噴氣渦流紡紗線熱黏合增強工藝
2019-02-21 06:57:38林燕燕鄒專勇陳玉香楊艷秋
紡織學報 2019年2期
關鍵詞:工藝
林燕燕,鄒專勇,陳玉香,楊艷秋
(1.紹興文理學院 浙江省清潔染整技術研究重點實驗室,浙江 紹興 312000;2.東華大學 紡織學院,上海 201620)
噴氣渦流紡是利用高速旋轉的氣流對纖維進行加捻包纏的新型紡紗技術,具有紡紗速度快、自動化水平高、工藝流程短等優點[1]。噴氣渦流紡紗線具有條干均勻、毛羽少、抗起毛起球的優點,但紗線強力與環錠紡相比仍存在一定差距,使產品主要應用于針織領域[2],提高噴氣渦流紡成紗強力可將噴氣渦流紡紗線向機織等領域拓展。通過數值模擬與分析可深入理解噴氣渦流紡噴嘴結構[3-4]、前羅拉與空心錠子距離[5]、噴嘴氣壓(氣流噴射速度)[5]及空心錠子結構[6]對加捻腔氣流流動的影響規律,實現關鍵成紗元器件結構優化與成紗工藝合理制定,從而有助于提高成紗強力。通過研究纖維線密度[7]、牽伸比[8]及其他參數(如可紡紗支、噴嘴氣壓、紡紗速度)[7-9]等對紗線結構與性能的影響可實現噴氣渦流紡紗線強力的改善;也可利用空心錠子表面刻槽處理實現對自捻噴氣渦流紡紗線加工,并提升噴氣渦流紡紗線成紗強力,但空心錠子表面處理技術目前尚不具備產業化條件[10-11];因此,本文基于熱黏合原理,在噴氣渦流紡紗線開發過程中引入低熔點纖維,然后對紗線進行熱處理,利用低熔點纖維受熱熔融,冷卻后黏結的特點,提高紗線中纖維的抱合力,從而提高噴氣渦流紡的成紗強力。該研究的開展將有助于深入理解低熔點纖維對噴氣渦流紡紗的熱黏合增強機制,為提高噴氣渦流紡紗線強力提供新的研究思路。
1 試驗部分
1.1 原料選用及原紗制備
