
Zeta型電子束焊機高壓穩定電源的紋波抑制與穩壓
2019-03-12 08:13:24莫金海林偉陶輝
現代電子技術 2019年5期
莫金海 林偉 陶輝
關鍵詞: 電子束焊機; 耦合電感; Zeta型變換器; 紋波抑制; 復合控制; 高壓穩定電源
中圖分類號: TN86?34; TM743 ? ? ? ? ? ? ? ? ? ? ?文獻標識碼: A ? ? ? ? ? ? ? ? ? 文章編號: 1004?373X(2019)05?0115?04
Ripple suppression and voltage regulation for Zeta?type high?voltage stabilized power supply of electron beam welder
MO Jinhai, LIN Wei, TAO Hui
(School of Mechanical and Electrical Engineering, Guilin University of Electronic Technology, Guilin 541004, China)
Abstract: The traditional power supply system of electron beam welder (EBW) has the characteristic of high intrinsic ripple in the output voltage due to the properties of switching power supply, which may lead to the unstable output voltage of EBW′s power system. Therefore, the coupling inductor technology is used to design a new EBW′s power system taking Zeta?type converter as the main circuit. The combination of coupling inductor technology and Zeta?type converter can reasonably allocate the coupling degree of two coupling inductors in Zeta?type converter to suppress the ripple of output voltage. The compound controller composed of PI control and feedforward control is used to improve the control accuracy and output stability accuracy of the power system. The simulation results of PLECS software show that the designed system can obviously suppress the ripple of output voltage, and has the characteristics of high output voltage regulating accuracy, perfect dynamic property and reliable operation, which can verify the correctness of the theoretical derivation.
Keywords: electron beam welder; coupling inductor; Zeta?type converter; ripple rejection; compound control; high?voltage stabilized power supply
