原油儲罐用國產高強鋼性能分析與工程實踐
2019-01-29 03:06:32羅林林何玉洪
天然氣與石油 2018年6期
關鍵詞:裂紋
謝 兵 彭 典 羅林林 何玉洪
1. 中國石油工程建設有限公司西南分公司, 四川 成都 610041;2. 中國水利水電第七工程局有限公司第二分局, 四川 成都 610017
0 前言
原油儲罐采用國產化高強度鋼板已有20余年的歷程。1999年武鋼生產的高強度鋼板(WH 610 D 2)首次應用于北京燕山石化公司4臺10×104m3浮頂式原油儲罐上,雖然當時鋼板的各項技術指標能滿足設計要求;但由于武鋼受制于當時軋機的限制,鋼板表面質量、板形控制等不如進口鋼板,性能穩定性稍差,生產成本較高,和進口鋼板相比,技術價格優勢不明顯,影響了儲罐用高強度鋼板的國產化進程。
國產高強度鋼板真正得到全面推廣是在2004年以后。2004年3月,國家發展和改革委員會正式啟動國家石油儲備基地一期項目建設。2004年6月,為打破國外企業壟斷,國家發改委能源局、工業司在多次聽取了國內主要鋼鐵企業、中國石化集團公司、國家石油儲備基地公司等單位意見后,明確提出,大型儲罐用高強度鋼板必須走國產化道路,要充分利用國家石油儲備基地建設的契機,推廣國產化鋼板,擺脫高強度鋼板依賴進口的局面。2004年7月,國家發改委能源局(石油儲備辦公室)、工業司組織召開了大型儲罐建設用高強度鋼板國產化工作啟動會。會議正式決定成立國產化聯合攻關組。聯合攻關組由中國石化聯合國內主要鋼企、研究院、設計院、焊材廠組成。聯合攻關組內各鋼鐵企業的高強度鋼板相繼通過技術評審。并在四個國家儲備基地中使用,其中鎮海國家石油儲備基地使用了28臺,大連國家石油儲備基地使用了18臺,舟山國家石油儲備基地使用了38臺,黃島國家儲備基地使用了20臺。
目前,選用國產高強度鋼板建造或已定貨準備建造的大型儲罐已接近400臺。國內能生產大型儲罐用高強度鋼板并投入應用的鋼鐵企業有武漢鋼鐵(集團)公司、舞陽鋼鐵有限責任公司、鞍鋼新軋鋼股份有限責任公司、寶山鋼鐵股份有限公司、濟鋼集團有限公司和南京鋼鐵聯合有限公司等。這些鋼鐵企業的高強度鋼板合計月最大生產能力超過40 000 t,完全能滿足國內建設的需求[1]。
1 國產高強度鋼板的技術性能
1.1 技術特點
儲罐用高強度鋼板有兩個特性:一是適用于大線能量焊接,二是低焊接裂紋敏感性。
