深冷處理消除7A60鋁合金殘余應力的研究
2019-02-18 00:48:36樊蕾程紹楊
中小企業管理與科技 2019年2期
關鍵詞:變形
樊蕾,程紹楊
(中核(天津)機械有限公司,天津 300300)
1 深冷處理技術
材料冷卻至室溫后,繼續在室溫以下冷卻的處理方法稱為低溫冷處理技術[1]。根據所采用液氮的狀態,深冷處理的方式可分為如下兩種:
①液體法
將樣品直接浸入液氮中,使其迅速達到液氮溫度,在保溫一定的時間后取出,最后恢復至室溫。此種方法使樣品驟然降溫,會產生大的熱應力,對工件的熱沖擊較大,損害組織,在如此低溫下易造成部分材料的脆性斷裂,且溫度是不可控的,因此,這種工藝的可調性差[2]。
②氣體法
將液氮加熱使其汽化,利用液氮的汽化過程吸收熱量,以降低周圍環境的溫度。此種方法可使環境溫度達到液氮溫度,試樣沒有直接和低溫液氮接觸,而是間接地和低溫氮氣相接觸,因此,對工件不會產生熱沖擊[3]。
2 薄壁件加工變形原因分析
7A60鋁合金通過固溶強化獲得高強度、高韌性的同時,也將產生較嚴重的淬火殘余應力。在薄壁零件的加工中,90%以上的材料被切削加工去除,毛坯內部殘余應力得到大量的釋放與重新分布,且零件的剛性降低,零件在切削力、切削熱、切削振動及殘余應力重新分布的影響下,產生整體或局部的彎曲、扭曲或彎扭組合的加工變形,使零件難以達到設計要求,甚至成為廢品,這是引起薄壁結構件加工變形問題的主要原因之一。