0 ?引 ?言
電子束焊接時不需要使用焊條,由于它具有不易氧化和熱變形量小等特點在航空、軍工、汽車眾多領域中得到廣泛的應用。電子束焊機的焊接是在真空條件下完成的,電子槍的陰極被加熱到一定程度就會產生相應的電子,在高壓電磁場的作用下,電子的運動速度被加速到很大,高速運動的電子在聚焦以后得到高能量、高密度的電子束,電子束碰撞到焊件時產生一定的能量,焊件的焊接處熔化,從而完成對焊件的加工[1]。電子束焊機(Electron Beam Welder,EBW)高壓穩定電源是給電子槍工作時提供所需的工作電壓,它對焊件的質量起著決定性作用[2]。
目前,世界上電子束焊機的高壓穩定電源(HVSPS)廣泛采用兩類調壓模式:一類是可控硅交流調壓,其精度低、動態特性差;另一類是電子管線性直流調壓,其效率差、附加裝置復雜、成本高[3],故不能滿足現代技術發展對電源設備提出的要求。
隨著現代電源技術的快速發展,電子束焊機的電源系統采用開關電源,BUCK和BOOST開關電源已經應用到電子束焊機電源系統中[2?4]。這些新型的電源一般采用以下三種常規的方法來抑制紋波:濾波及補償技術、交錯并聯拓撲、高頻化技術[5]。這三種方法雖然可以降低輸出電壓紋波,但其固有紋波仍然很大,沒有達到滿意的輸出電壓效果,也沒有在理論上達到低紋波甚至零紋波。這三種方法均通過增加輔助控制電路來抑制紋波,其結果不僅增加了成本還使得系統變得復雜,且還存在功率密度比較低和集成度差的缺點,因此不能滿足現代工業的發展對電子束焊接的要求。
文中設計了一種低紋波的電子束焊機高壓穩定電源系統,電源系統采用Zeta作為主變換電路[6]。通過改變互感系數,調節Zeta電路中兩個電感之間的耦合度,便可在電子束焊機的輸出處獲得低紋波的輸出電壓,甚至零紋波的輸出電壓。同時,供電電壓大幅度的變化會引起輸出電壓波動,為了減少輸出電壓大幅度的波動,采用前饋控制和PI控制組成的復合控制方式。控制系統的結構簡單、便于調試所需的電子束焊接的電子束流,在焊接系統的輸出處獲得穩定、平滑的微紋波的輸出電壓。
1 ?電子束焊機Zeta主電路的工作原理與輸出電壓紋波抑制
1.1 ?Zeta主電路的工作原理
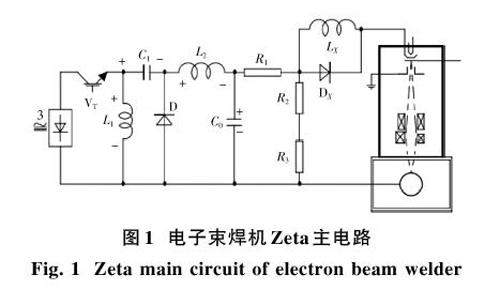
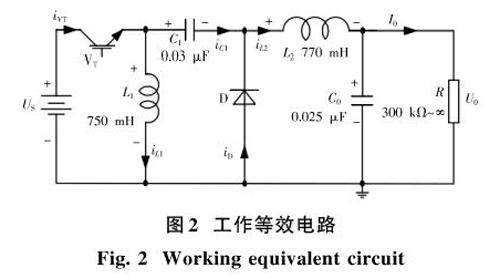
三相交流電經過升壓、整流以及濾波后,獲得高壓脈動直流,如圖1所示。設計一個以Zeta型為主電路的直流變換器,通過適當的PWM信號控制開關管[VT]的通斷,在電子束焊機的輸出處得到60 kV的電子槍所需電壓。圖中電感[LX]的作用是防止短路;[LX]上可能產生很大尖峰電壓,續流二極管[DX]可以防止其尖峰電壓;[R1]為過流保護電阻,[R2],[R3]為高壓測量電阻。忽略次要電路,得到等效電路如圖2所示,電子槍等效為可變電阻[R](約為300 kΩ~∞)。
Zeta電路工作原理如下:在VT導通時,輸入電感[L1]從電源[US]獲得能量,[L1]中的能量增多;同時,輸入電容[C1]與輸入電源[US]共同作用于輸出電感[L2],供電給負載,[L2]儲能增加。電感電流[iL1]和[iL2]全部流過開關器件VT,因此,[iVT=iL1+iL2],[iD=0]。電容[C1]釋放能量,且[iC1=iL2]。
在VT關斷時,[L1]中的能量傳輸給[C1],[L1]儲能減少,[C1]的能量增大;同時,輸出電感[L2]為輸出電容[C0]和負載[R]供電。電感電流[iL1]和[iL2]全部流過二極管D,因此,[iD=][iL1+iL2],[iVT=0]。電容[C1]吸收能量,且[iC1=-iL1]。
