基于結構應力法的車體結構疲勞裂紋擴展與剩余壽命評估*
2019-03-18 11:32:36楊海賓肖守訥陽光武
鐵道機車車輛 2019年1期
楊海賓, 朱 濤, 肖守訥, 陽光武, 楊 冰
(西南交通大學 牽引動力國家重點實驗室, 成都 610031)
目前,針對軌道交通車輛車體焊接結構疲勞評估,普遍采用基于疲勞強度值和P-S-N曲線的名義應力法,這種方法往往依賴于接頭類型和載荷形式,當面對復雜結構時,精確度便會降低[1]。密西根大學的董平沙教授提出了基于結構應力的主S-N曲線法,很好的解決了這個問題[2-3]。
對于焊接結構,不可避免的會存在缺陷,這些缺陷很可能成為裂紋的源頭,導致結構的使用壽命和承載能力降低,對于服役多年的結構往往也會出現許多疲勞裂紋[4]。如果能模擬這些裂紋的擴展行為,便能對具有裂紋缺陷的焊接結構的服役能力進行計算并指導車輛的階段性維修。
對于裂紋擴展研究,Paris Law[5]因為簡單、準確一直被應用并不斷發展。美國宇航研究中心最早提出了表面裂紋應力強度因子計算經驗公式[6]。針對應力強度因子的計算,BS 7910和API 579[7-8]給出了最新的計算方程。最初很多學者主要是研究具有預制裂紋的板材在拉伸或彎曲載荷單獨作用下裂紋的擴展行為[9-13]。隨著研究的深入,國內外學者開始考慮應力比、門檻值、閉合效應和波動載荷對裂紋擴展行為的影響[14-18]。由于焊接結構焊趾處表面易出現裂紋,Pang H L J、Tanaka S、Liu Y P和Zong L[19-22]等通過仿真和試驗的手段開展了焊趾處表面裂紋的擴展行為研究。
