低摩擦速度下CT80油管摩擦磨損性能*
2019-02-20 09:23:06
潤滑與密封 2019年2期
(1.西安石油大學材料與科學工程學院 陜西西安 710065;2.寶雞石油鋼管有限責任公司國家石油天然氣管材工程技術研究中心 陜西寶雞 721008)
在油井采油過程中,在軸向的壓力下或者受到井眼擠壓施加載荷的影響,油管和內置電纜將產生隨機接觸和摩擦。當采油過程造成機械振動時,連續油管便與內置電纜產生往復摩擦磨損,導致油管局部壁厚減薄,從而影響油管安全使用。目前,國內外有關連續油管與內置電纜摩擦磨損的研究非常少,而為保證油管的安全使用,研究摩擦速度對連續油管的摩擦磨損規律以及對連續油管壽命的影響是十分必要的。
通常情況下,摩擦和磨損過程受到載荷、速度、溫度場以及潤滑狀態等因素的影響[1-4]。其中,摩擦速度的大小對磨損起到關鍵性的作用。目前,相關研究報道主要集中在較高摩擦速度下[5-6]。摩擦副在干摩擦狀態下以較高的速度對磨時,隨著速度增加合金的磨損率逐漸降低。但是當速度增加至臨界速度時,高速摩擦產生的熱量會導致摩擦副表面溫度上升,摩擦層破裂會激活額外的滑動面,促進更大的延展性或者發生新的磨損機制,磨損率開始上升。研究表明,臨界速度取決于施加載荷、熱擴散系數及材料表面硬度[7-8]。對于低速摩擦而言,劉玉文等[8]的研究結果表明:銅合金與GCr15鋼對磨時,隨著摩擦速度的增加磨損率先增大后減小,臨界摩擦速度為0.112 m/s。
摩擦是一個復雜多變的過程,而油管與電纜接觸時發生的是較低速下2種鋼材之間的磨損,且由于是承受固定接觸力,電纜與油管的形狀決定了隨著磨損加劇二者之間的接觸應力逐漸降低,因而其磨損機制與文獻[8]不完全相同,所以摩擦過程中變應力、低摩擦速度作用下油管的摩擦磨損及剩余強度變化規律需要進一步研究。本文作者研究了采油過程中連續油管與電纜發生低速摩擦時油管的摩擦磨損性能、磨損機制,以及連續油管剩余強度的演變規律。
1 試驗材料與方法
1.1 試驗材料
CT80連續油管的化學成分如表1所示,試樣尺寸為70 mm ×70 mm×4.6 mm,試樣中心開有直徑7 mm的通孔用于安裝試樣。電纜長度約為80 mm。用HV顯微硬度計測得油管硬度(測試壓力3 N)為HV238,電纜鋼絲硬度為HV540。試驗彎曲電纜以保證僅電纜側面與油管壁接觸,電纜采用鋼絲絞制而成,每根鋼絲的直徑約1.2 mm,如圖1所示。試驗前依次采用100、400、800、1 000目砂紙打磨油管試樣表面,并在丙酮溶液中超聲波清洗10 min。
表1油管化學成分(質量分數)
Table 1 Chemical composition of the tubing %

