數控加工工藝分析
2019-03-14 07:23:54蔣麗
時代農機 2019年1期
蔣 麗
(江蘇省常州市建東職業技術學院,江蘇 常州 213022)
隨著我國機械行業的飛速發展、自動化技術越來越普及,許多企業都大量地引進了數控加工設備,提高產品的加工質量和生產效率。零件的加工質量、加工效率,不僅與數控機床的精度相關,還與數控加工中的工藝設計密切相關。因此,在使用數控機床進行機械零件的加工時,要充分考慮工藝設計對零件加工質量和生產效率的影響。
1 分析零件圖
普通機床的工人勞動強度大,加工效率低,尤其對于批量加工的零部件,精度要求較高時,普通機床很難實現。
對零件圖進行分析、研究,尤其對結構復雜的零件,選擇其中需要進行數控加工的內容,解決難題、提高生產效率,充分發揮數控加工的優勢。
2 工序的劃分、擬定合理的加工路線
工序的劃分和加工路線的擬定直接關系到數控機床的使用效率、加工精度和經濟效益等問題,應盡可能集中,通常粗、精加工在一次裝夾中完成,除考慮常規的工藝要求外,還應考慮下列因素:
(1)工步的安排要遵循由粗到精的原則。
(2)進行輪廓加工時盡量采用圓弧切入、圓弧切出的方式,盡量少采用直線進退刀的方式。
(3)保證精度:粗、精加工應分開進行。
(4)在加工過程中,應盡量減少換刀的次數,可以節省時間,同時應減少空行程,以最短的路線到達各加工部位,提高加工效率。
(5)劃分工序:制定先面后孔、先簡單再復雜的加工工序,包括車端面、車位輪廓、車螺紋、倒角、鏜內孔等工序。
3 選擇刀具、確定切削用量
刀具和切削用量的選擇,決定了零件的加工質量和加工效率。數控機床主軸轉速的調節范圍遠遠高于普通的機床,所以對數控加工的刀具有更高的要求。
粗加工時選擇剛性較好的刀具,以去除余量為主,也可選用精加工淘汰下來的刀具,節省開支;半精加工、精加工是選擇耐用度高、精度較高的刀具,保證零件的加工精度。根據被加工零件的要求,可以設計一些專用的刀具。使用加工中心刀庫,刀具安裝時應考慮刀庫的平衡,因為每把刀具的重量不同。切削用量的選擇,應在機床的允許范圍內選取,同時考慮刀具的耐用度,機床、夾具的剛性和材料的硬度等因素。一般在粗加工時,可選用較大的切削深度和進給速度,精加工時選取較高的轉速、較小的切削深度和進給速度,保證粗糙度。