文中采用結構應力法,在斷裂力學的基礎上推導了考慮裂紋擴展增量的焊縫裂紋擴展計算方法,并以某低地板有軌電車為研究對象,對車體結構的焊縫進行了剩余壽命評估。
1 裂紋擴展增量理論
由于焊接工藝特點,焊趾處很容易形成微裂紋。裂紋形式大多為半橢圓表面裂紋,尺寸由裂紋深度a和裂紋半長度c來描述,裂紋深度方向端點定義為A點,長度方向端點定義為C點,見圖1。準確描述裂紋的擴展行為對預測已具有初始裂紋的接頭服役能力即剩余壽命至關重要。
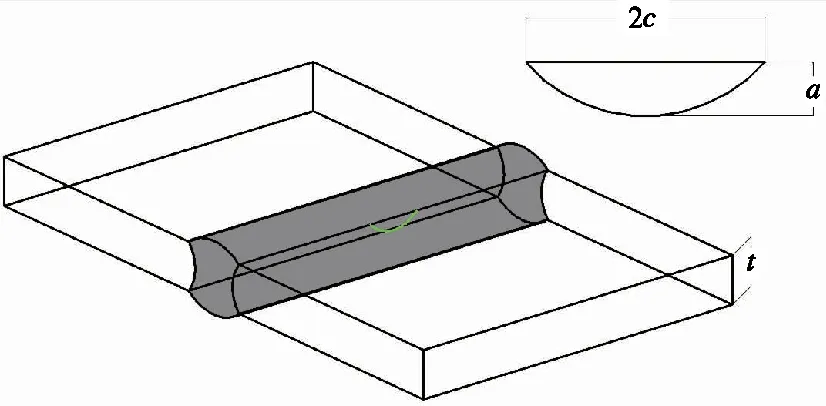
圖1 焊趾處半橢圓表面裂紋
裂紋擴展速率用經典的Paris公式(da/dN=CR(ΔK)m)來描述,考慮應力比和裂紋閉合效應,以及裂紋長度方向塑性強化的影響,建立裂紋最深點A和端點C的擴展速率方程。
da/dN=CR(ΔKA-Kth,R)m
(1)
dc/dN=0.9mCR(ΔKC-Kth,R)m
(2)
由于應力強度因子由變量a和c共同確定且公式較多,積分復雜,采用裂紋擴展增量法并以Δa=0.01 mm 的步長進行迭代計算。
(3)
(4)
ai+1=ai+Δa
(5)
ci+1=ci+Δc
(6)
焊趾主要位于母材和焊縫的過度處熱影響區,產生初始缺陷的概率大應力集中程度高,這也是為什么大多數焊接接頭都是在焊趾處產生微裂紋并斷裂的原因。BS 7910給出了鋼焊接結構的兩段式裂紋擴展方程和裂紋擴展門檻值,何永攀[23]在研究S355耐候鋼焊接接頭低溫特性時給出了20 ℃下的斷裂韌性,進而基于BS 7910計算出對應的臨界應力強度因子。