元素CSiMnPSCrMoNiFe含量0.1610.3960.786<0.0050.0010.6560.1230.12997.42

圖1 試驗過程中電纜與油管安裝及電纜特征示意圖Fig 1 Schematic of cable and tubing installation and cable characteristics
1.2 試驗方法
摩擦磨損試驗在MMX-3G多功能摩擦磨損試驗機上進行,油管試樣在上并與試驗機主軸相連,電纜被夾持固定浸泡在充滿原油的聚四氟乙烯油浴容器內。原油(密度為961.4 kg/m3)潤滑下的摩擦磨損條件為:油管/電纜摩擦副的摩擦速度模擬原油的流速分別選取0.01、0.04、0.07、0.10、0.13 m/s共計 5種試驗速度;壓力為100 N;砂礫直徑約為300 μm,質量分數為8.0%;磨損時間為8 h。試樣磨損前后的質量采用分析天平(GL224i-1SCN,精度0.1 mg)稱量3次,取平均值。
基于試樣失重通過公式(1)計算試樣壁厚減薄量:
(1)
式中:ΔT為油管壁厚減薄量(μm);Δw為磨損質量損失(mg);ρ為油管密度 (g/cm3);A為油管磨損面積(cm2)。
采用公式(2)計算試樣磨損率:
(2)
式中:Iw為油管磨損率(mg/m);d為油管摩擦痕跡的直徑(m);n為8 h內試樣總轉數(r)。
采用金相顯微鏡(Neophot21)和掃描電子顯微鏡(JSM6390A)表征油管磨損形貌。
2 結果與分析
2.1 摩擦磨損性能
圖2所示為摩擦速度對油管磨損量及壁厚減薄量的影響。結果表明:隨著摩擦速度增加油管磨損量及壁厚減薄量的變化趨勢基本一致;當摩擦速度從0.01 m/s增大至0.07 m/s過程中,油管磨損質量損失及壁厚減薄快速升高;當摩擦速度增加至0.07 m/s以上時油管磨損質量損失及壁厚減薄上升緩慢并逐漸趨于平穩。這是因為,隨著摩擦速度增大油管表面凹槽數量增多、深度逐漸加深,這為電纜與油管摩擦表面提供了儲油空間,增大了潤滑效果;同時,隨著磨損質量損失增加電纜與油管接觸面積增大,油管與電纜的接觸應力變小。因此,隨著磨損程度增大,油管與電纜的接觸應力是一個逐漸降低的過程。上述因素的聯合作用導致油管的磨損質量損失及壁厚減薄量在較大速度時逐漸趨于穩定值。
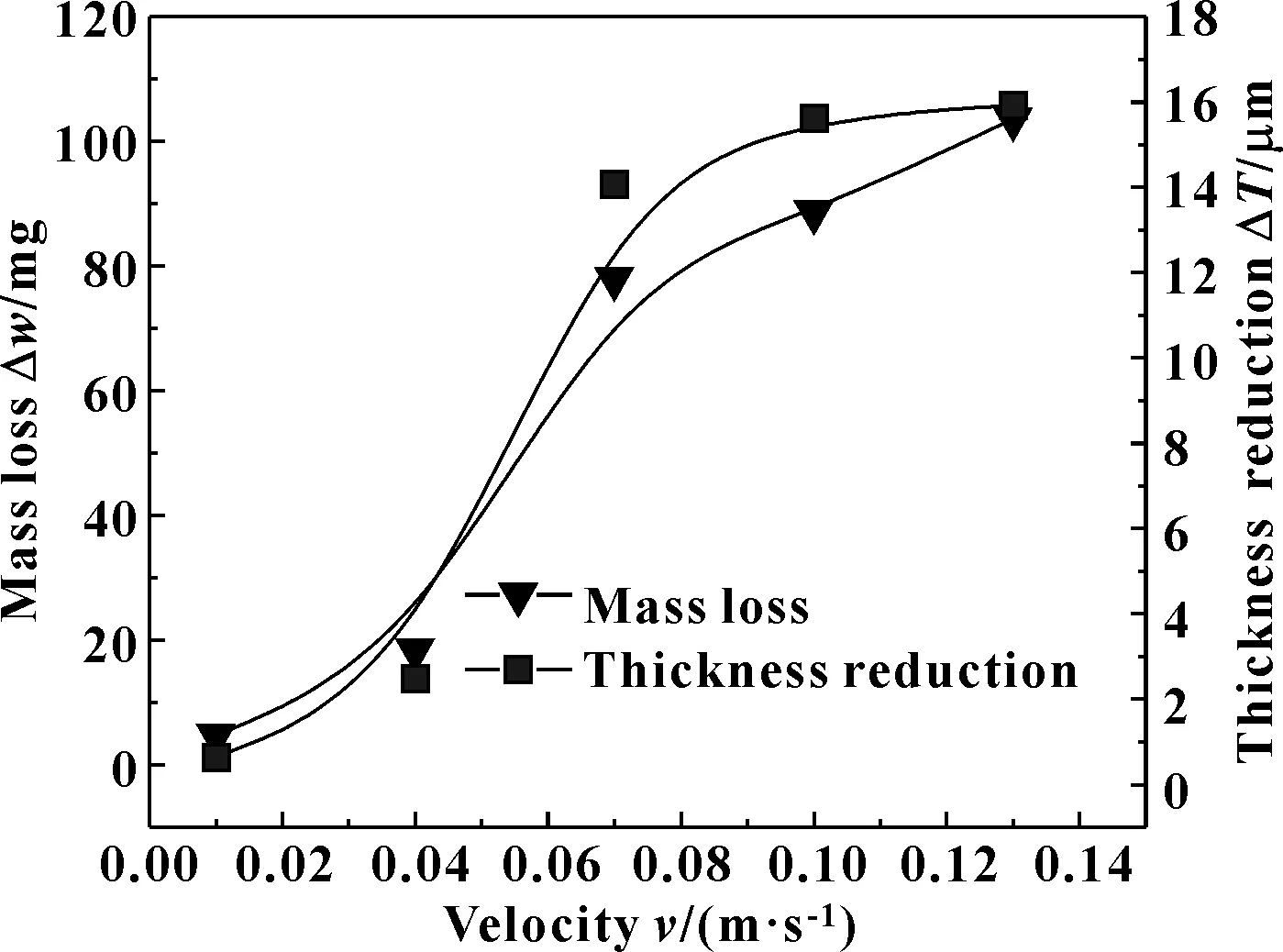
圖2 不同摩擦速度下油管磨損量與壁厚減薄量變化Fig 2 The wear mass loss and thickness reduction as the function of friction velocity
圖3所示為不同摩擦速度下油管與電纜的摩擦因數曲線。結果表明:隨著摩擦速度增大,電纜/油管之間的摩擦因數升高;當摩擦速度增加至0.07 m/s時摩擦因數趨于平穩。與油管磨損量的變化趨勢相同,隨著磨損加劇,盡管摩擦因數有上升的趨勢,但是油管表面磨痕深度增加為摩擦副提供了額外的潤滑油槽,且電纜與油管之間的接觸表面增大同樣導致摩擦因數降低。因此,摩擦因數在摩擦速度大于0.07 m/s時趨于平穩。

