳遞的載荷與變形,據統計,多達75%~80%的疲勞破壞發生在機體連接部位。
1 裝機沉頭緊固件種類及裝機要求
1.1 裝機沉頭緊固件種類
目前全球飛機制造商對于裝機沉頭類型主要以90°、100°、120°的螺栓、鉚釘、抽釘為主。沉頭尺寸主要包括沉頭角度、沉頭大徑、沉頭高度,在飛機裝配時,針對不同沉頭角度、沉頭大徑、沉頭高度公差锪窩 。
1.2 裝機要求
安裝在口蓋以及不可拆卸的蒙皮上的鉚釘頭應與蒙皮平齊,埋頭螺釘頭以及埋頭螺釘頭的歪斜可允許的凸起和凹陷應包括分布在中央翼、機翼及尾翼上的不得大于0.1 mm加大去讀表面上的埋頭螺釘可允許的單面凸起和凹陷不得大于0.15 mm;分布在機身、進氣道和發動機短艙上的不得大于0.2 mm,較大曲度表面上的埋頭螺釘可允許的單面凸起和凹陷不得大于0.3 mm。
對于每排沉頭螺栓和高抗剪鉚釘,允許不超過沉頭螺栓和高抗剪鉚釘總數10%的釘頭下與基孔之間存在不大于0.2 mm單面不貼合間隙,但不得超過釘頭周長的1/3。
2 現場標準件安裝實際問題情況及問題分析
緊固件對飛機使用壽命的影響主要在于2個方面。1)其自身的疲勞特性與強度特性。2)是緊固件與零件的裝配情況。
飛機結構故障初步統計結果表明,薄壁結構疲勞裂紋及緊固件松動、脫落故障大約占20%~30%。可以說,緊固件的失效故障是長期以來嚴重影響飛機使用維護的老大難問題之一。飛機在空中飛行、起飛和降落階段飛機薄壁結構受力狀態復雜,要承受交變載荷和振動載荷的作用,容易出現多發性的疲勞問題。通過對緊固件失效案例的采集、分析,我們發現,緊固件在震動載荷下的松動、脫落問題成了緊固件問題的主要問題,案例中鮮有因超過緊固件疲勞極限而發生斷裂的情況。其次,在同等載荷的情況下,連接零件屈服變形的概率遠大于緊固件疲勞斷裂的概率,這也是產生緊固件松動、脫落的主要原因。再者,飛機緊固件的選擇遵從于應用多年的標準體系,在多批次飛機中得到驗證,具有較高的可信度。因此,提升緊固件連接壽命,應主要從緊固件與零件的裝配情況下手。
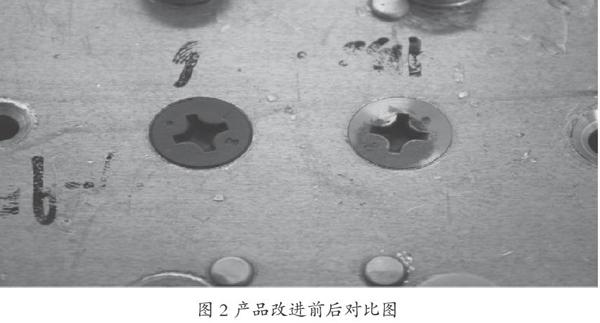
按照現場實際案例,沉頭緊固件在裝配安裝后出現漏窩問題,需要調整不同緊固件廠家產品進行裝配,嚴重影響裝配進度。而螺栓頭部高度、沉頭角度、頭部外徑3個尺寸的公差和锪窩公差的組合影響會造成漏窩現象,通過現場裝配試驗,經過與裝配效果較好的廠家產品進行測繪對比分析發現裝配漏窩的原因主要為頭部尺寸較小、頭部高度過大,同批產品離散性較大造成。頭部尺寸越大,頭部高度越小及離散性越小的產品與裝配沉頭窩的貼合度越好。如圖1所示。
3 現場標準件安裝工藝改進措施
3.1 優化模具參數,采購新模具進行生產
對于問題產品,進行優化整改。通過更改十字槽陽模弧面尺寸,同時控制外圓尖邊厚度,經過裝配測試及廠家測繪后,已完成試裝,基本滿足現場需求。
3.2 完善文件,控制尖邊厚度
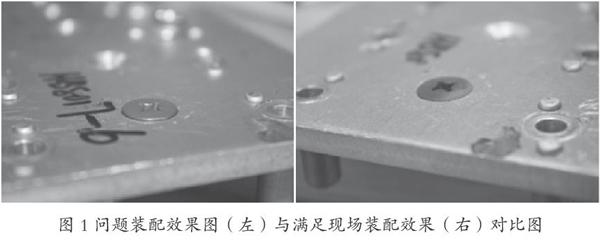