(7)
(8)
ΔKth=63 N/mm3/2
(9)
Jm=8.087N/mm
(10)

(11)
其中:ΔKth為裂紋擴展門檻值;Jm代表斷裂韌性的積分特征值;Kmat材料的臨界應力強度因子。
2 名義應力法確定裂紋最可能出現的位置
目前名義應力法應用最為普遍,故通過名義應力法進行車體疲勞計算,確定車體上相對薄弱的焊縫。名義應力法的應力在線彈性范圍內,屬于低應力高周疲勞;在應力狀態方面又屬于單軸疲勞,主要分為疲勞極限法和累計損傷法,分別進行安全因子和疲勞壽命的計算,最有代表性的是英國的BS 7608系列標準以及國際焊接學會(IIW)的標準。針對名義應力法不能反映接頭應力集中的影響,近些年來又提出了熱點應力的概念對名義應力法進行補充。相比于名義應力熱點應力更接近焊趾處應力的峰值,但熱點應力法的計算結果與有限元網格的大小、單元的類型、差值點的個數、差值點具體位置的選擇等因素相關聯,因而計算結果將可能各有不同。為了在材料方面更具有針對性文中采用德國DVS1612 2010[24]標準對低地板車體鋼結構焊縫進行接頭類型的定義,并采用疲勞極限法,基于應力計算安全因子。
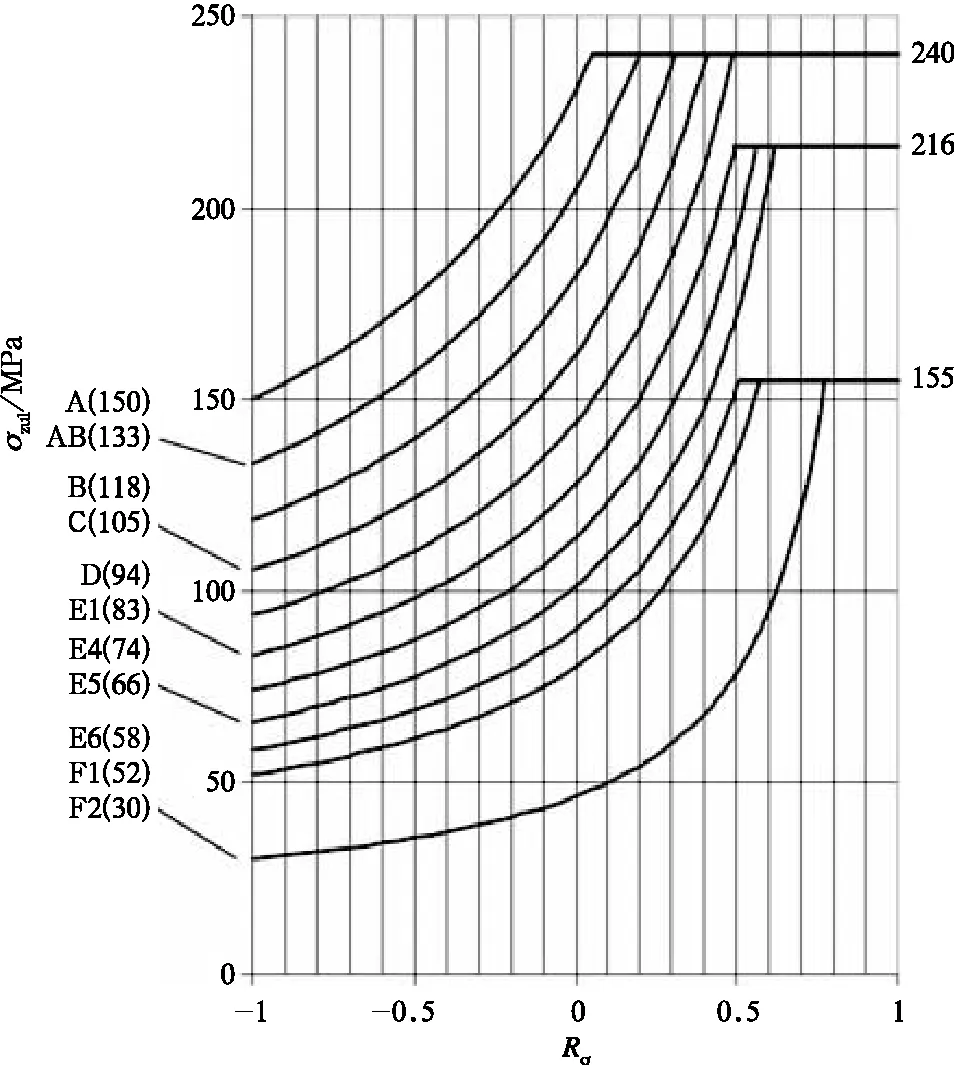