為達到以上共同的兩個特性,各鋼企使用的技術路線卻并不相同。從軋制工藝上說,有離線淬火+離線回火的調質熱處理工藝;有在線控制冷卻(TMCP)+離線回火的控軋工藝。武鋼、舞鋼、寶鋼應用的是前者,鞍鋼、濟鋼和南鋼應用的是后者。即使是相同的軋制工藝,各企業所倚重的微合金化參數也不盡相同。最終金相組織有回火索氏體、下貝氏體等[2-7]。
1.2 主要元素對鋼板性能的影響
C質量百分比,C是鋼中不可缺少的提高鋼材強度的元素之一,隨著C含量的增加,鐵中Fe3C增加,淬硬性也增加,鋼的抗拉強度和屈服極限會提高而延伸率、沖擊韌性下降。C含量的增加會加劇焊接時產生冷裂紋的傾向。
Si質量百分比,Si主要以固溶強化形式提高鋼的強度,但含量過高,會降低鋼的韌性,增加焊接裂紋敏感性。
Mn質量百分比,Mn能提高鋼的抗拉強度和屈服強度,Mn過大,則會增加焊接裂紋敏感性,而且,帶來過大的淬透性會使鋼材韌性和接頭韌性變差。
S、P是雜質元素,應盡量予以控制。
Al是鋼中主要脫氧元素,Al過高會引起鋼中夾雜增多,不利于鋼的韌性。
Ti,是碳化物和氮化物強烈形成元素,它能明顯地提高鋼的高溫強度。Ti和N結合形成TiN細粒狀彌散分布的粒子,可以減輕大線能量焊接熱影響區的脆化。利用TiN的沉淀物還可以抑制焊接時奧氏體的晶粒粗大,增加針狀鐵素體的沉淀核。Ti和N應按一定比例存在,效果方能達到最佳。
B是強烈提高淬透性的元素,能提高鋼的強度,和N聯合作用還能提高鋼的低溫韌性。但B的含量過高會產生再熱裂紋。
Ni、Cr有利于提高母材和焊接接頭的強度,改善韌性。過量會使焊接性能變差。
Mo能提高鋼的高溫性能和淬透性,過量會增加冷裂紋的敏感性。某鋼廠的08 MnNiVR正是通過發現以前的08 MnNiMoVR的冷裂紋問題后降低Mo含量后得到的成熟產品。
V也能提高鋼材和焊接接頭強度,但它和某些元素聯合作用會降低鋼材和接頭的韌性,增加裂紋敏感性,特別是厚板的裂紋敏感性。
Ni能提高鋼的強度和韌性,特別是低溫韌性[8]。
1.3 典型高強鋼化學成分范圍
各種高強度鋼板根據壁厚范圍不同,軋制參數也有變化,化學成分控制也不盡相同。但各鋼企公開的元素范圍卻差不多[9-11],見表1~3。
表1武鋼公開的元素范圍和性能參數

牌號CSiMnPSNiCrMoVPcmCeq12 MnNiVR≤0.150.15~0.401.20~1.60≤0.020≤0.0100.15~0.40≤0.30≤0.300.02~0.06≤0.23≤0.45
表2寶鋼公開的元素范圍和性能參數

牌號CSiMnPSNiCrMoVPcmCeq08 MnNiVR≤0.110.15~0.401.20~1.60≤0.015≤0.0050.15~0.40≤0.20≤0.300.02~0.06≤0.22≤0.44