Zeta電路穩態工作時有兩種狀態:一種是電感電流斷續的狀態方式(DCM);另一種是電感電流連續的狀態方式(CCM)。設VT通斷占空比為[d],則輸入電壓[US]和輸出電壓[U0]的關系分別為:
[U0=d1-dUS , CCMdΔd US , DCM ] (1)
式中:[Δd=T′offTS<1-d]。由式(1)可知:當在CCM狀態下,輸出電壓[U0]與輸入電壓[US]、占空比[d]的關系簡單;當在DCM狀態下,[Δd],[d]和輸出電壓[U0]相關,而且它們呈復雜非線性關系。
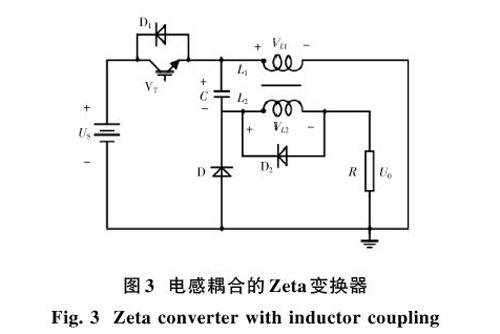
在通常情況下,負載電流[I0<]300 mA,遠小于臨界電流[IOK],即[I0 1.2 ?耦合電感抑制輸出電壓紋波的原理 在開關電源中,若兩電感兩端的電壓波形相同[7?8],可以把它們繞制在一個帶有氣隙的鐵芯上做成需要的耦合電感,Zeta變換器的輸入輸出電感符合這一要求,其電路結構如圖3所示。這兩個電感線圈互相耦合時,除了本身的自感外還有它們之間相互作用的互感,通過調節互感系數[M]就可以改變耦合系數[k],從而在輸出處得到零紋波輸出電流。 設初級漏感為[Lp],次級漏感為[Ls],根據電工原理,可知它們的關系為:[Lp=L1-M],[Ls=L2-M],[M=k(L1L2)12]。其電壓電流關系為: [VL1=(M+Lp)di1dt+Mdi2dtVL2=(M+Ls)di2dt+Mdi1dt ] ? ?(2) 從而得到: [diL1dt=VL1LepdiL2dt=VL2Les] (3) 其中,[Lep],[Les]為等效耦合電感: [Lep=L1L2-M2L2-MLes=L1L2-M2L1-M ] (4) 從式(4)可知,改變[Lep]或者[Les]的大小就可以改變[L1]或[L2]中的紋波電流。若[L1=L2=M]條件成立,則主電路Zeta中[L1]和[L2]的紋波電流均可以降低至零,從而在理論上實現輸出零紋波。本文只考慮輸出電壓為零紋波,所以令[L1=M]。
電子束焊機的工作參數如下:穩態工作時輸入電壓[US=]20 kV,輸出電壓[U0=]60 kV,[d=]0.75,額定功率為6 kW,開關頻率[f=]20 kHz,[L1=]750 mH,[L2=]770 mH,[C1=]0.03 μF,[C0=]0.025 μF。
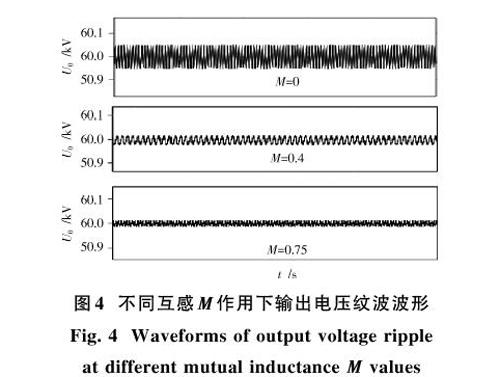
電子束焊機輸出電流很小(約0~200 mA),觀察輸出電流結果不明顯,但當輸出等效電阻相對較大(300 kΩ~∞)時,觀察輸出電壓波形效果會更好,仿真結果如圖4所示。
由圖4可知,當[M=0]時,輸出紋波為[U01=]1.1 kV;當[M=0.4]時,輸出紋波為[U01=]420 V;當[M=0.75]時,輸出紋波為[U01=]230 V;當[M>0.75]時,輸出曲線一直上升不收斂。根據前面理論推算與PLECS仿真,在[L1=M=]0.75時,輸出電壓紋波最小,因此,取[M=0.75]為最佳參數。通過仿真對比,互感系數[M]變大時,耦合電感可以使Zeta變換器的輸出電壓在理論上達到微紋波,從而使得輸出電壓穩定,明顯提升了工件的焊接質量。
2 ?復合控制系統設計
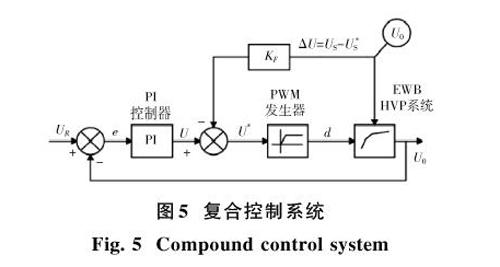
當三相供電電壓時,電壓會存在±20%的波動,因此整流后的電壓[US]也會存在約±20%大小的電壓波動[4,9]。這種電壓波動較大,故采用PI控制?前饋控制組成的復合控制系統來仰制[US]的波動,并最終在輸出處獲得穩定的輸出電壓,其結構如圖5所示。
控制器采用PID,其結構為:
[u=KPe(t)+KI0te(t)dt+KDddte(t)] (5)
2.1 ?確定PID控制參數