參照VDV 152[25],確定了3種典型的低地板車疲勞工況組合,分別是直線行駛組合G1、過曲線組合G2和啟動制動組合G3。采用模塊分離法力學模型,通過整車的基本參數計算各個工況下各個車體的接口力,用Nastran軟件進行單車有限元計算[26-27]。對于其中的每一種工況組合應用絕對值最大主應力理論,提取出工況組合中的最大和最小主應力作為一個應力循環,并應用Haigh曲線將應力幅值轉化為交變載荷下的等效應力幅值,模型見圖2,材料參數見表1曲線圖見圖3及圖4。

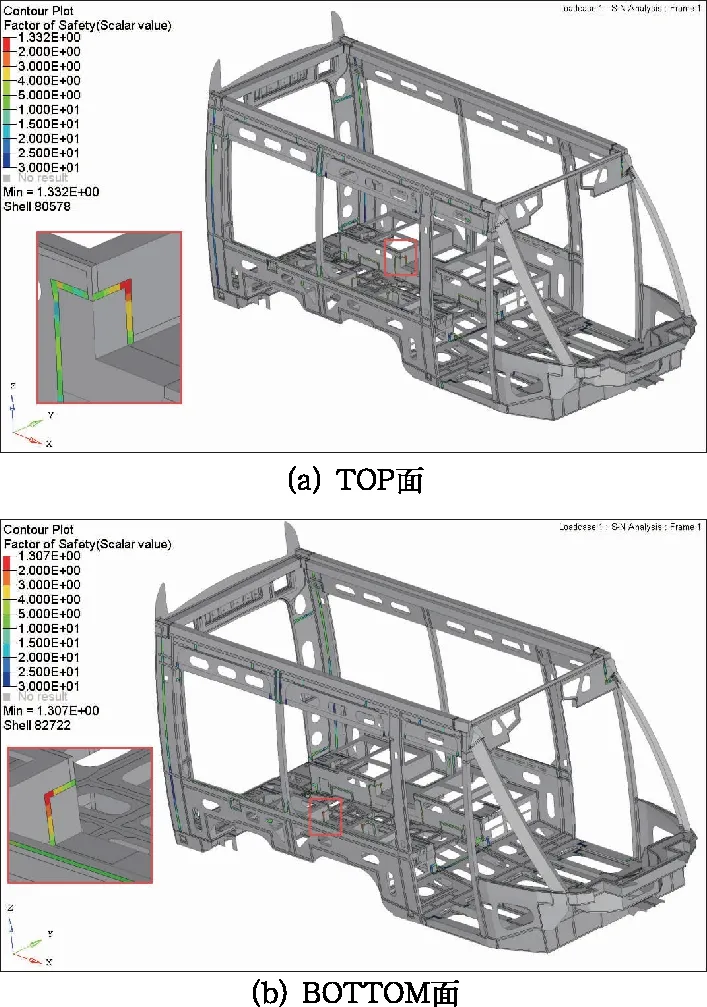
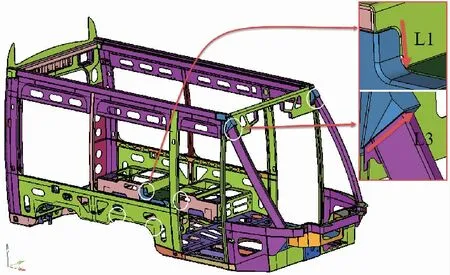
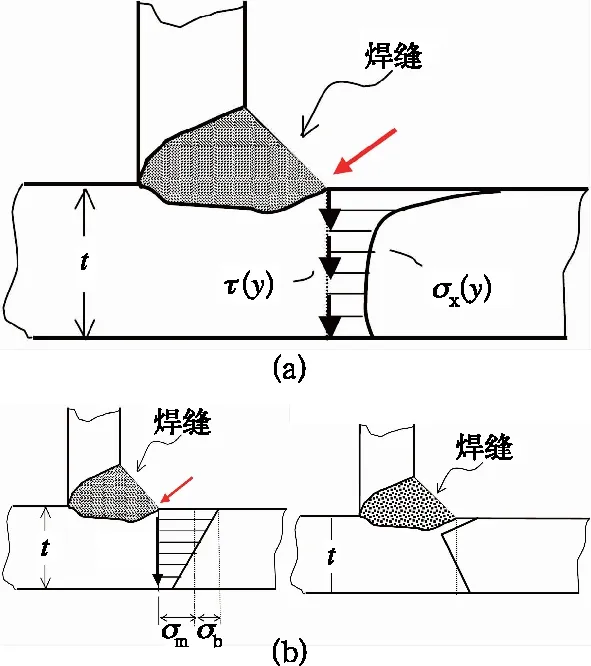
圖2 5模塊100%低地板車體
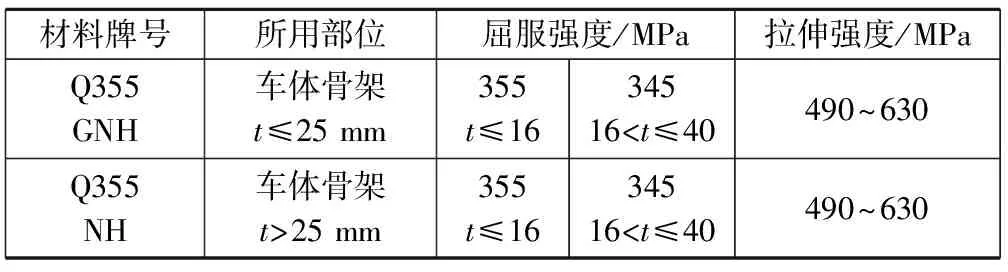
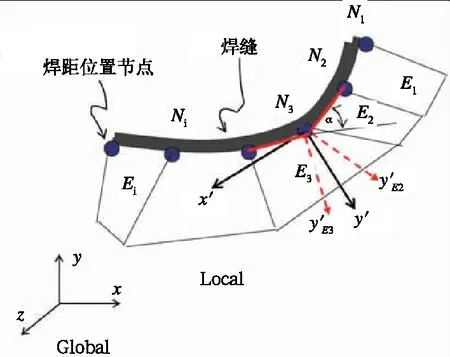
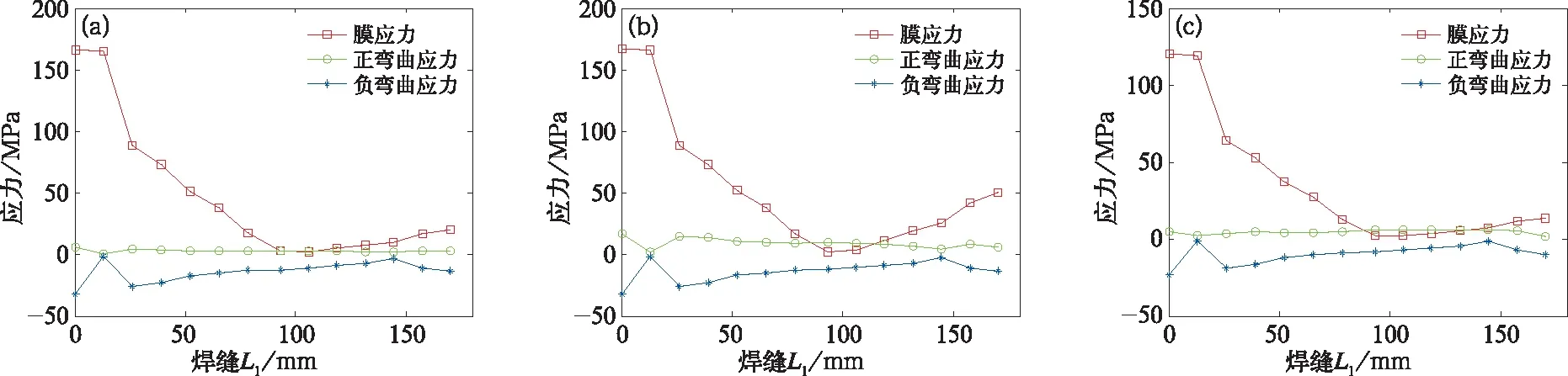
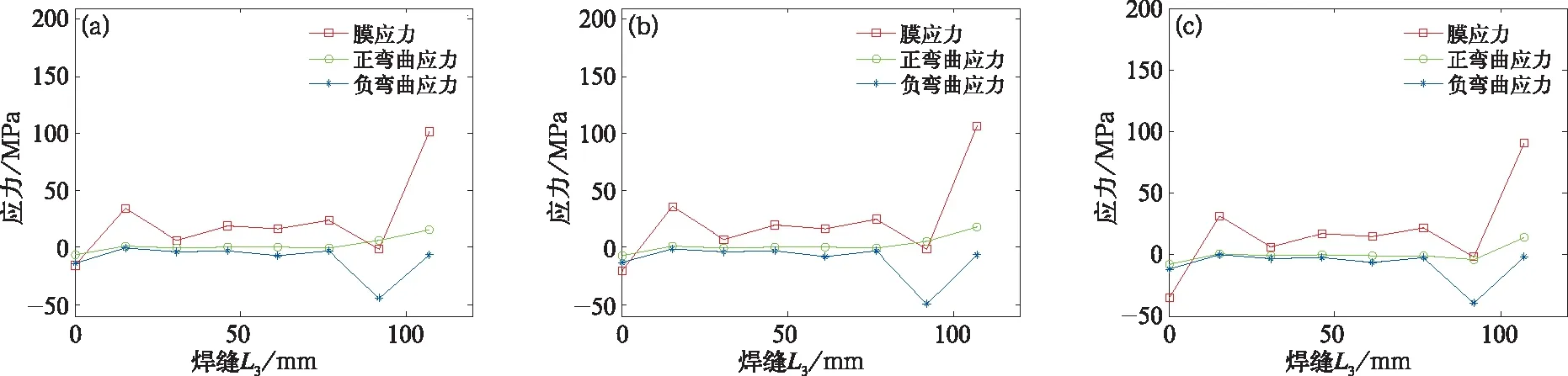
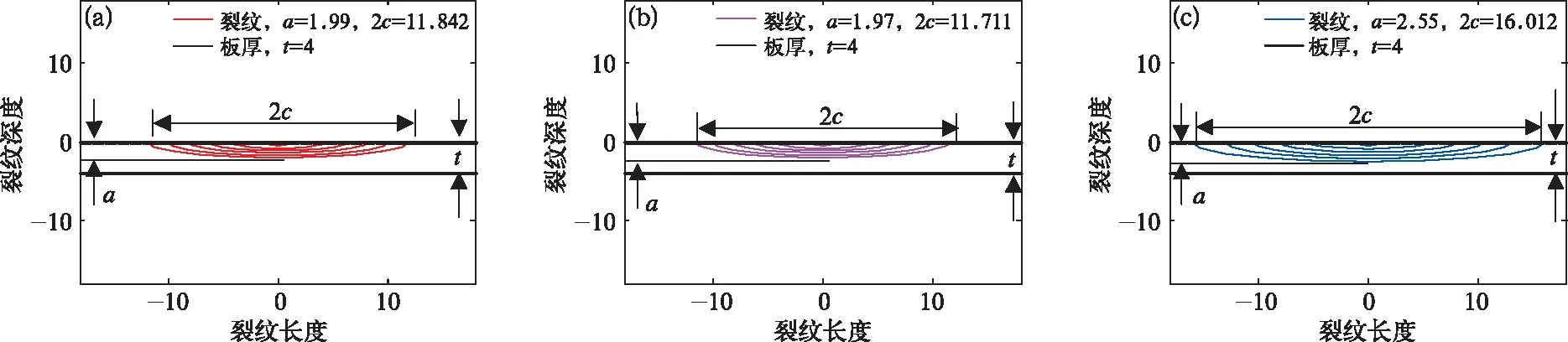
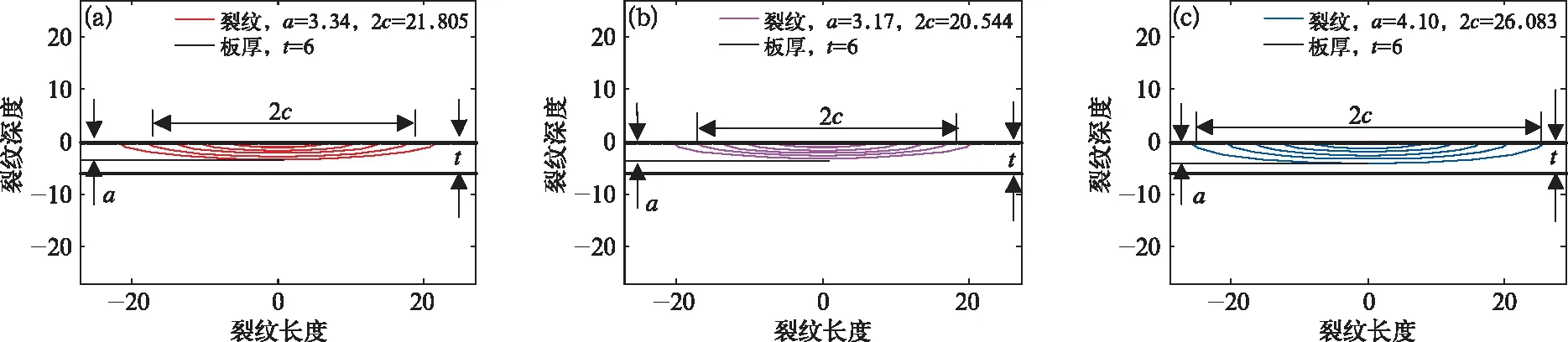
材料牌號所用部位屈服強度/MPa拉伸強度/MPaQ355GNH車體骨架t≤25 mm355t≤1634516 圖3 Haigh曲線圖 基于應力的安全因子定義如式(12) (12) 車體結構的焊縫類型主要有兩種,分別是T型C級和對接B級焊接接頭,圖5和圖6分別給出了直線行駛工況組合G1的兩種接頭疲勞分析結果(由于篇幅限制,G2和G3組合結果與G1類似,不再累述)。 