相關標準中僅規定了外圓直徑的最小值,未規定尖邊厚度,產品雖然滿足標準要求,但由于尖邊厚度直接影響螺栓頭部與裝配孔的貼合程度,經過反復試驗,最終確定尖邊厚度不大于0.3 mm時,能夠獲得較好的安裝效果,并制作了典型標準樣件進行試裝,基本滿足現場需求。如圖2改進前后對比圖所示。
3.3 改善裝配工藝效果思考
一方面應該強化對標準件的管理,籌建集標準件生產、采購、驗收、存儲、配套、發放于一體的專門機構—標準件中心。以零件生產信息化為工具、以安全庫存預警和“訂貨點法”為主要管理模式,形成一套標準件生產、采購、驗收、存儲、配套、發放于一體的全新管控體系。
另一方面標準件中心對各車間使用的標準件進行統一配送發放,以保證批次的一致性,按工序進行配送,且為同一廠家同一批次的標準件。車間在使用過程中容易出現混批次安裝情況,為保證裝機質量,各生產單位應編制內部現場標準件批次性安裝管理要求。如果標準件質量進行了提升,裝配現場裝配混亂也無法達到最佳裝配效果。
4 結論
為了實現飛機裝配的精準性、高效性,保證飛機使用壽命,確保產品質量,就必須嚴格對標準件的安裝和表面質量的顆粒度進行約束,并建立細化的標準體系,同時要在后續的工作中不斷總結經驗教訓,制定專門的改進方案,從而達到最佳的裝配效果。該文后續將持續對以下內容進行跟蹤研究,以保證研究成果的落地。
通過上述后續方案的開展,在達到該文的最終研究目的以外,更對飛機制造業中飛機裝配這一重要環節有了更多的思考。為了提高飛機使用壽命,我們除了加強緊固件標準的考量與鑒定之外,還要通過引入新技術、新方法,提高標準件在裝配中裝配效果。重點關注緊固件松動與脫落問題、裝配過程應力集中問題以及制孔精度問題。從工藝角度解決緊固件失效問題,從而提升機體穩定性和飛機使用壽命。
參考文獻
[1]韋紅余,陳文亮,蔣紅宇,等.面向現代飛機裝配的長壽命機械連接技術[J].航空制造術,2009(17):34-37.
[2]陳群志,周志強,張強,等.振動環境下飛機薄壁結構緊固件疲勞壽命研究[J].機械度,2015,37(1):52-57.
猜你喜歡
電器工業(2023年1期)2023-02-13 06:31:42
口腔護理用品工業(2021年4期)2021-11-02 08:22:56
機械工業標準化與質量(2018年5期)2018-05-30 09:48:17
中國公路(2017年9期)2017-07-25 13:26:38
水利技術監督(2017年2期)2017-05-17 05:19:25
福建輕紡(2017年12期)2017-04-10 12:56:27
知識經濟·中國直銷(2016年4期)2016-11-07 09:34:05
質量與標準化(2015年7期)2015-07-12 12:21:02
汽車維修與保養(2015年8期)2015-04-17 03:32:51
石家莊理工職業學院學術研究(2014年4期)2014-04-27 14:14:40