表3日本新日鐵公開的元素范圍和性能參數

牌號CSiMnPSNiCrMoVPcmCeqSPV 490 Q0.08~0.140.15~0.551.10~1.60≤0.020≤0.010~≤0.10≤0.30≤0.08≤0.24≤0.45 注:Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B;Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14。
1.4 各標準高強鋼力學性能分析
隨著國內裝備的不斷進步和實物性能水平持續提高,大型原油儲罐用高強度鋼板因雜質元素控制越來越嚴格,性能也越來越好。2011版GB 19189《壓力容器用調質高強度鋼板》(簡稱GB 19189-2011)相對于2003版就大大提高了沖擊功值。而中石化企業標準Q/SHCG 51.1-2013《10萬立方米浮頂油罐用鋼板技術條件 第1部分:12 MnNiVR鋼板》,不但在GB 19189-2011基礎上進一步提高了沖擊功值,還對各厚度范圍的延伸率作了明確要求,見表4。
表4各標準儲罐用高強鋼力學性能要求
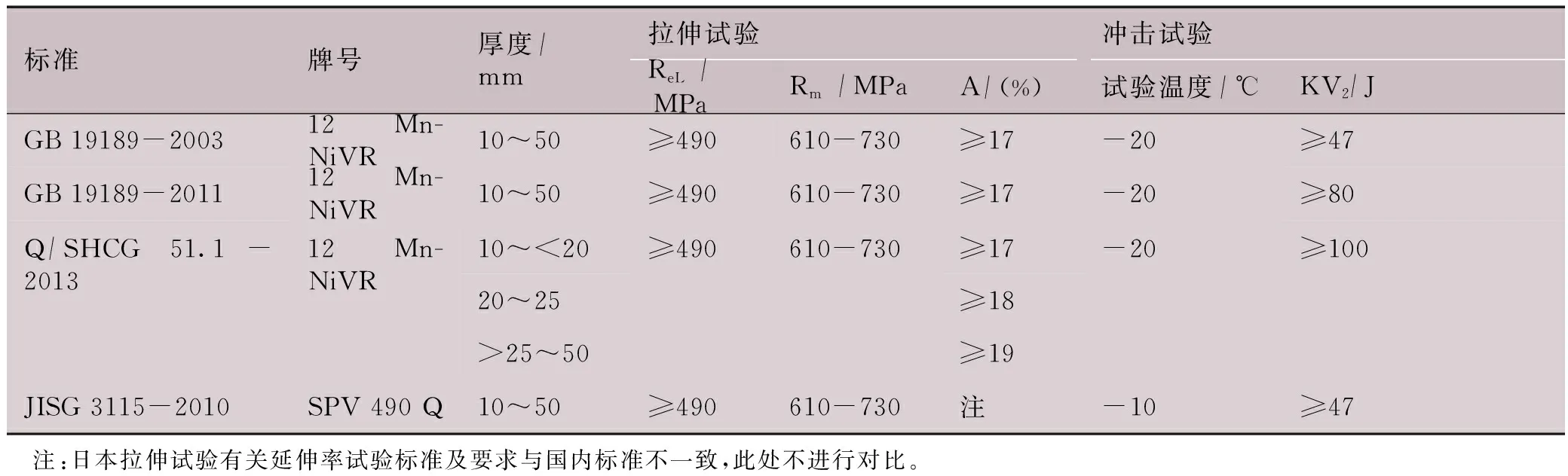
標準牌號厚度/mm拉伸試驗沖擊試驗ReL/MPaRm/MPaA/(%)試驗溫度/℃KV2/JGB 19189-200312 Mn-NiVR10~50≥490610-730≥17-20≥47GB 19189-201112 Mn-NiVR10~50≥490610-730≥17-20≥80Q/SHCG 51.1-201312 Mn-NiVR10~<2020~25>25~50≥490610-730≥17≥18≥19-20≥100JISG 3115-2010SPV 490 Q10~50≥490610-730注-10≥47 注:日本拉伸試驗有關延伸率試驗標準及要求與國內標準不一致,此處不進行對比。
1.5 焊接裂紋敏感性控制
根據以上三種鋼種化學成分和性能參數的比較,可發現國產高強度鋼的焊接裂紋敏感性組成值Pcm控制要求比日本企業更加嚴格。

試驗結果表明,該鋼板即使在0℃下施焊也可以不產生焊接冷裂紋。
國內另外兩家某鋼企也做了斜Y坡口焊接冷裂紋試驗,見表6~7。
表5某鋼企甲鋼板斜Y坡口焊接冷裂紋試驗結果

板厚/mmCeq/(%)預熱溫度/℃表面裂紋率/(%)斷面裂紋率/(%)320.41室溫0 0 00 0 0500 0 00 0 0750 0 00 0 01000 0 00 0 0 注:表中每預熱溫度為3件試件,每試件檢查5個剖面、10個斷面。
