一種橡膠型鋰電池壓敏膠粘帶的研制
2019-03-18 08:46:14邱燕平馮青改尹朝輝
粘接 2019年2期
鐘 宏,邱燕平,馮青改,尹朝輝
(江西中輝新材料有限公司,江西 新余 338000)
鋰電池壓敏膠粘帶主要應用于鋰電池生產過程中電池極耳絕緣保護、電芯外部的正負極引線及電路的絕緣保護及封裝固定、電芯終止端的絕緣固定及防止電解液的滲漏等,因此需要膠粘帶具有適宜的粘性以及能夠在極端鋰電池電解液環境中保持性能穩定。
目前,國內鋰電池壓敏膠粘帶市場仍以聚丙烯酸酯類膠粘帶為主,但由于其性能無法滿足鋰電池對膠粘帶日益提高的性能要求,還具有一定的短板。天然橡膠(NR)的高粘彈性和低極性的特點能夠使壓敏膠性能受到鋰電池電解液影響較小,在電解液中保持優異的性能,因此橡膠型將是鋰電池壓敏膠應用研究的一大熱點。本文以天然橡膠為主要彈性體,通過添加增粘樹脂、交聯劑和防老劑等助劑的方式制得壓敏膠粘帶,并對其性能進行測試,得到耐高溫、耐老化、耐電解液的壓敏膠粘帶。
1 實驗部分
1.1 實驗原料
天然橡膠(NR,煙片膠),一級標膠,市售;松香樹脂01A,工業級,上饒市思楠樹脂有限公司;石油樹脂02A,工業級,樂平市鑫水淼化工有限公司;交聯劑167、交聯劑168,工業級,東莞諾能新能源有限公司;防老劑F014、防老劑F016,工業級;甲苯,工業級,益陽友翊化工有限公司。
耐高溫聚酯薄膜PET(厚度12 μm)、鋁箔,市售。
1.2 實驗儀器
NDJ-5S數顯旋轉式黏度計、KJ-6032型初粘測試儀、KJ-1065B精密電腦式剝離力試驗機、KJ-2010A-72實驗室精密烤箱,東莞市科健檢測儀器有限公司;JM-BL3003型電子天平,諸暨市超澤儀器設備有限公司;G-7C測厚規,日本孔雀;S65三輥研磨機,常州彩寶機械有限公司。
1.3 實驗內容
1.3.1 膠粘帶DG2161制備工藝