表1示出粘膠、低熔點滌綸的規格與性能。將質量分數為8%的低熔點滌綸與92%的粘膠纖維通過開清棉工序進行原料混合,后經梳理(FA201B梳棉機)、并條(FA306型并條機)、紡紗(MVS No.861)等流程獲得19.67 tex粘膠/低熔點滌綸噴氣渦流紡紗線。低熔點滌綸纖維的熔點為110 ℃。噴氣渦流紡主要工藝參數為:噴嘴氣壓0.5 MPa、紡紗速度350 m/min、紡錠到前羅拉的距離19 mm。
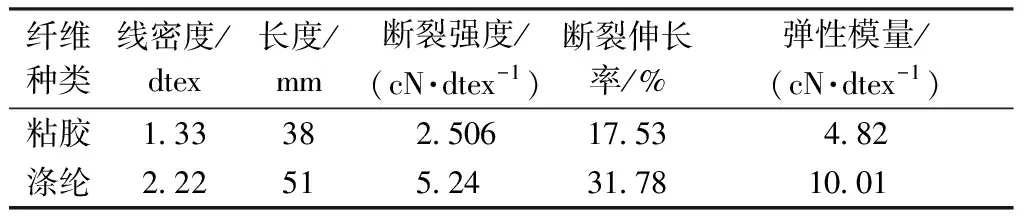
表1 原料規格與性能指標Tab.1 Material specifications and performance indicators
1.2 紗線熱處理方案設計
1.2.1熱處理方式選擇
采用DSM XPLORE平牽機加熱裝置處理原紗,針對非接觸與接觸式2種熱處理工藝方式,采用t檢驗方法比較熱處理方式對斷裂功影響的顯著性。接觸式方式下,紗線與熱輥的接觸角為208°,接觸長度為14.521 cm,處理過程如圖1(a)所示;非接觸方式下,熱空氣通道長度為30 cm,處理過程如圖1(b)所示。其他工藝參數相同,其中熱處理溫度為130 ℃,熱處理速度為300 mm/min,牽伸倍數為1倍。
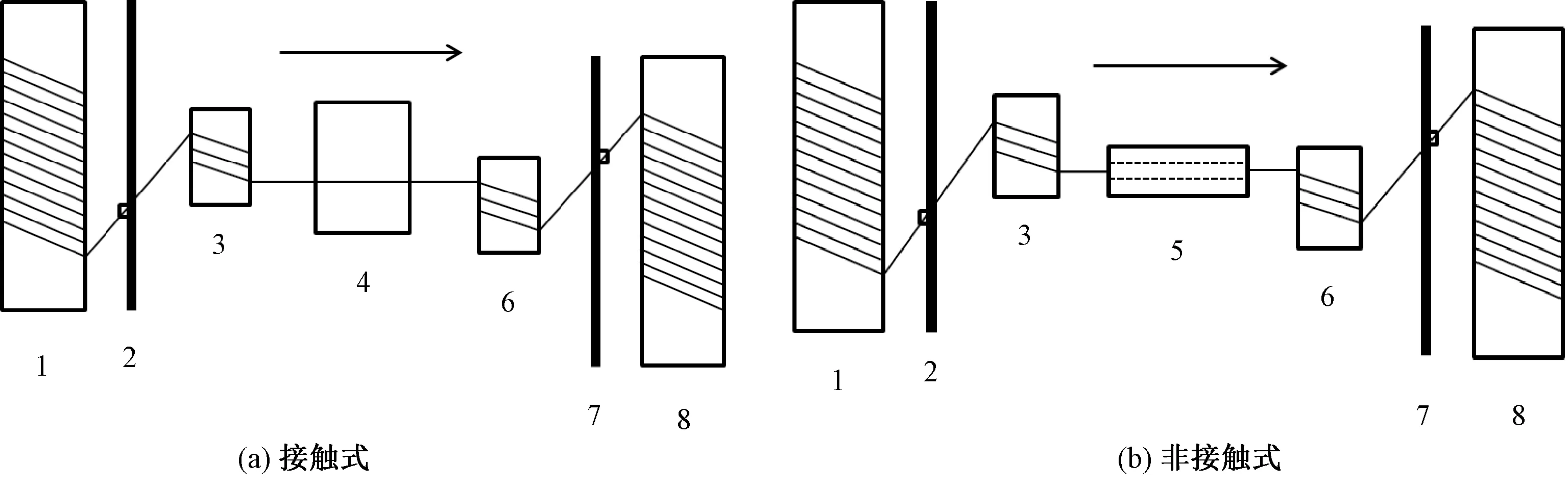
1,8—紗筒;2,7—導紗器;3—后牽伸輥;4—熱輥;5—熱空氣通道;6—前牽伸輥。圖1 熱處理工藝流程圖Fig.1 Heat treatment process flow chart.(a) Contact flow chart; (b) Noncontact flow chart
1.2.2正交試驗設計