依據被控對象的特點來整定PID控制系統的比例環節、積分環節和微分環節,確保當系統受到干擾后仍穩定的保持工作,并且將誤差降低到最小。目前介紹設計PID參數的方法較多,文中根據以往的工作經驗選擇了臨界比例法。首先獲取比例[P]的控制參數,在此比例[P]的基礎上再確定其他控制參數[10]。
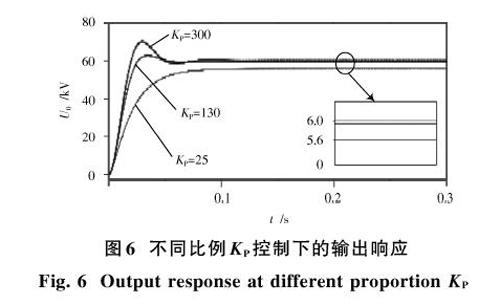
1) 確定[KP]。令[KF=KI=KD=0],[M=0.75],得到如圖6所示的曲線,從圖6可以看出,當[KP]=25時,上升時間過長且穩態誤差大;當[KP]=300時,上升速度較快但超調量過大;當[KP]=130時,上升時間為最小,穩態誤差也較小,系統的動態效果最佳,因此選擇比例[KP]=130合適。
2) 確定[KI]。因微分環節會放大輸入噪聲,進而干擾到控制器的穩定工作,故實際中采用PI控制環節,令[KD=0]。為了降低穩態誤差,采用積分環節來改善系統的無差度,[KI≠]0,因此控制器選PI型。
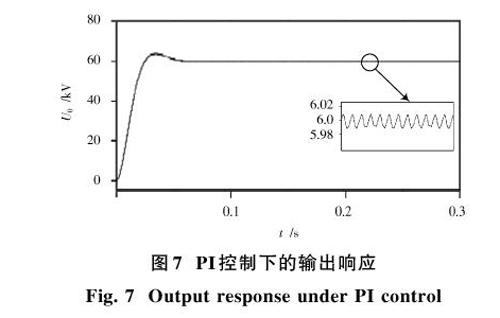
PI控制器的設計:以[KP=130],[M=0.75]為基礎,將[KP]降低20%,然后加入積分控制環節,經仿真可知,當[KI=20]時,系統達到最佳的動態和穩態輸出,如圖7所示。
2.2 ?確定前饋控制參數[KF]
當直流供電電壓[US=U*S](20 kV)±20%范圍大幅度變化時,以[KP=130],[KI=20],[M=0.75]為基礎,通過PLECS仿真考察PI單獨控制和PI控制?前饋控制組成的復合控制,如圖8所示。
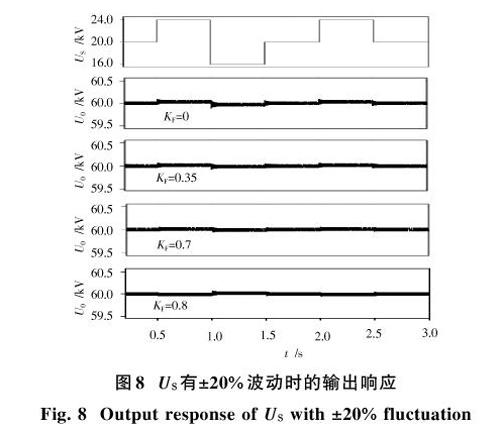
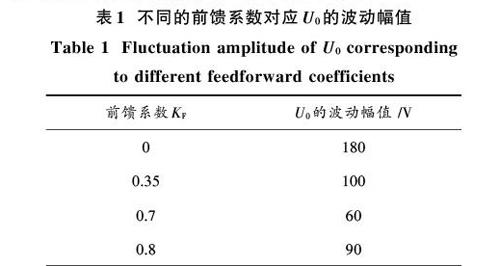
由圖8中的仿真可以得到表1的仿真結果。當[KF]=0,即PI單獨作用時,[U0]隨著[US]的波動出現明顯的凹凸交錯變化,波動幅值較大。隨著[KF]的增大,凹凸交錯的變化減小,從圖8和表1可以看出,當[KF]=0.7時,[U0]的波動幅度約為60 V,輸出曲線較平滑。如果繼續增大[KF],凹凸交錯變化會出現反向沖擊變化,當[KF]=0.8時可以看到這種變化。故取[KF]=0.7可以得到最優的前饋補償控制。
仿真結果說明,采用PI控制?前饋控制組成的復合控制器設計合理,控制系統可以有效降低供電電源的電壓大幅度波動,使輸出電壓穩定,穩壓效果良好,控制系統的動態響應速度快,輸出曲線較平滑。
3 ?結 ?語
通過理論分析和PLECS軟件仿真結果表明:在Zeta型電子束焊機電源系統中,采用耦合電感技術調整互感系數[M]就可以改變耦合系數[k],通過合理分配Zeta電路中兩個電感的耦合程度,使[L1=M]時,在輸出處得到微紋波甚至零紋波輸出電壓,能有效抑制輸出電壓紋波,且結構簡單,變換效率高。
采用PI控制?前饋控制組成的復合控制系統后,能很好地減少輸入電壓的大幅度波動,在電子束焊機高壓穩壓電源系統的輸出處獲得平穩的輸出電壓,起到很好的穩壓效果。這種復合控制器的參數調試簡單,在實際工程中具有較好的價值和應用前景。
參考文獻
[1] ?周阿芳.電子束焊接的凝固缺陷預測[D].哈爾濱:哈爾濱工業大學,2011.
ZHOU Afang. Prediction of solidification defects in electron beam welding [D]. Harbin: Harbin Institute of Technology, 2011.
[2] 莫金海,喬艷平,李威,等.關于電子束焊機高壓電源穩定性設計[J].計算機仿真,2016,33(6):170?175.
MO Jinhai, QIAO Yanping, LI Wei, et al. Design of micro?ripple PWM?Cuk EBW high voltage stabilized source [J]. Computer simulation, 2016, 33(6): 170?175.