將天然橡膠(NR)在開煉機上塑煉一定次數后將其切成小塊,然后用甲苯溶解,并加入增粘樹脂、交聯劑和防老劑等助劑,攪拌均勻并用甲苯調節到所需的黏度和固含量[1],將制備好的膠水涂布在PET膜上(干膠厚度4 μm),在130 ℃的烤箱中烘烤2 min,得鋰電池壓敏膠粘帶DG2161。膠粘帶制備工藝流程如圖1所示。

圖1 膠粘帶制備工藝流程Fig.1 Preparation process of PSA tape
1.3.2 性能測試與表征
(1)固含量:采用稱量法測量,按公式(1)計算固含量:
固含量/%=干膠質量/濕膠質量×100 (1)
(2)黏度:按照GB/T 2794—2013標準,采用旋轉黏度計進行測定。
( 3)180°剝 離 強 度 : 按 照 GB/T 2792—2014標準,采用剝離力試驗機進行測定(剝離速率為300 mm/min)。
(4)耐老化性能:將膠粘帶DG2161在50℃條件下放置7 d進行老化處理,按公式(2)計算剝離強度的變化率:

(5)耐高溫性能:將膠粘帶DG2161粘貼在不銹鋼板上,在規定溫度的恒溫烤箱中烘烤規定時間,再在烤箱中剝開膠粘帶(熱剝)。觀察不銹鋼板上有無殘膠痕跡。
(6)耐電解液性能:將膠粘帶DG2161粘貼在鋁箔上,將其浸泡在鋰電池電解液中,在80 ℃條件下放置3 d,冷卻至室溫后取出鋁箔觀察膠粘帶是否有起翹、脫落現象,再剝開膠帶,觀察膠面是否溶解、鋁箔上有無殘膠。
2 結果與討論
2.1 相對分子質量對壓敏膠黏度及附著力的影響
NR平均分子質量高達100~300萬,如果不經過塑煉,NR膠粘劑會由于黏度過大無法進行涂布[2]。本文以一定濃度NR甲苯溶液黏度作為NR相對分子質量的表征,利用對NR塑煉不同的次數,得到不同分子質量的NR,再分別將不同塑煉次數的NR溶解成10%的甲苯溶液,測試溶液黏度,表征分子質量對性能的影響。本文通過在NR溶液中加入適量增粘樹脂,涂布后進行對粘,用掉膠所需對粘次數表征NR分子質量對其與薄膜的附著力。煉膠次數對壓敏膠黏度及附著力性能影響如表1所示。