基于非接觸熱處理方式下,以熱處理溫度、熱處理速度、牽伸倍數為考察指標,考慮熱處理溫度與速度之間的交互作用,選擇斷裂功作為評價指標,設計L9(33)正交試驗,研究熱處理工藝對原紗熱處理效果的影響,因素水平如表2所示。

表2 因素水平表Tab.2 Factor level table
1.3 紗線結構觀察與性能測試
1.3.1紗線混紡比測定
采用化學成分分析法進行紗線混紡比測定,從試樣中隨機選取樣品,根據GB/T 2910.11—2009 《紡織品 定量化學分析 第11部分:纖維素纖維與聚酯纖維的混合物(硫酸法)》進行測試,計算滌綸干態質量含量百分率P:
式中:mp為經試劑處理后,低熔點滌綸纖維的干態質量,g;d為經試劑處理后,低熔點滌綸纖維質量變化的修正系數,d值取1;m為預處理后,試樣的干態質量,g。
1.3.2紗線形貌觀察
紗線縱向結構外觀采用SNE-3000M掃描電鏡(韓國SERON公司)進行觀察,制備樣品過程采用MCM-100型濺射鍍膜儀進行噴金處理。觀察熱處理前低熔點纖維在混紡紗的分布;觀察經最佳工藝熱處理后纖維之間的黏結形態。
1.3.3斷裂功測試
根據GB/T 3916—1997《紡織品卷裝紗單根紗線斷裂強力和斷裂伸長率的測定》,采用Instron 3365萬能材料試驗機,對紗線進行強伸性能測試。測試條件為:溫度(20±2) ℃,相對濕度(65±3)%,夾持距離500 m,拉伸速度500 mm/min,測試60次取平均值。
2 結果與討論
2.1 原紗混紡比與低熔點纖維分布
實測與理論的低熔點滌綸干態質量含量百分率分別為8.78%和8%。實測低熔點滌綸的干態質量含量百分率較理論值偏高,這可能是因為在梳理工序中,低熔點滌綸纖維的長度較長,落纖率較棉低,故紗線中低熔點滌綸的含量偏高。粘膠/低熔點滌綸噴氣渦流紡原紗在不同放大倍數下的SEM照片如圖2所示。