表6某鋼企乙鋼板斜Y坡口焊接冷裂紋試驗結果
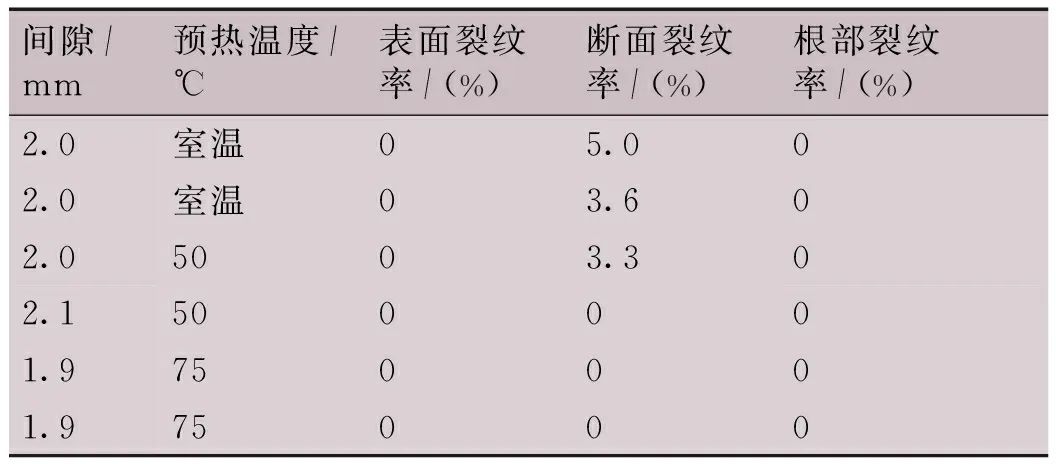
間隙/mm預熱溫度/℃表面裂紋率/(%)斷面裂紋率/(%)根部裂紋率/(%)2.0室溫05.002.0室溫03.602.05003.302.1500001.9750001.975000
表7某鋼企丙鋼板斜Y坡口焊接冷裂紋試驗結果

間隙/mm預熱溫度/℃表面裂紋率/(%)斷面裂紋率/(%)根部裂紋率/(%)2.0750402.17504.52.01000001.910002.302.01250001.9125000
通過以上分析不難看出,在實際工程高強度鋼板焊接施工過程中,適當降低焊前預熱溫度是可行的,但完全取消焊前預熱是值得商榷的。
1.6 再熱裂紋敏感性指數
日本伊藤等人采用Y型坡口拘束試板進行研究,提出了再熱裂紋敏感性指數PSR的概念,并建立了公式[16]:
由此可見鋼材的化學成分中有較強的碳化物形成能力的元素對鋼材再熱裂紋敏感性是有影響的。
通過研究,當PSR≥0時,則易發生再熱裂紋。在工程應用中,通常我們要求有開口接管焊接,需要作整體退火熱處理的SR鋼板PSR小于0.00。目前,國內鋼企通過調整元素比值,均能讓這一指標達到要求。
1.7 適合大線能量焊接
大線能量、自動化、強迫成型是大型儲罐氣電立焊的基本特點。大線能量焊接可使焊接接頭奧氏體晶粒粗化和韌性損失。某鋼企甲對厚度為32 mm的鋼板進行氣電立焊后力學性能試驗,結果見表8。某鋼企乙對厚度為32、40 mm鋼板進行氣電立焊后力學性能試驗,結果見表9[17-18]。
表8某鋼企甲鋼板氣電立焊接頭力學性能試驗結果

線能量/(kJ·cm-1)拉伸試驗-10℃ AKV/Jσb/MPa斷裂位置焊縫HAZ88.2~98.4640 670均為母材65 60 92177 177 198
表9某鋼企乙鋼板氣電立焊接頭力學性能試驗結果

板厚/mm取樣部位狀態試驗溫度/℃AKV/J32焊縫焊態熱影響區焊態20116,112,117(115)0104,98,98(100)-1092,93,89(91)-2088,74,81(81)-4056,52,70(59)20108,126,99(111)072,92,93(86)-1077,81,72(77)-2066,51,57(58)-4026,24,28(26)40焊縫焊態熱影響區焊態20125,115,121(120)0102,86,106(98)-1072,82,77(77)-2076,55,70(67)-4036,38,52(42)20157,106,192(152)0116,99,81(99)-10113,61,73(82)-2071,64,70(68)-4020,37,41(26)