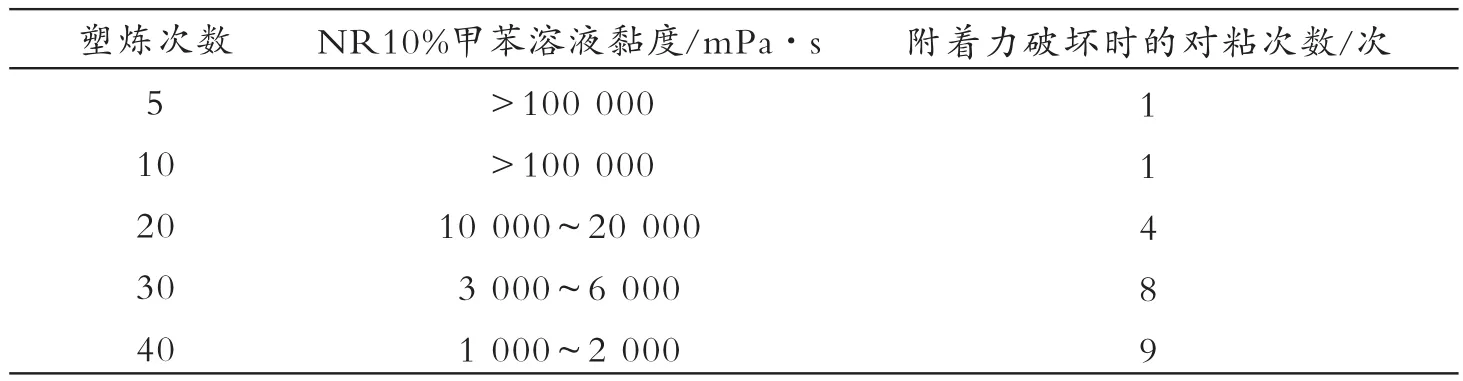
表1 相對分子質量對壓敏膠黏度及附著力性能的影響Tab.1 Effects of relative molecular weight on viscosity and adhesion of PSA
由表1可知,隨著煉膠次數的增加,NR的10%甲苯溶液黏度越來越小,掉膠所需對粘次數越來越多。這是由于塑煉使NR大分子鏈斷裂和降解,塑煉次數越多,NR分子質量越小,則溶液黏度越小。同時分子質量越小,NR分子的流動性越好,提高了其對基材電暈面的潤濕性即物理附著力。但分子質量過小會導致涂布后膠面太軟,收卷時易產生泡斑,影響產品的外觀。綜合考慮,NR煉膠次數為30次最為適宜。
2.2 增粘樹脂用量對壓敏膠剝離強度的影響
增粘樹脂是橡膠型壓敏膠中除主體橡膠彈性體外的另一個最重要成分,正是由于在橡膠彈性體中混入了增粘樹脂才使得膠粘劑對被粘材料有較好的初粘性和剝離強度[3]。本文選用松香樹脂01A和石油樹脂02A作為增粘樹脂。在其他條件不變的情況下,使增粘樹脂總用量為橡膠總用量的0%~100%,增粘樹脂用量對壓敏膠剝離強度影響如表2所示。
由表2可知,隨著增粘樹脂用量的增加,壓敏膠粘帶的剝離力也越來越大。但當增粘樹脂用量大于等于80%時,膠面發脆,無法測試其剝離力,這是因為在橡膠壓敏膠體系中,橡膠主要表現出彈性,增粘樹脂表現為脆性,通過溶解共混后整個體系才具有粘彈的特性。由于增粘樹脂的軟化點一般為5~150 ℃,隨著增粘樹脂用量的增加,壓敏膠的玻璃化轉變溫度(Tg) 會逐漸上升,加入量過大會導致壓敏膠從原來的高彈態轉變為玻璃態,失去粘彈性[4]。目前市場上鋰電池壓敏膠粘帶通用剝離力有2個,分別為2.5 N/25 mm和4.5 N/25 mm左右,其中2.5 N/25 mm左右的用量更大,原因是其力相對輕,便于在自動化設備上使用。綜合考慮,增粘樹脂用量為40%最為適宜。