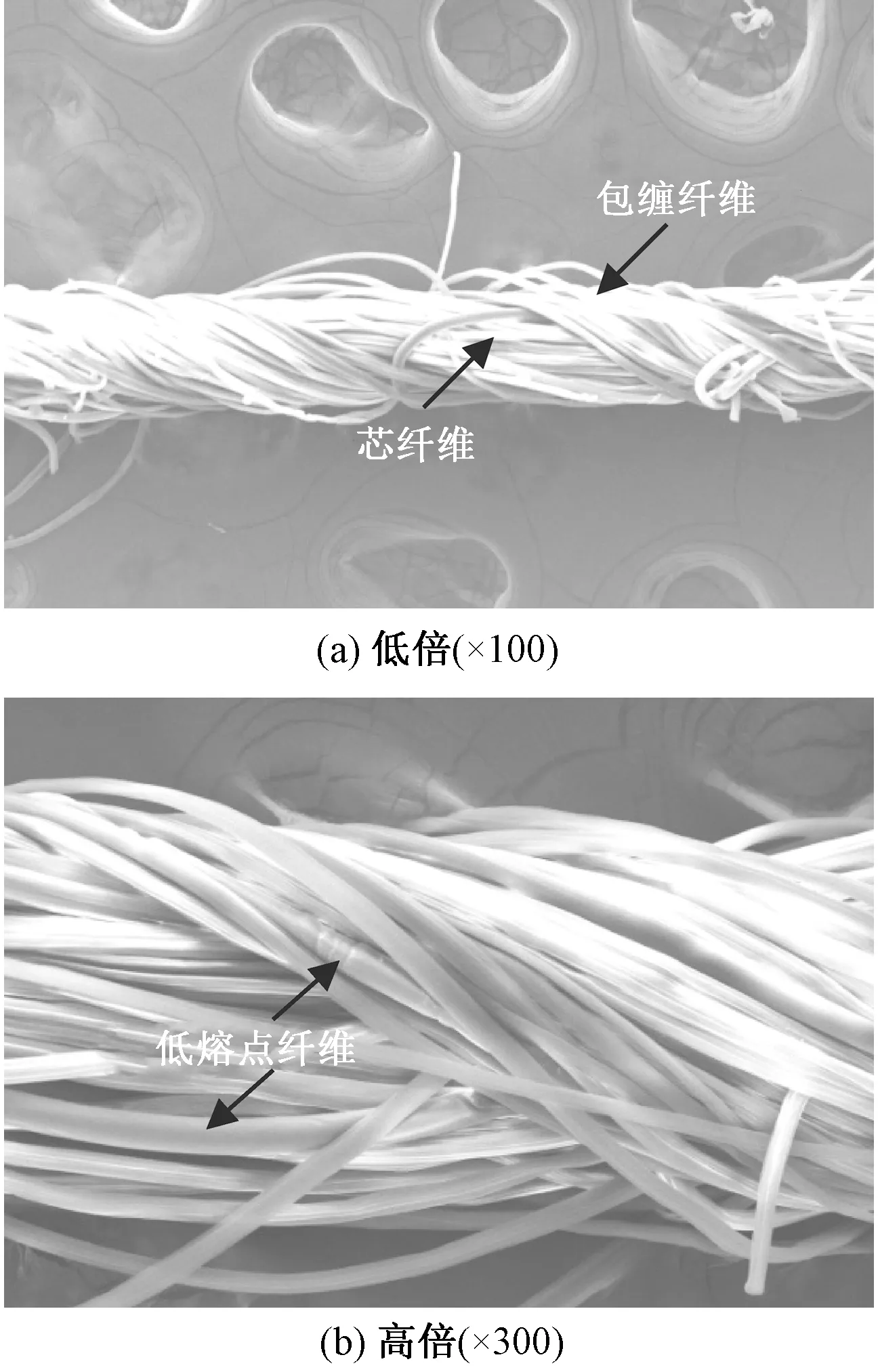
圖2 粘膠/低熔點滌綸噴氣渦流紡原紗的SEM照片Fig.2 SEM photos of viscose/low melting point polyester air jet vortex spinning original yarn.(a)Low magnification(×100);(b)High magnification(×300)
可知,低熔點滌綸的加入并未改變噴氣渦流紡紗線的內外層包覆結構,低熔點滌綸纖維既存在于包纏纖維中,也存在芯纖維中,較為理想地實現了纖維在紗線中的內外轉移,原因在于低熔點纖維與粘膠纖維在開清棉工序得到了充分混合。
2.2 原紗熱處理方式評估
T檢驗是用于小樣本的2個平均值差異程度的檢驗方法,是用t分布理論來推斷差異發生的概率,從而判定2個平均數的差異是否顯著。則非接觸式方式與接觸式方式的斷裂功結果顯著性差異可由下式求得

自由度為59,t(59)0.05=2.001,根據公式計算得t=2.672,t≥t(59)0.05,因此非接觸式方式較接觸式方式斷裂功結果更顯著。
2.3 基于非接觸方式的熱處理分析
2.3.1熱處理結果及極差分析
表3示出正交試驗結果及極差分析,各因素對斷裂功的主次順序為A×B>A>C>B,最佳工藝配置為A2B2C3,即熱處理溫度為145 ℃,熱處理速度為600 cm/min,牽伸倍數1.06。

表3 正交試驗結果及極差分析Tab.3 Results of orthogonal test and range analysis