圖4 DVS 1612標準中S355材料不同 等級焊縫的許用疲勞強度 圖5 G1組合工況T型接頭安全因子 通過名義應力法分析,安全因子相對較小的薄弱焊縫主要有2處:司機室前支撐梁與端墻焊接處,焊縫兩條,簡單定義為L1和L2;底架二系彈簧座焊接處,焊縫4條,簡單定義為L3、L4、L5和L6。由于結構和疲勞載荷都具有對稱性,故只需研究焊縫L1和L3在工況組合G1、G2和G3下的受力特點,見圖7。 圖6 G1組合工況對接接頭安全因子 圖7 薄弱焊縫分布圖 焊接接頭的疲勞破壞模式主要有2種:第1種破壞模式是焊縫附近沿板的厚度方向的破壞模式,起始于焊趾;第2種破壞模式是焊縫破壞,它的疲勞破壞根據初始缺陷和突出載荷形式有的起始于焊根,有的起始于焊縫,最后穿透焊縫。而焊縫破壞可以通過設計適當的焊接尺寸和使用適當的焊接工藝予以避免[28],所以焊接接頭的疲勞破壞以焊趾開裂為主。就焊趾開裂而言名義應力是不考慮局部細節的整體應力,而熱點應力的實質是焊趾處表面的局部應力。但從斷裂力學的角度看,控制焊縫裂紋擴展速度的應力不僅僅是焊趾處表面應力,而是從焊趾開始板材的垂直截面上的全部應力的分布狀態。 結構應力基于自由體的切面法,采用有限元輸出的節點力和彎矩直接計算獲得的。圖8給出了外力作用下焊趾截面上沿厚度方向上的應力分布,這個應力分布因含有缺口應力而呈現出高度非線性。