4 選擇工藝裝備
4.1 刀具的選擇
數控加工費用高,為提高經濟效益,數控刀具的類型、規格和精度等級應能夠滿足加工要求,一般應遵循以下幾個原則:①盡量選用硬質合金刀具,合理選擇刀具的幾何參數,提高切削性能;刀具應具有能夠承受高速切削和強力切削的性能。②刀具必須具有較高的精度。要保證數控加工中不會發生刀具意外損傷及潛在缺陷而影響到加工的順利進行,要求刀具必須具有很好的可靠性及較強的適應性。無論在粗加工或精加工中,都應具有比普通機床加工所用刀具更高的耐用度,盡量減少更換或修磨刀具及對刀的次數,從而提高數控機床的加工效率和保證加工質量。③斷屑及排屑性能好。數控加工中,斷屑和排屑不像普通機床加工那樣能及時由人工處理,切屑易纏繞在刀具和工件上,會損壞刀具和劃傷工件已加工表面,甚至會發生傷人和設備事故,影響加工質量和機床的安全運行,所以要求刀具具有較好的斷屑和排屑性能。
4.2 夾具的選擇
當小批量零件加工時,盡可能地選用組合夾具、通用化和標準化的夾具。當加工零件批量大或者比較穩定時,可以設計成專用夾具,減少前期準備的時間,提高生產效率。
4.3 量具的選擇
一般選用通用量具,如游標卡尺、千分尺等,量具的精度要和加工零件要求的尺寸精度相匹配。
5 圖樣尺寸的標注
設計人員在標注尺寸時候,常常會用局部分散的尺寸標注方法,這樣一來便于編程,二來又有利于尺寸間的計算和相互協調。
編程原點作為編程坐標的起始點和終止點,它的正確選擇直接影響到零件的加工精度和坐標點的計算,在選擇編程原點時應注意以下幾個原則:
(1)編程原點。
(2)編程原點的選擇應有利于編程和坐標點的計算簡便。
(3)編程原點所引起的加工誤差應最小。
(4)編程原點應設置在容易找出的位置,而且也要便于測量。