圖3 不同摩擦速度下油管/電纜的摩擦因數Fig 3 Friction velocity dependence of friction coefficient between tubing and cable
圖4所示為磨損率隨著摩擦速度的變化規律。當摩擦速度從0.01 m/s增加至0.07 m/s時磨損率增大;在摩擦速度為0.07 m/s時油管磨損率最大,約為35×10-3mg/m;隨后摩擦速度再增加磨損率卻呈減小的趨勢。基于油管壁厚減薄及摩擦因數分析可知磨損率的變化規律屬于可預期結果。導致磨損率下降的主要原因可能是磨損機制的改變[5]。
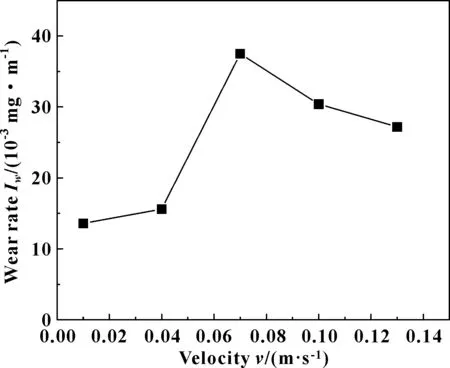
圖4 摩擦速度對油管磨損率的影響Fig 4 Wear rate of tubing as a function of friction velocity
2.2 磨損形貌及機制分析
圖5所示為油管試樣摩擦磨損后的表面形貌。摩擦速度為0.01 m/s時,試樣表面出現劃痕,磨痕深度較小、數量較少,仍然能清晰辨別砂紙打磨痕跡,如圖5(a)所示。隨著摩擦速度的增加,試樣的磨痕深度逐漸增大,試樣打磨痕跡逐漸消失。當摩擦速度增加到0.07 m/s以上時,電纜與油管發生摩擦的區域打磨痕跡完全消失,磨痕數量較多、深度較大,如圖5(d)、(e)所示。
為更清晰地表征油管試樣表面的磨損形貌,采用掃描電鏡進一步研究了油管表面形貌,如圖6所示。與圖5結果相同,油管試樣表面出現不同程度的犁溝。同時油管試樣表面出現腐蝕坑,且隨著速度升高腐蝕坑尺寸增加、數量增多,如圖6中箭頭所示。這表明磨損過程中油管發生了腐蝕,且摩擦速度越大腐蝕越嚴重。油管磨損過程中其表面不斷出現新鮮表面,與原始表面相比,新鮮表面由于位錯、缺陷等因素增多導致表面能升高,表面處于非平衡狀態,極易與原油中的水分等反應形成腐蝕物。同時,由于腐蝕產物疏松,其與致密氧化膜降低摩擦因數的作用[9]不同,疏松的腐蝕產物極易脫落導致油管新鮮表面不斷曝露,這導致油管表面在磨損過程中一直處于高能狀態,并且隨著摩擦速度增大油管曝露在原油中的新鮮表面越多,油管腐蝕越嚴重。因此,油管表面發生了腐蝕磨損,且摩擦速度越高腐蝕磨損越嚴重。

圖5 不同摩擦速度下油管表面摩擦磨損形貌(100 N)
Fig 5 The surface morphologies of tubing after wear tests at different friction velocities(100 N)