將這個高度非線性的應力進行分解:第1部分只與外力有關,被稱為結構應力;第2部分是去掉第1部分而余下的自平衡應力,被稱為缺口應力。這里忽略了剪切應力,原因是它對裂紋開裂的貢獻很小,如果剪切應力不能被忽略,那將是多軸疲勞問題。 圖8 截面內的應力分解示意圖 在給定板厚以后,截面內均勻分布的膜應力可以按照式(13)計算: (13) 而截面內的彎曲應力可以按照式(14)計算: (14) 結構應力即為膜應力和彎曲應力之和: (15) 式中:fy和mx分別是線力和線彎矩,是指焊線單位長度上的力與力矩。這里的焊線指焊接結構最薄弱的地方焊趾熱影響區。結構應力法將整體坐標系下的節點力和節點力矩轉化為以焊線和板厚為控制參量的局部坐標系下的節點力和節點力矩,并最終基于力和力矩平衡方程轉化為線力和線彎矩,見圖9。也正是因為如此,結構應力成為焊趾處裂紋擴展的主要驅動應力,能精確的計算焊趾表面裂紋的應力強度因子。 圖9 焊線和節點局部坐標定義 局部節點力和線力轉換矩陣方程(局部節點力矩和線距轉換矩陣方程表達形式相同): (16) 通過疲勞軟件Fe-safe 6.4提取每條焊縫在各個工況下節點的膜應力和彎曲應力。在每個工況組合中,將所有工況中節點的最大膜應力和最大彎曲應力作為節點在這個工況組合下的膜應力和彎曲應力。焊縫L1在組合工況G1、G2和G3下的膜應力和彎曲應力如圖10所示;焊縫L3在組合工況G1、G2和G3下的膜應力和彎曲應力如圖11所示。 