正己烷-乙酸乙酯共沸物萃取精餾工藝模擬研究
2019-02-21 09:29:32克良
山東化工 2019年2期
, , ,克良,
(1.中國石油工程建設有限公司華北分公司,河北 任丘 062552;2.六盤水師范學院化學與材料工程學院,貴州 六盤水 553004)
1 引言
乙酸乙酯作為調香劑組份成為香精等香料的主要原料[1-3],在醫藥等許多領域,它與正己烷均作為優良的有機溶劑,兩者常壓下會形成最低共沸物[4-5],溫度為65.18℃,n(正己烷)∶n(乙酸乙酯)= 0.6687∶0.3313,而在生產中,這兩個溶劑必須完全脫除并且達到回收再利用。該二元共沸物不能用普通精餾法分開,本文采用萃取精餾的方法分離[6-7],近幾年來,在雷志剛、崔現寶等人[8-11]的研究下萃取精餾工藝研究有很大的發展,本文利用 Aspen Plus 軟件對正己烷-乙酸乙酯萃取精餾工藝進行了研究,以糠醛為溶劑,優化得到萃取精餾塔和萃取劑再生塔的最優工藝參數和最佳的分離結果。
2 萃取劑的選擇
糠醛是優良的溶劑,具有毒性小、安全、性質穩定等特點,本文將其選為分離正己烷-乙酸乙酯共沸體系的萃取劑,通過化工過程模擬軟件Aspen Plus中的Analysis模塊進行模擬分析,考察糠醛對正己烷-乙酸乙酯體系的全部濃度范圍內(物質的量分數)相對揮發度和選擇性的影響,物性方法選用NRTL方程。
從表1可以看出,正己烷的相對揮發度的數值均大于3,糠醛的引入不僅能夠消除正己烷-乙酸乙酯體系的共沸點,而且還表現出了優良萃取劑的特性。

表1 糠醛對正己烷-乙酸乙酯相對揮發度和選擇性的影響
3 工藝流程優化
3.1 工藝流程
正己烷-乙酸乙酯體系萃取精餾工藝流程如圖1所示。
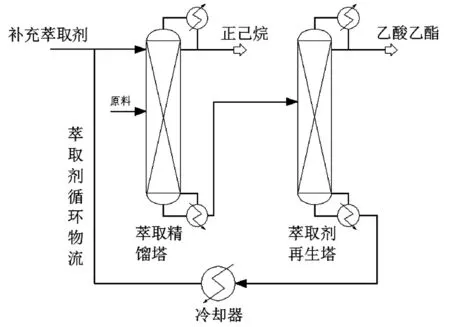
圖1 正己烷-乙酸乙酯體系萃取精餾工藝流程
3.2 溶劑比對正己烷純度的影響
表2列舉溶劑比對分離效果的影響,其中XD表示塔頂正己烷的質量分數(%),XW表示塔底正己烷的質量分數(%)。
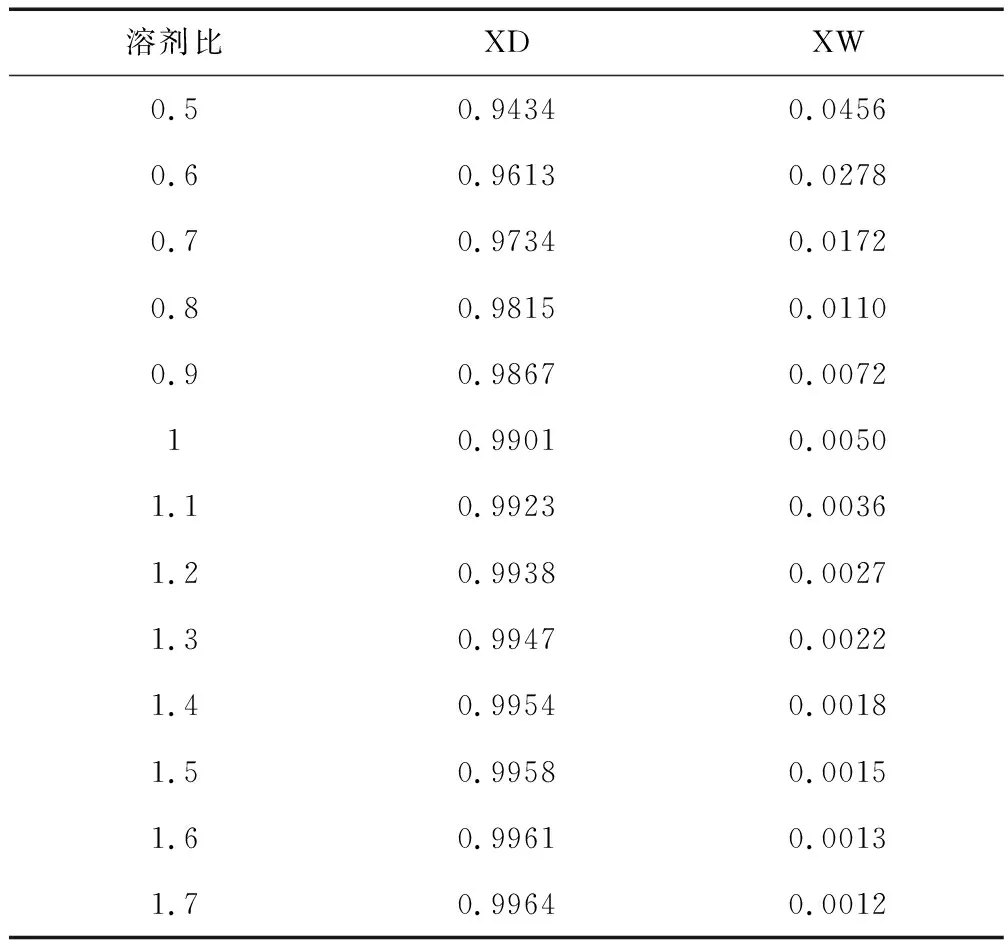
表2 溶劑比的影響