[3] 戴培善.電子束焊機60 kV直流電源電子管調壓方法[J].電焊機,1998,28(2):36?38.
DAI Peishan. Voltage regulating method of 60 kV DC power source electronic tube in electron beam welder [J]. Electric welding machine, 1998, 28(2): 36?38.
[4] 莫金海,韋壽祺,何少佳,等.新型PWM?BUCK電子束焊機穩定高壓電源的設計[J].焊接學報,2009,30(6):33?38.
MO Jinhai, WEI Shouqi, HE Shaojia, et al. Design of stabilized high?voltage source with PWM?BUCK for electron beam welder [J]. Transactions of the China welding institution, 2009, 30(6): 33?38.
[5] 鮑寧寧.輸出低紋波隔離型Cuk變換器研究[D].北京:北京交通大學,2014.
BAO Ningning. Output low?ripple Cuk converter research [D]. Beijing: Beijing Jiaotong University, 2014.
[6] 阮新波,嚴仰光.直流開關電源的軟開關技術[M].北京:科學出版社,2000.
RUAN Xinbo, YAN Yangguang. Soft switching technology of DC switching power supply [M]. Beijing: Science Press, 2000.
[7] 張占松,蔡宣三.開關電源的原理與設計[M].北京:電子工業出版社,2004.
ZHANG Zhansong, CAI Xuansan. The principle and design of switching power supply [M]. Beijing: Publishing House of Electronics Industry, 2004.
[8] 劉彥民,丁雪征,朱艷萍,等.實現電流零紋波的耦合電感計算[J].電源技術應用,2003,6(8):410?413.
LIU Yanmin, DING Xuezheng, ZHU Yanping, et al. Calculation of coupled?inductor realizing zero ripple current [J]. Power supply technologies and applications, 2003, 6(8): 410?413.
[9] 徐德鴻.電力電子系統建模及控制[M].北京:機械工業出版社,2005.
XU Dehong. Modeling and control of power electronic system [M]. Beijing: China Machine Press, 2005.
[10] 田苗,史玉琴.基于PID技術的工業自動控制系統的優化改進研究[J].現代電子技術,2015,38(13):132?133.
TIAN Miao, SHI Yuqin. Study on optimized improvement in industrial automatic control system based on PID technology [J]. Modern electronics technique, 2015, 38(13): 132?133.