從上述實際施焊焊接接頭試驗結果可以看出,鋼板在很大的焊接線能量范圍內,焊接接頭的沖擊韌性下降明顯,HAZ的沖擊韌性均保持與母材相當的水平,完全能滿足工程大線能量焊接需要。
2 工程中對高強度鋼板的技術要求
2.1 對板形的要求
鋼板尺寸、外形、質量及其允許偏差按GB 19189-2011的規定。其中鋼板沿寬度方向的不平度不超過6/1 000。
2.2 力學和冷彎性能
鋼板應逐張進行拉伸試驗、沖擊試驗(橫向取樣)和冷彎試驗,試驗結果應符合表10規定。
2.3 焊后性能的要求
全部鋼板應保證油罐經過氣電立焊(線能量70~100 kJ/cm)、埋弧焊、手工焊、氣保焊后,焊接接頭的熱影響區夏比V形缺口-20℃沖擊功平均值不低于47 J,單個值不低于33 J,試驗方法及要求按NBT 47014-2011《承壓設備焊接工藝評定》的規定進行。沖擊試樣的取樣位置從焊縫上表面刨掉1~2 mm做為沖擊試樣上表面,沖擊試樣的缺口劃線位置為斷面浸蝕出熔合線(FL)中點向焊接熱影響區方向外推1 mm,或緊靠熔合線(FL)最上方,最大限度地通過焊接熱影響區[19]。
表10拉伸試驗、沖擊試驗(橫向取樣)和冷彎試驗
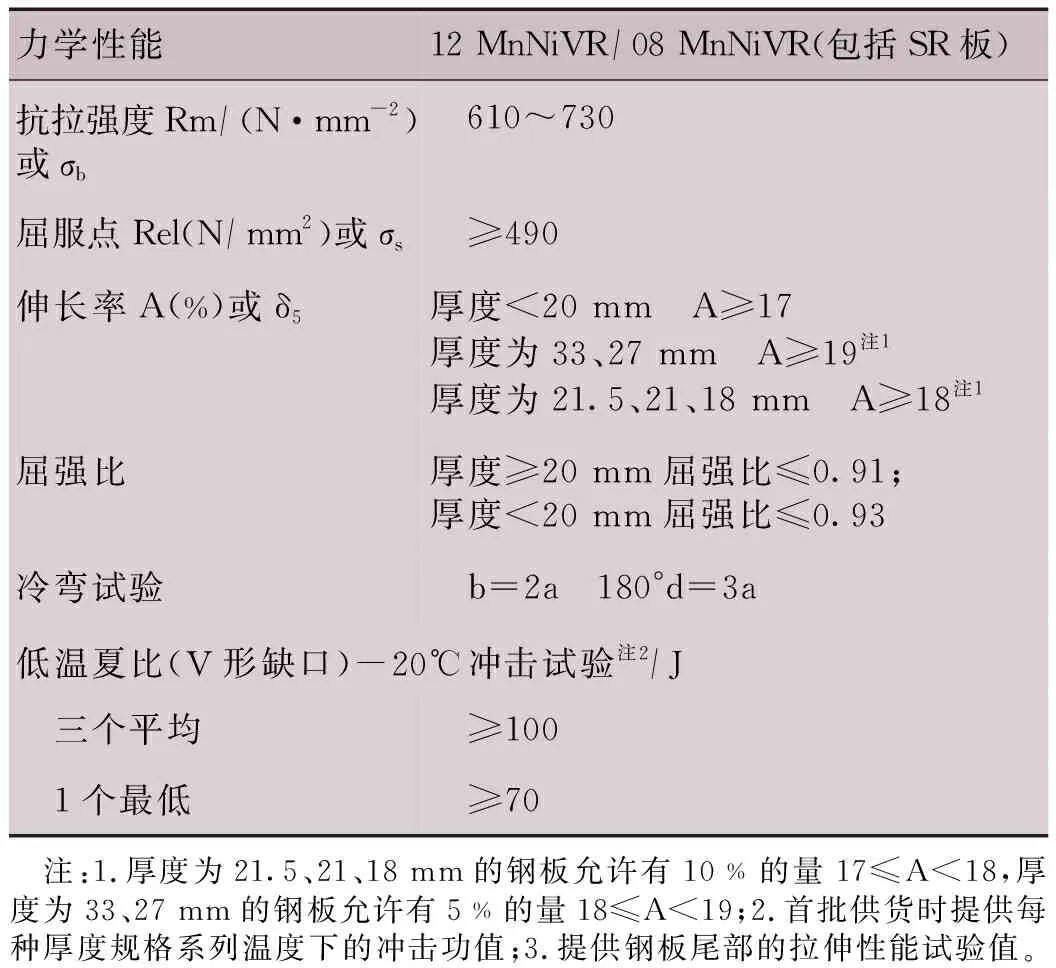
力學性能12 MnNiVR/08 MnNiVR(包括SR板)抗拉強度Rm/(N·mm-2)或σb 610~730屈服點Rel(N/mm2)或σs ≥490伸長率A(%)或δ5厚度<20 mm A≥17厚度為33、27 mm A≥19注1厚度為21.5、21、18 mm A≥18注1屈強比厚度≥20 mm屈強比≤0.91;厚度<20 mm屈強比≤0.93冷彎試驗 b=2a 180°d=3a低溫夏比(V形缺口)-20℃沖擊試驗注2/J 三個平均 ≥100 1個最低 ≥70 注:1.厚度為21.5、21、18 mm的鋼板允許有10 % 的量17≤A<18,厚度為33、27 mm的鋼板允許有5 % 的量18≤A<19;2.首批供貨時提供每種厚度規格系列溫度下的沖擊功值;3.提供鋼板尾部的拉伸性能試驗值。
3 存在的問題及發展建議
3.1 抗大線能量焊接能力問題