2.3.2熱處理工藝影響因素分析
根據試驗指標平均值K1,K2,K3,可分析熱處理工藝參數對斷裂功的影響規律。
紗線斷裂功隨熱處理溫度的升高先增加后下降,這主要是因為熱處理溫度的增加,纖維大分子活動劇烈,低熔點滌綸纖維熱熔加劇,熔融后與相鄰的粘膠纖維黏合能力增強,增加了纖維間的黏結點,紗線拉伸時纖維間摩擦抱合力提高,從而增加了紗線的斷裂功。當溫度上升到一定值后,占紗線主體的粘膠纖維受到熱降解的作用,纖維強力破壞,從而造成紗線斷裂功下降。
紗線斷裂功隨熱處理速度的增大呈現上升趨勢,引起這一現象的原因在于隨著熱處理速度的增加,紗線在熱處理區停留的時間縮短,減少了溫度對紗線主體的損傷[12],從而使紗線斷裂功提高。
隨著牽伸倍數增大,斷裂功提高可能存在2方面的原因:纖維在牽伸過程中受到外力出現抽拔,提高了纖維在紗線中的平直度,使纖維在拉伸中受力的纖維增多,紗線斷裂功提高[8];也可能是纖維的非結晶區大分子鏈在張力作用下排列更加規整,提高了纖維的結晶度和取向度,導致紗線斷裂功提高[13]。
2.3.3最優熱處理工藝驗證
采用極差分析法獲得的最佳工藝A2B2C3對紗線進行熱處理,紗熱處理前后的性能指標見表4所示。由表可知:按最優熱處理工藝處理原紗,紗線的斷裂強力得到改善,斷裂功較原紗提高13%。
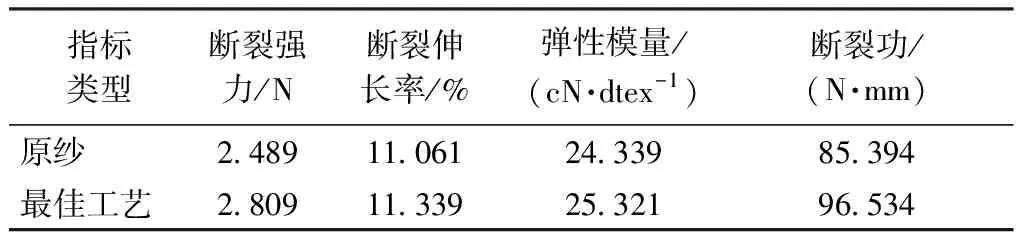
表4 最佳工藝結果Tab.4 Optimal process results