通過以上討論,如果發現結構已有裂紋存在,并能通過磁粉探傷確定裂紋尺寸,那么便能根據裂紋局部受力特點分析裂紋擴展過程,估算裂紋擴展壽命,即剩余壽命。 假定焊縫L1和L3已產生有半橢圓表面裂紋,裂紋尺寸a=0.5 mm,c=1 mm。對于同時承受膜應力和彎曲應力的焊趾處半橢圓表面裂紋,BS 7910給出了詳細的裂紋深度方向端點A和長度方向端點C應力強度因子計算公式。文中只考慮I型裂紋在承受主應力(區別于殘余應力和預緊力等與外載荷無關的次應力)時的應力強度因子見式(17) 圖10 焊縫L1在組合工況G1、G2和G3下的膜應力和彎曲應力 圖11 焊縫L3在組合工況G1、G2和G3下的膜應力和彎曲應力 (17) 式中Pm和Pb為膜應力和彎曲應力;Mm和Mb分別為在膜應力和彎曲應力下的應力強度放大因子;Mkm和Mkb為裂紋位于焊趾處時應力強度修正因子。修正系數在裂紋邊緣不同點具有不同的值,因此能準確的反映裂紋邊緣任一點的擴展速率,具有代表性的是A和C兩點,計算結果見表2,焊縫擴展過程見圖12,圖13。 表2 計算結果 圖12 焊縫L1的初始裂紋在組合工況G1、G2和G3下的擴展過程 圖13 焊縫L3的初始裂紋在組合工況G1、G2和G3下的擴展過程 應用MATLAB把應力強度因子計算公式和裂紋擴展增量方程封裝,將初始裂紋尺寸、材料疲勞參數和結構應力作為輸入條件,進行迭代計算。當A點或C點應力強度因子達到材料的臨界應力強度因子,循環終止,輸出最終壽命N。 