鑒于固溶強化本身的工藝特點,排除了采用高溫去應力退火的可能性,也難以通過機械拉伸、壓縮或振動等應力消除方法取得比較理想的效果。鑒于鋁合金在低溫下反而具有良好的機械性能,因此,可以通過深冷處理改善鋁合金的材料性能與尺寸穩定性。
3 7A60鋁合金液氮深冷試驗
為了驗證深冷處理對消除7A60鋁合金殘余應力的效果,進行如下試驗。采取的主要工藝路線是:淬火后的毛坯先自然冷卻至室溫,再利用液氮深冷至-90℃,保溫30min,然后進時效爐升溫至135℃,保溫20min,出爐后自然冷卻至室溫,如此反復進行3次[4],如圖1所示。
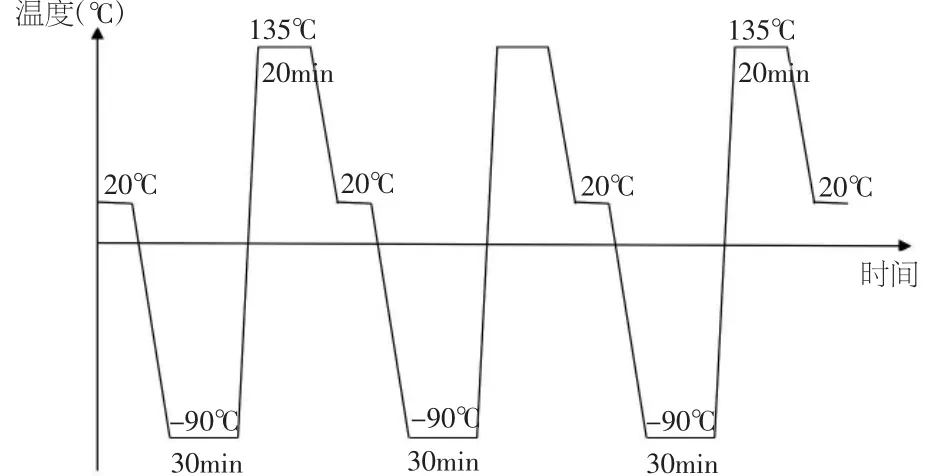
圖1 7A60鋁合金深冷處理工藝曲線
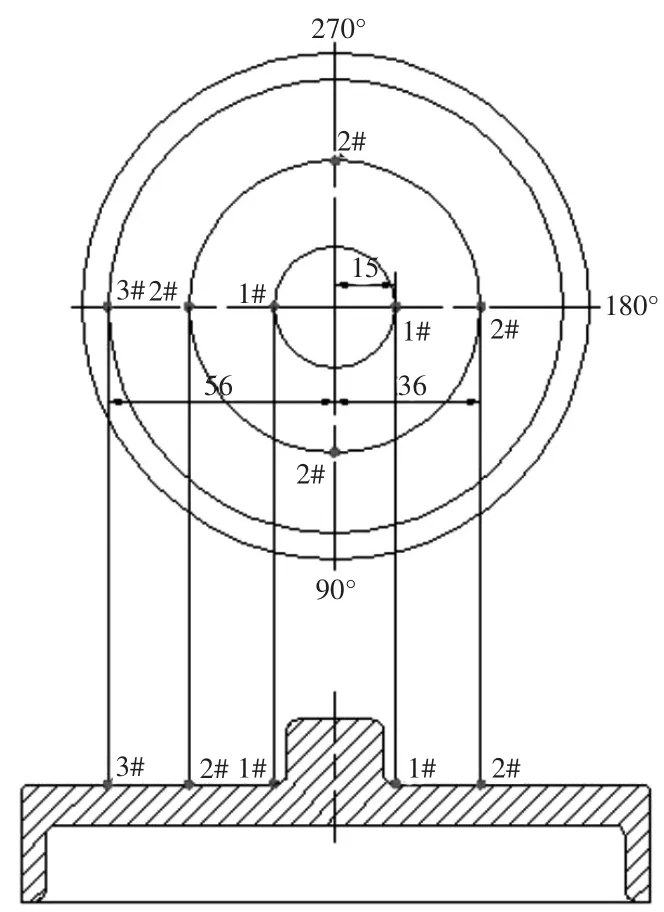
圖2 檢測點位置分布示意圖
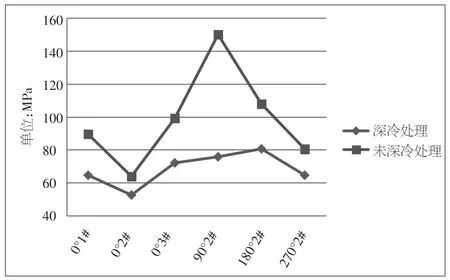
圖3 殘余應力檢測結果對比圖
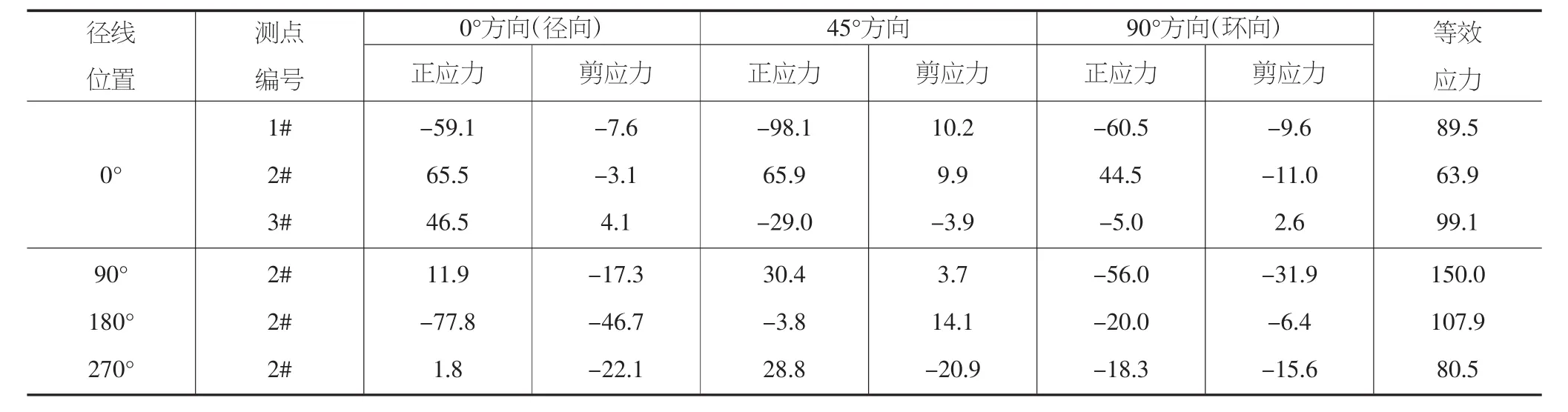
表1 未進行深冷處理表面殘余應力的檢測結果(單位:MPa)