正己烷的質量分數隨溶劑比的增加而增大,當溶劑比為1.4時,正己烷的純度已達到99.54%,本文溶劑比選為1.4。
3.3 全塔理論板數對正己烷純度的影響
全塔理論板數的影響見表3。
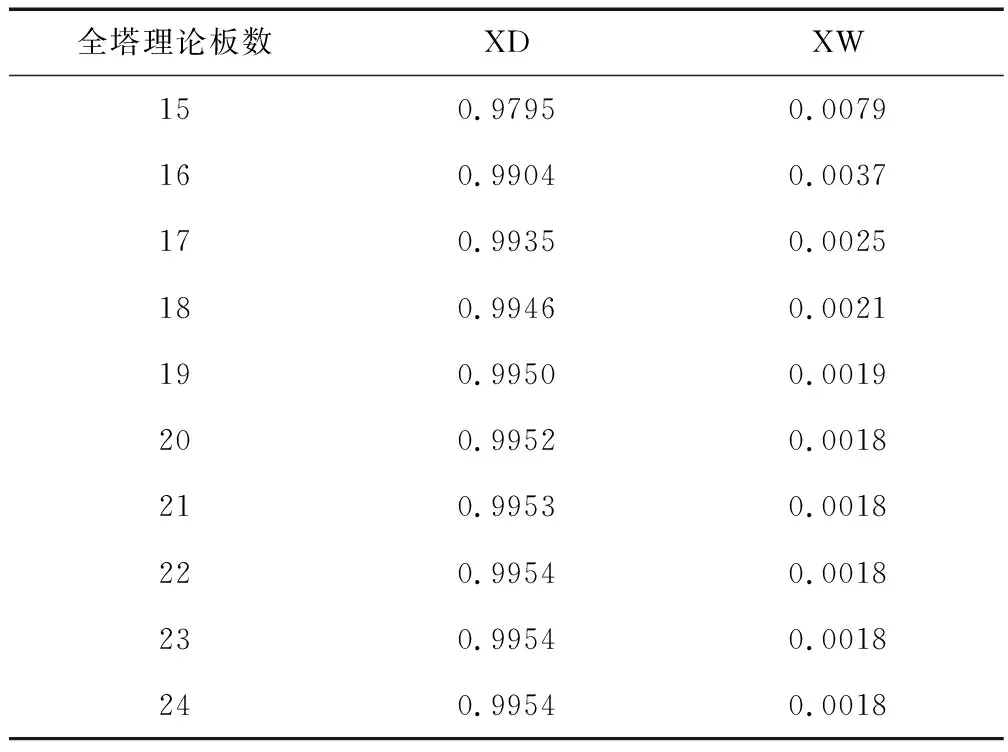
表3 全塔理論板數的影響
正己烷的純度隨塔板數的增加而提高,當塔板數大于22時,達到最大值。全塔的理論板數選為22塊較為合理。
3.4 回流比(物質的量)對正己烷純度的影響
回流比的影響見表4。
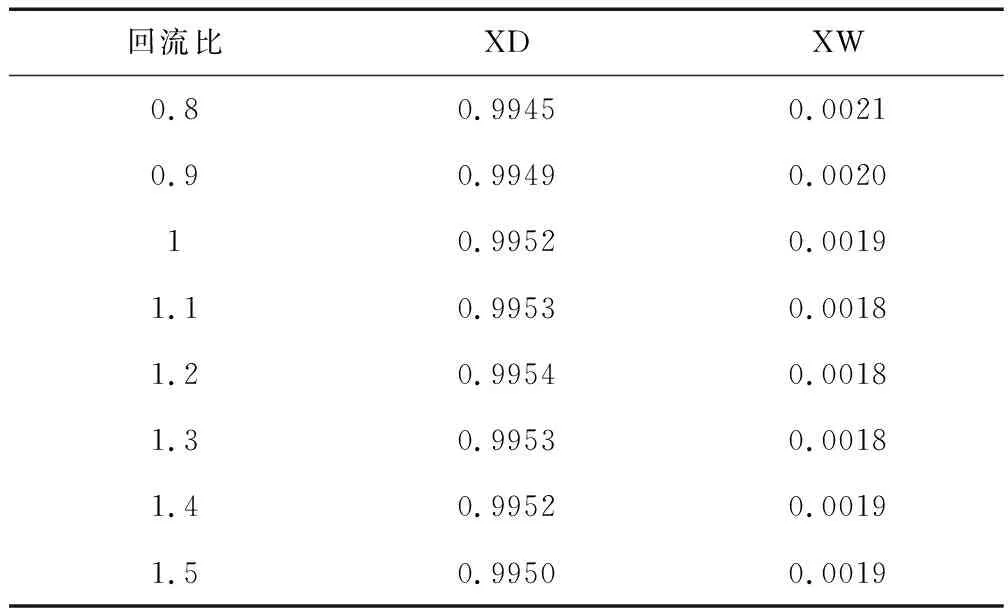
表4 回流比的影響
回流比的影響呈現出先升后降的趨勢,當回流比為1.2時,其正己烷的純度可達到最大。回流比選為1.2。
3.5 原料進料位置對正己烷純度的影響
原料進料位置的影響見表5。
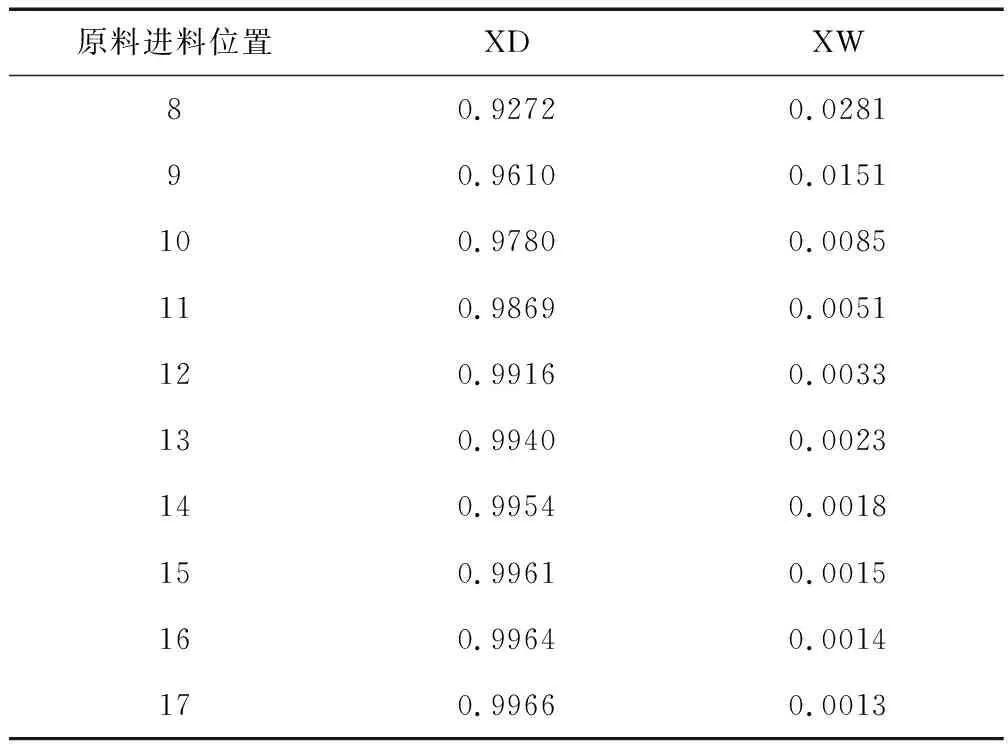
表5 原料進料位置的影響
原料液在第14塊塔板進料時,正己烷的質量分數達到99.54%,本文原料進料位置選第14塊。