6 選擇正確的切削加工方式、使用高效刀具
不同的銑削方法,得到的零件的表面粗糙度也不同。一般精加工時應采用順銑的切削方式,有利于提高零件的表面質量。
為充分發揮數控機床的性能,提高零件加工的表面質量,應選擇高強度、高耐用度的刀具。平面銑削時,可選用多面硬質合金的銑刀或立銑刀;當加工余量較小且表面質量要求較高時,可選用立方氮化硼復合刀片的端銑刀或鑲陶瓷刀片的端銑刀。
7 實 例
圖1和圖2所示,加工毛坯為150mm×120mm×25mm和150mm×120mm×20 mm的零件,試進行工藝分析。
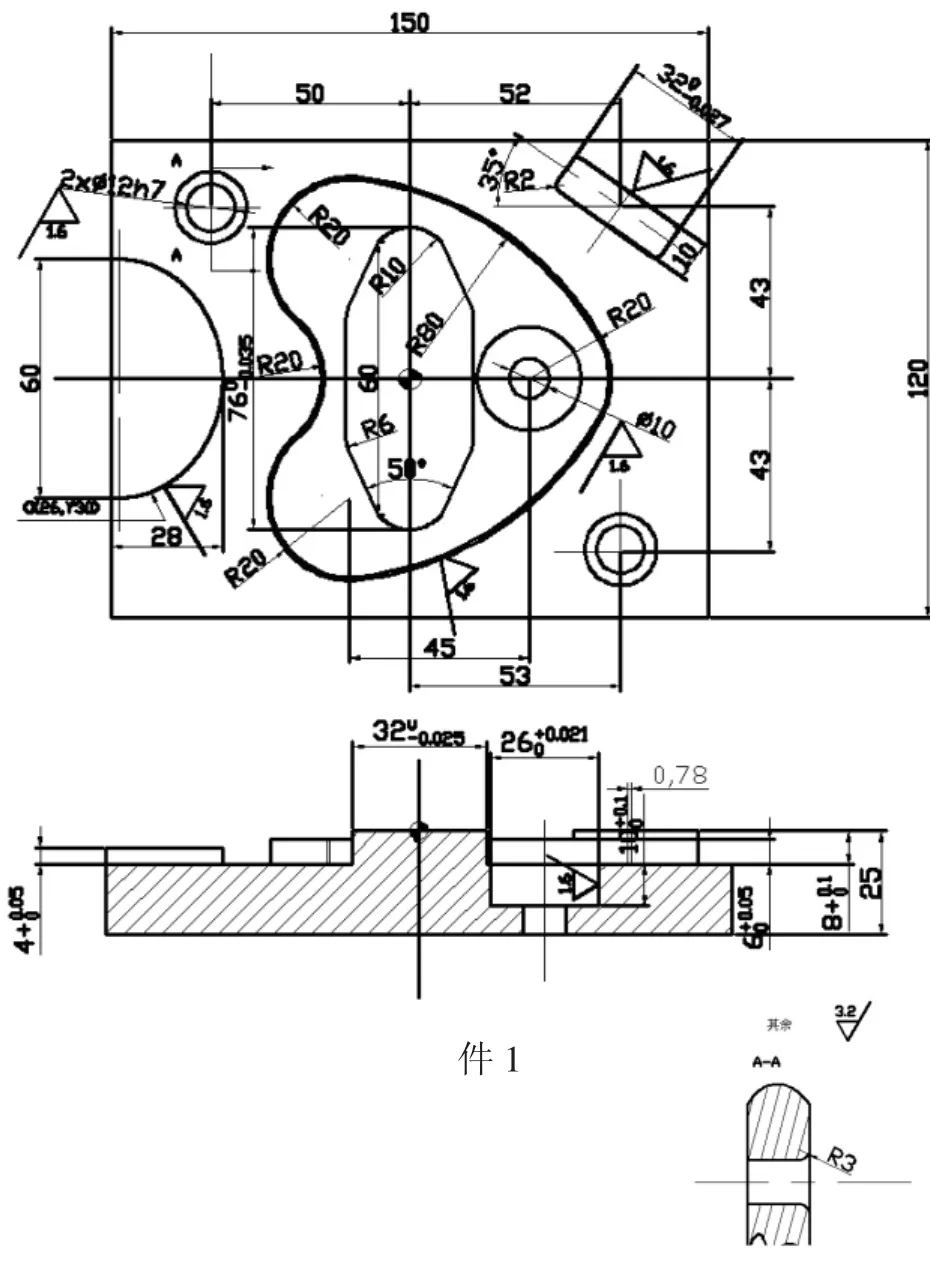
圖1
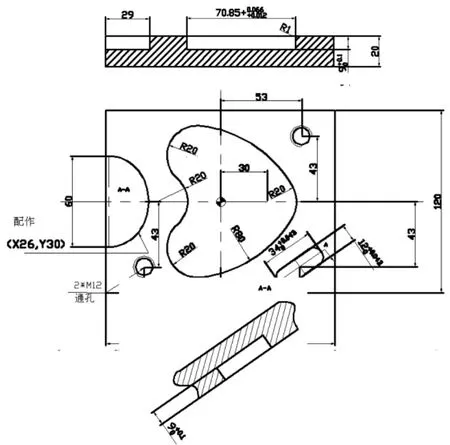
圖2
加工該零件時,需要注意件2是相配的零件,加工前確定加工工件的內外輪廓時所允許的刀具最大直徑,避免產生干涉。選用較小的銑刀加工時,由于剛性不足,切削用量的設置也應該相應降低。
7.1 件1
根據件1的形狀特征分析,件1需要在加工中心上完成輪廓的加工。150mm×120mm的毛坯尺寸已經符合要求,不需要再進行加工。工件在安裝過程中,要注意放在平口鉗口中間位置。工件高出鉗口,保證加工深度,大約高出10mm。工件必須用百分表進行平行度、垂直度的效驗。毛坯材料確定為45#鋼,可以選擇硬質合金類的刀具。
(1)通過計算,選擇Φ16 mm的銑刀加工外輪廓,選擇刀具起刀點、擬定的加工路線和退刀點的選擇要避免與工件的其它輪廓發生干涉。修改刀具的半徑補償值,單邊留0.15mm的余量進行最后的精加工。在精加工時,尺寸最好做到中間公差,避免刀具或機床本身存在誤差。
(2)內輪廓加工。 橢圓形內輪廓與薄壁之間的距離只有4 mm左右,為了保證尺寸,避免發生干涉,所以選擇直徑Φ3mm的立銑刀進行分層切削。Φ10的通孔作為工藝孔,選擇Φ9.8的麻花鉆先進行鉆孔,以孔的中心為起刀和退刀點,銑內輪廓為了保證壁厚0.78mm可更改刀補加工。