通過計算可知: (1)假定初始裂紋尺寸a=0.5 mm、c=1 mm,在標準直線行駛工況組合、過曲線工況組合和啟動制動工況組合下,L1焊縫(4 mm厚)的剩余壽命分別為6.7萬次、6.6萬次和22.4萬次;L3焊縫(6 mm厚)的剩余壽命分別為24.5萬次、19.2萬次和91.2萬次,都遠小于設計壽命1 000萬次。 (2)從裂紋擴展過程來看,裂紋長度方向端點擴展較快并首先達到材料的臨界應力強度因子,此時裂紋擴展深度與厚度的比值為0.5~0.6。 文中采用結構應力法,在斷裂力學的基礎上推導了考慮裂紋擴展增量的焊縫裂紋擴展計算方法,并以復鉸式100%低地板有軌電車為研究對象,對車體結構薄弱位置的焊縫進行了剩余壽命評估。主要得到以下結論: (1)通過計算,具有初始裂紋的焊縫壽命大致在6.6 萬次到91.2萬次,遠小于設計壽命1 000萬次。 (2)裂紋擴展到板厚的0.5~0.6倍時達到裂紋的臨界狀態。 (3)利用考慮裂紋擴展增量的焊縫裂紋擴展計算方法,可對含有初始裂紋的結構進行剩余壽命評估,進而根據計算結果制定相應的維修策略。 為了更準確地描述接頭剩余壽命,可從以下3個方面進行深化:根據列車運行情況測試并編制載荷譜;通過試驗得出焊接接頭熱影響區的疲勞斷裂特性;根據焊接接頭在結構中的特點判斷裂紋類型和臨界斷裂尺寸。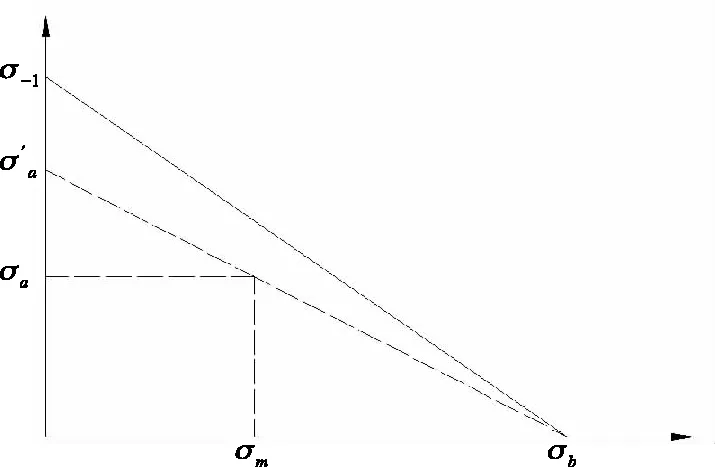

3 結構應力法
4 模擬初始裂紋進行剩余壽命計算

5 結論及展望
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年9期)2015-02-28 18:56:50