圖6 不同摩擦速度下油管表面腐蝕形貌(100 N)Fig 6 Corrosion morphologies of tubing after wear tests with different friction velocities(100 N)
圖7所示為油管試樣截面形貌圖。由表面形貌圖圖6和截面形貌圖圖7可看出:所有試樣均出現一定數量的磨損溝槽,且隨著相對摩擦速度升高溝槽深度逐漸增大、數量也隨之增加,因此隨著相對摩擦速度增加油管磨損程度增大。其主要原因為:摩擦速度增加導致油管與電纜的磨損加劇,與油管接觸的電纜鋼絲數量增多。由油管截面圖圖7(a)—(c)可看出:溝槽邊緣的金屬發生凸起,在溝槽兩側邊形成脊緣,這表明磨損過程中溝槽發生了明顯的塑性變形。基于表面及斷面磨損形貌可知:油管典型磨損形貌為犁溝+塑性變形+腐蝕產物+點蝕坑。因此,文中試驗條件下油管表面的材料損失主要由磨粒磨損與腐蝕磨損造成。
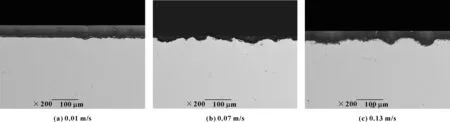
圖7 摩擦速度對油管斷面形貌的影響Fig 7 The influence of friction velocity on section morphology of tubing
圖8所示為磨損斷面的金相組織。結果表明,基體與犁溝兩側晶粒形態完全不同,犁溝兩側及犁溝底部的晶粒均被拉長,如圖8中白色標記圈內所示。因此,油管發生的主要為高應力作用下的冷塑性變形,其主要原因為原油潤滑及冷卻作用,油管磨損面發生變形時的溫度較低。基于前文分析可知:隨著摩擦速度增加油管腐蝕趨于嚴重,但是磨損區域的冷變形強化增加。因此,隨著摩擦速度的增大,腐蝕磨損造成的材料損失越來越嚴重,相反磨粒磨損造成的損失越來越低。

圖8 不同摩擦速度下油管磨損斷面的金相組織形貌Fig 8 The cross-sectional microstructure and morphology of tubing after wear test
2.3 剩余強度分析
通常情況下,磨損后油管剩余強度的計算方法是基于月牙形模型的最小壁厚法[10-12],但由于電纜鋼絲絞線特征,磨損形貌近似為“正弦曲線”。因此,文中油管剩余強度基于API TR 5C3-2008公式[13]及最大磨損深度計算,油管屈服強度由當量屈服強度代替。
圖9所示為摩擦速度對油管剩余抗內壓強度及抗擠毀強度的影響規律。

圖9 摩擦速度與油管剩余抗內壓強度及抗擠毀強度的關系Fig 9 Variation of collapsing strength and residual internal pressure strength of tubing with velocities
結果表明:隨著摩擦速度增加油管剩余抗內壓及抗擠毀強度逐漸降低,且二者降低規律基本一致,均呈現先緩慢降低后急劇降低,最后強度降低趨勢趨于穩定。這意味著摩擦速度升高到一定值后剩余強度基本與摩擦速度無關。另外,油管抗擠毀及抗內壓強度的降低量有限,僅為油管原始抗擠毀及抗內壓強度的0.7%和1.2%。因此,電纜鋼絲與油管經歷8 h對磨后,油管的剩余抗內壓強度變化程度較小,且基于強度變化與摩擦速度的關系可知,在采油過程中電纜鋼絲與油管內壁磨損造成的油管損傷基本可以忽略。
3 結論
(1)文中試驗情況下,CT80油管與電纜配副時,隨著摩擦速度增加,油管磨損量及壁厚減薄量先增大后趨于平穩。
(2)采油過程中,磨粒磨損與腐蝕磨損2種機制共同作用于CT80油管,但是隨著摩擦速度升高,由于接觸應力的降低及冷變形強化,磨粒磨損造成油管損失降低,腐蝕磨損造成的損失升高。
(3)CT80油管與電纜在較低速范圍內(約0.13 m/s)對摩時,摩擦因數隨摩擦速度先增大后趨于平穩;磨損率隨著摩擦速度的增加先增大后減小,在摩擦速度為0.07 m/s時磨損率最大,約為35×10-3mg/m。
(4)較低速(約0.13 m/s)下,隨著摩擦速度增加CT80油管的剩余抗擠毀強度以及剩余抗內壓強度均呈現先降低后趨于平穩的趨勢,最大降低量約為油管原始抗擠毀及抗內壓強度的0.7%和1.2%。因此,低速情況下,電纜對油管剩余抗擠毀強度及剩余抗內壓強度的影響基本可以忽略。