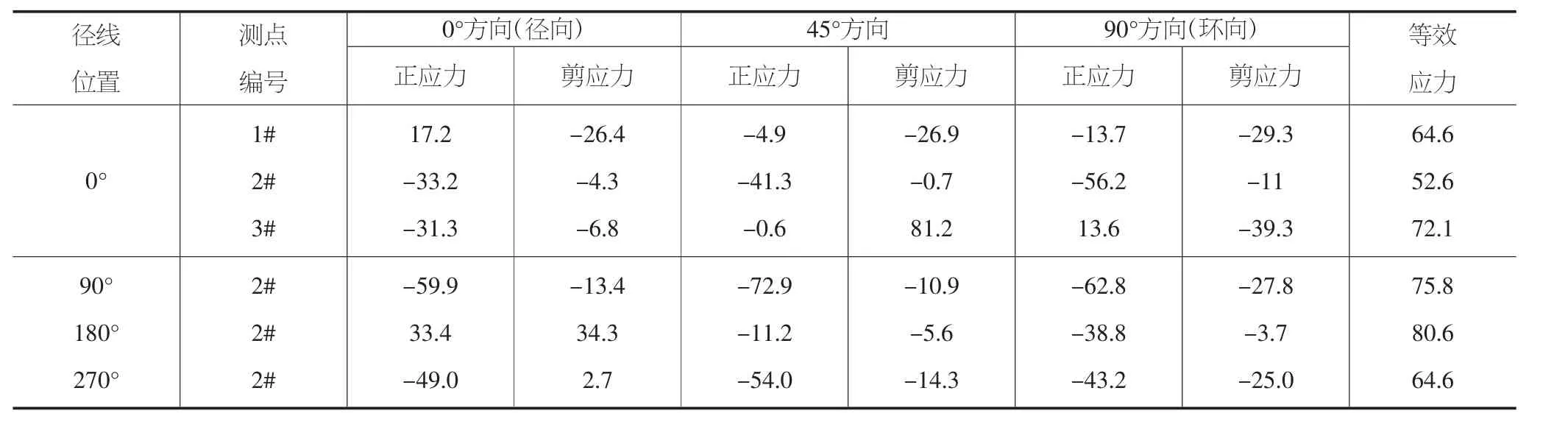
表2 深冷處理后殘余應力的檢測結果(單位:MPa)
深冷處理后,應用X射線衍射法檢測毛坯表面的殘余應力,與未進行深冷處理的毛坯進行對比(見表1和表2),檢測點位置分布如圖2所示。
由圖3可以看出,深冷處理后的毛坯表面殘余應力分布比較均勻,峰值較低,而未進行深冷處理的毛坯表面殘余應力分布極不均勻,并且峰值較高[5]。
根據表1和表2的統計數據計算得到:未進行深冷處理的毛坯表面殘余應力的均值和極差分別為:2=98.5MPa;2=86.1MPa;深冷處理后毛坯表面的殘余應力均值和極差分別為:fffffc1=68.4MPa;fffffb1=28MPa。經過深冷處理后,毛坯表面的殘余應力均值和極差分別降低了30.6%、67.5%,根據殘余應力幅度與加工變形線性相關的理論,可以肯定經過深冷處理的毛坯加工后工件變形情況要優于未經過深冷處理的毛坯[6]。
4 結論
綜上所述,深冷處理可以有效地降低7A60鋁合金的殘余應力峰值,并且使得殘余應力分布更加均勻,從而可以有效地控制薄壁件的加工變形。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