3.6 萃取劑進料位置對正己烷純度的影響
萃取劑進料位置的影響見表6。
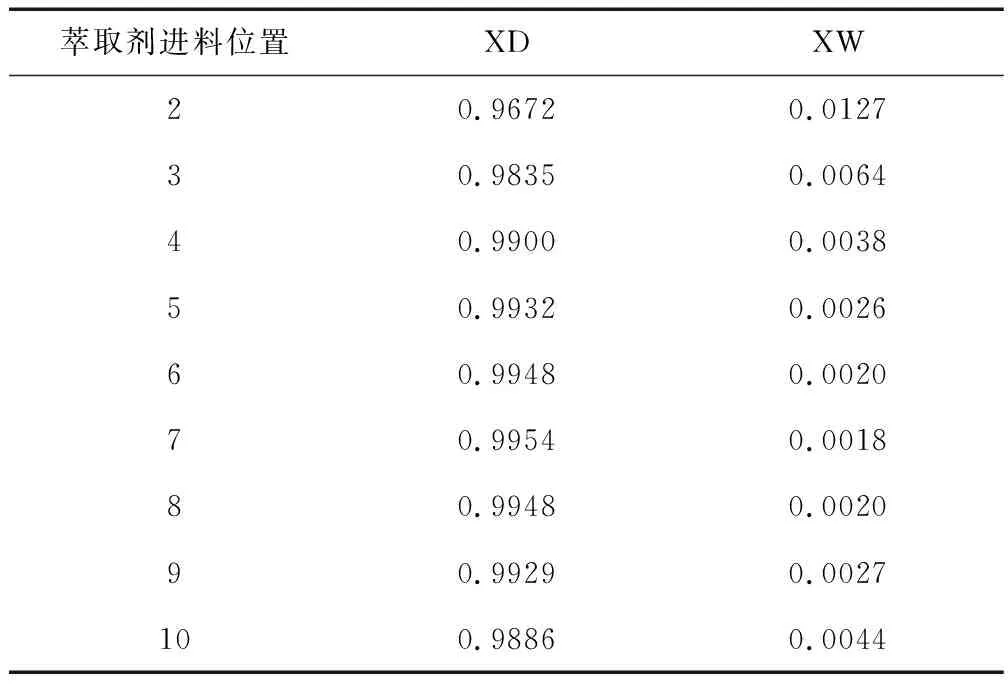
表6 萃取劑進料位置的影響
萃取劑在第7塊塔板進料時,其正己烷的質量分數達到最高,為99.54%,萃取劑進料位置選為第7塊。
3.7 萃取劑再生塔的模擬條件與結果及全流程的模擬結果
通過靈敏度分析工具對萃取劑再生塔進行了考察研究,并確定了其中的最佳工藝參數,詳見表7。
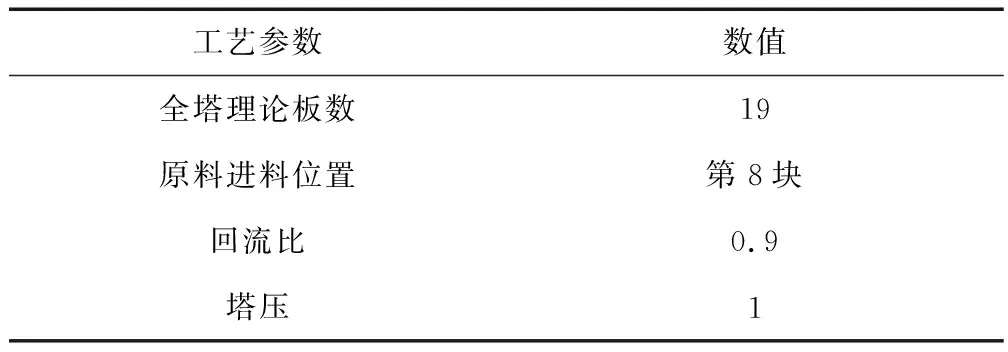
表7 萃取劑再生塔的最佳工藝參數
在上述優化的工藝條件下,全流程的模擬結果為:正己烷的質量分數為99.5%,乙酸乙酯的質量分數為99.1%。
4 結論
本文以糠醛為萃取劑,運用靈敏度分析工具所得到最佳工藝和操作條件,在該條件下,其中正己烷的分離效果達到99.5%,乙酸乙酯的質量分數可以達到99.1%。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