(3)加工橢圓形輪廓。加工橢圓形輪廓之前需要將刀補修改好,否則可能會造成零件的報廢。選用立銑刀進行加工。
(4)Φ10 mm和Φ26 mm孔加工。Φ10 mm的通孔已經用Φ9.8 mm的麻花鉆進行粗加工,Φ26 mm的沉孔要求比較高,直徑、深度和粗糙度都有要求,所以沉孔的加工分為兩步:先粗銑后精鏜。加工完后采用Φ10h7的鉸刀對通孔進行鉸孔,鉸孔時要注意進給的速度和冷卻液的澆注。
(5)2~Φ12mm通孔的加工。從視圖可以看出此孔需要進行R3倒圓角加工,可以用Φ10 mm的平底刀編輯倒圓角宏程序進行加工,后再用Φ12h7的鉸刀對孔進行鉸削。
7.2 刀具參數表
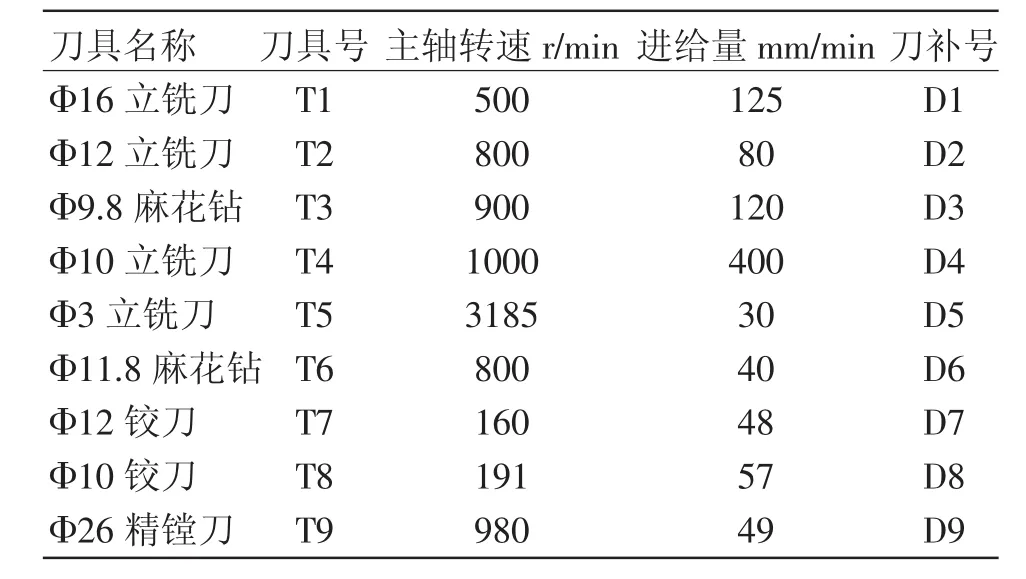
表1 選用刀具及其切削用量參數
7.3 件2的分析
件2的毛坯已經符合加工的要求,在安裝之前,盡量把工件安裝在平口鉗口的中間位置。裝夾時,鉗口內墊上合適高度的高精度平行墊鐵,等毛坯調整好后將毛坯夾緊再取出墊鐵。
(1)加工三個內輪廓。加工中間的“心”型 凹槽時要注意,可以以工件的基準點為起刀點和退刀點,切入點選擇時要慎重否則很容易造成過切。選擇兩個圓弧之間的切點為刀具的起刀點。選擇Φ18的鍵槽銑刀進行粗加工,再使用同一把刀具對橢圓凹槽進行粗加工,選擇G41刀補時切入點為(X-30,Y-75)。最后對鍵形凹槽粗加工時根據凹槽的最小圓弧選擇Φ8的鍵槽銑刀加工,注意:刀具在深度方向進給時選擇較小的進給量。
(2)輪廓的精加工。進行所有輪廓的精加工時可使用統一的刀具,根據鍵形凹槽的最小圓弧選擇Φ8的立銑刀,在加工“心”形凹槽時還要對邊角進行倒圓角,精加工時尺寸盡量作中差。
(3)2×M12螺紋孔。加工螺紋最重要的是麻花鉆、倒角鉆、絲錐的選擇,根據查表M12的螺距為1.75 mm,計算得麻花鉆的直徑為10.25 mm,根據查表可選擇10.2 mm的麻花鉆鉆孔,再使用Φ12的擴孔鉆代替倒角鉆對所鉆的孔進行倒角,最后使用M12的絲錐攻絲。
7.4 刀具參數表

表2 選用刀具及其切削用量參數