目前,按GB 19189-2011規定,高強度鋼板12 MnNiVR的焊接線能量要求必須在100 KJ/cm以下。根據計算,大線能量的氣電立焊最大允許厚度須小于23 mm。以10×104m3原油儲罐為例,第一和第二圈壁板立縫就必須開X型坡口,采取雙面焊。這樣勢必大大降低焊接效率,焊接質量也較單面焊低,增大返修幾率。
如果能發展出可抗150 kJ/cm線能量級的鋼板,則厚度為26~27 mm,也就是10×104m3原油儲罐的第二圈壁板,其立焊縫也可以采用開V型坡口的單面焊。如果發展出可抗180 KJ/cm線能量級的鋼板,則厚度為32~33 mm,也就是10×104m3原油儲罐的第一圈壁板,其立焊縫也可以采用開V型坡口的單面焊。我們可喜地看到,目前有些國內企業,如湘鋼生產的高強鋼(XG 610 D),其實物值已經可以達到抗180 KJ/cm線能量焊接的要求。如果在適當成本范圍內能保證其性能穩定,則原油儲罐用高強鋼取得新的技術突破將大為可期。
3.2 抗腐蝕問題
原油中大多含有酸、鹽、硫等腐蝕性物質,原油儲罐罐底水區部分的油水混合物中腐蝕介質則更為集中,一般有含量不等的H2S、SO2、CO2等腐蝕性較強的物質。工程檢修中發現,原油儲罐的腐蝕部位主要集中在罐底部2 m以下的罐壁板及罐底板。腐蝕形態主要表現是坑蝕。如果檢修不及時或防腐涂層質量原因,致使腐蝕程度逐漸加深,則會大大降低儲罐的使用年限或增加儲罐的檢修成本。
所以在大型原油儲罐用高強度鋼板解決了高強度、高韌性、低裂紋敏感性和抗大線能量焊接等機械性能后,適當往抗腐蝕性能上延伸,進一步提高此種鋼板的品質,不無是一種好的選擇。
3.3 交貨狀態問題
標準GB 19189-2011明確規定12 MnNiVR只有一種交貨狀態,就是淬火+回火。但從第一批試制成功的鋼企來看,交貨狀態就不統一。目前更是各自為戰,淬火+回火,DQ+回火,TMCP+回火三種工藝并存,且都各自在工程實踐中成功應用。因此,國家標準的實時跟進就顯得尤為重要,否者難免會給設計人員和用戶帶來不必要的困擾。
4 結論
大型儲罐用國產高強度鋼板具有高強度,高沖擊韌性、適合大線能量焊接、低焊接裂紋敏感性,低再熱裂紋敏感性等特性。該型鋼板的跨行業聯合研制和迅速推廣,是一件非常鼓舞人心,長民族志氣的大事。目前先進的控軋控冷+在線回火(HOP)工藝等新技術的應用,使高強度鋼板的生產不但速度更快、生產周期更短,且成本得到了較大的降低。回顧大型儲罐用高強度鋼板的研制歷程,仍有重要的借鑒意義。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