將經過最優熱處理工藝處理后的噴氣渦流紡紗樣品噴金后在電鏡下掃描,得到的SEM照片如圖3所示。可知,經熱處理后噴氣渦流紡紗線中低熔點纖維的黏結形態有2種典型形式,由圖3(a)可知,經熱處理后,低熔點纖維受熱軟化變形;由圖3(b)可知,低熔點纖維受熱熔融,與相接觸的粘膠纖維實現點黏結,以上2種形式可有效提高纖維之間抱合力,減少纖維在牽伸過程中的滑移,從而提高強力和斷裂功。
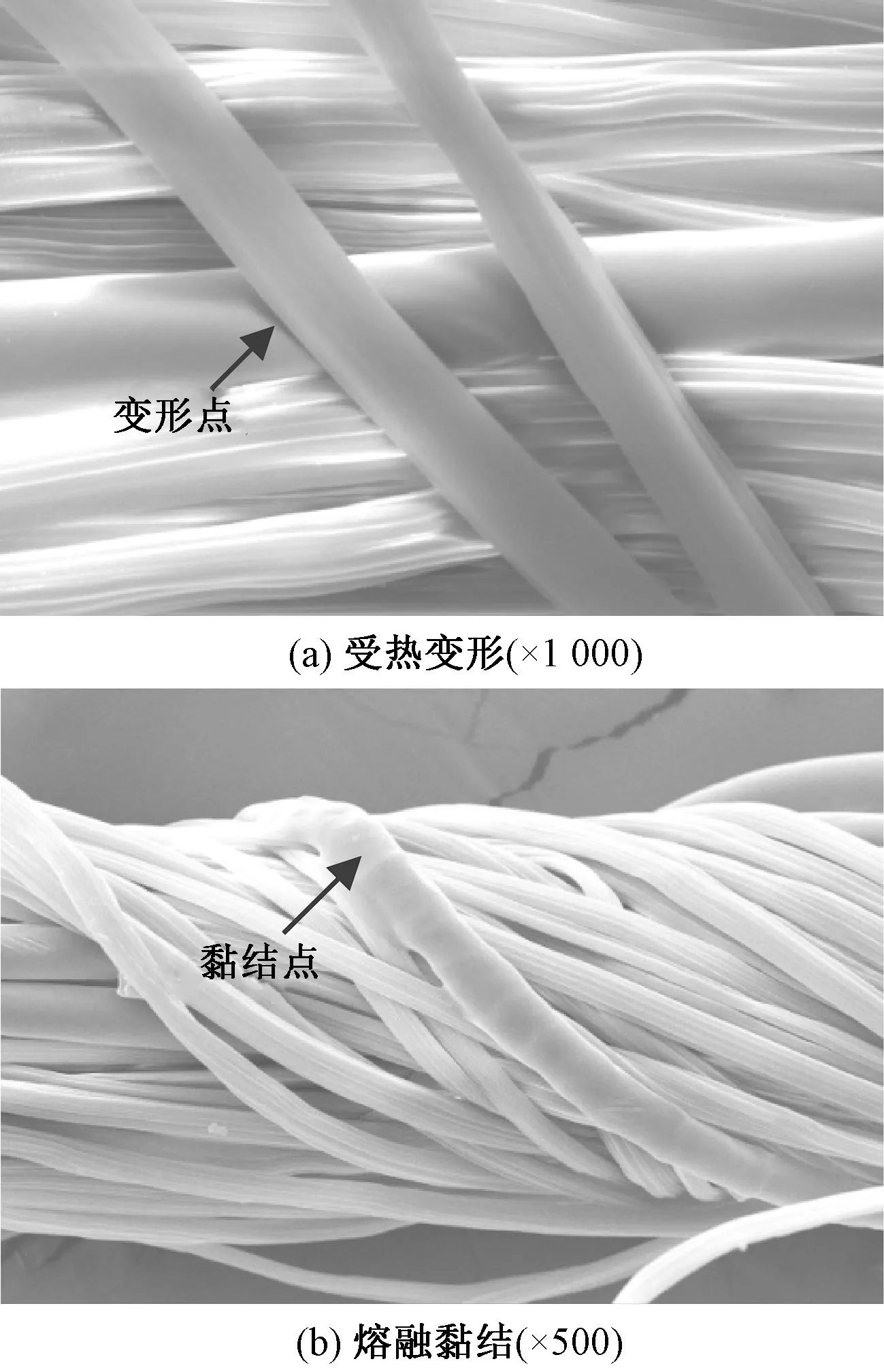
圖3 粘膠/低熔點滌綸噴氣渦流紡紗線熱處理后SEM照片Fig.3 Typical SEM images of viscose/low melting point polyester air jet vortex spinning yarn after heat treatment.(a)Thermal deformation(×1 000);(b)Melt bond (×500)
3 結 論
采用T檢驗法分析了非接觸和接觸式2種熱處理方式對粘膠/低熔點滌綸噴氣渦流紡紗的斷裂功的差異,表明非接觸式較接觸式處理紗線有更好的熱黏合增強效應;根據正交分析可知熱處理工藝各因素對原紗的斷裂功影響主次順序為A×B>A>C>B,紗線斷裂功隨熱處理溫度升高,先增加后下降;隨速度提高,呈上升趨勢;隨牽伸倍數的提高,斷裂功顯著提高;正交分析獲得的最佳熱處理工藝為熱處理溫度145 ℃、熱處理速度600 cm/min、牽伸倍數1.06,處理后紗線斷裂功提升13%。
低比例的低熔點滌綸纖維引入噴氣渦流紡紗線開發,不會改變噴氣渦流紗結構,但通過熱處理后,低熔點纖維軟化變形或熔融黏結,可有效提高纖維之間的抱合力,從而提高紗線的強力及斷裂功,降低后道紗線應用難度,拓展噴氣渦流紡紗線的應用領域。
FZXB
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