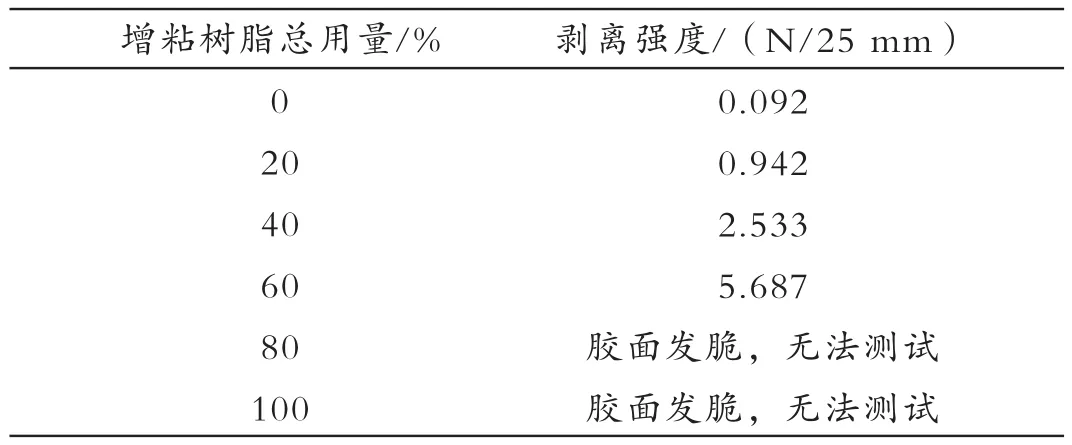
表2 增粘樹脂用量對壓敏膠剝離強度的影響Tab.2 Effect of tackifier resin amount on peeling strength of PAS
2.3 交聯劑用量對壓敏膠耐溫與耐電解液性能的影響
本文NR彈性體的交聯方式是將交聯劑加入到彈性體中,由于NR的分子結構中含有大量的不飽和碳碳雙鍵,能夠與交聯劑產生交聯反應,改變體系的分子結構,從而改善壓敏膠的耐溫和耐電解液性能[5]。在其他條件不變的情況下,使交聯劑167、168的總用量為橡膠總用量的0%~5%,交聯劑用量對壓敏膠耐溫與耐電解液性能影響如表3所示。
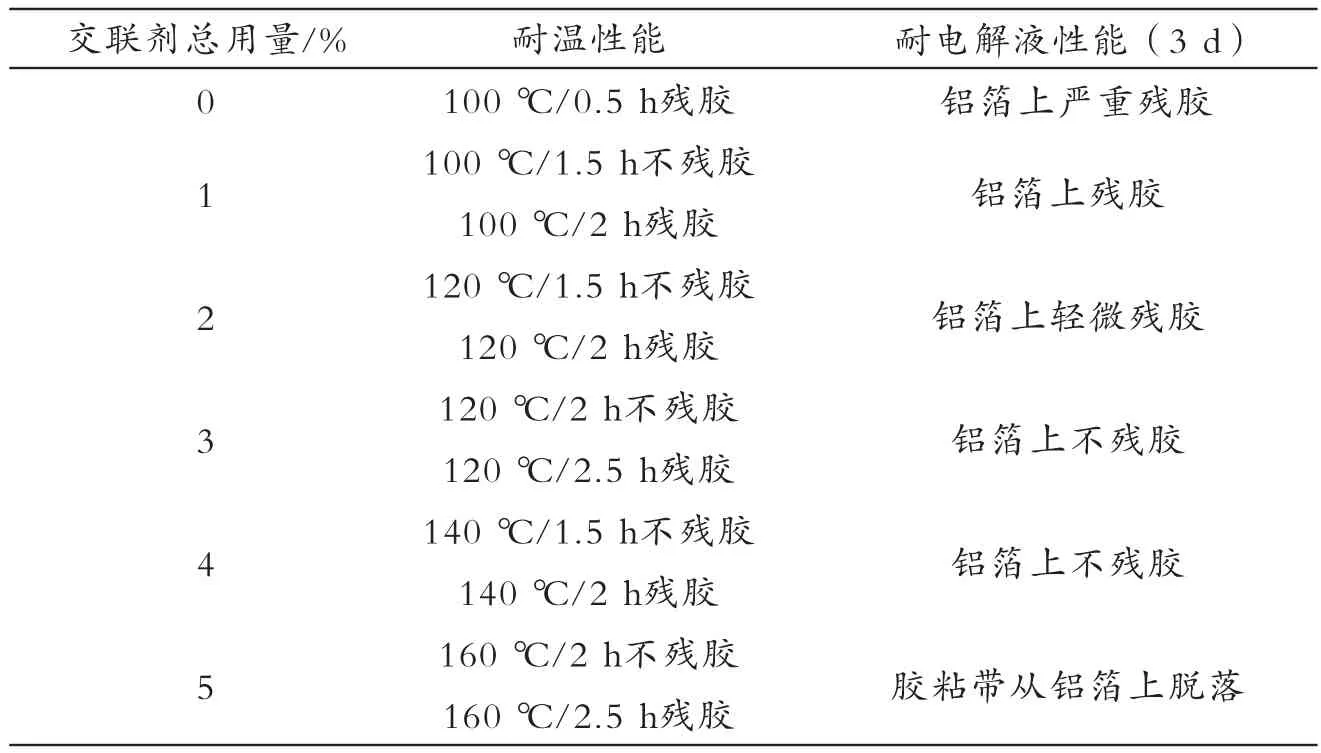
表3 交聯劑用量對壓敏膠耐溫與耐電解液性能的影響Tab.3 Effect of cross-linking agent amount on adhesive resitances to temperature and electrolyte
由表3可知,隨著交聯劑用量的增加,壓敏膠粘帶的耐溫性能越來越好,耐電解液性能先變好再變差。這是由于交聯劑能夠使聚合物分子間發生交聯反應,交聯劑用量的增加,壓敏膠的內聚強度隨之提高,耐溫性能也隨之提高,但當交聯劑用量超過一定用量時,聚合物交聯密度升高,玻璃化溫度變高,常溫下的貯能模量和損耗模量提高,和增粘樹脂的原因類似,壓敏膠的粘彈性降低[6],使其對鋁箔的附著力降低,從而導致壓敏膠粘帶的耐電解液性能下降。目前市場上對鋰電池壓敏膠粘帶耐溫要求一般為120 ℃/2 h以上,對耐電解液要求不一,一般為4~8 h,綜合考慮,交聯劑用量為3%最為適宜。
2.4 防老劑用量對壓敏膠耐老化性能的影響
橡膠型壓敏膠粘劑及其制品在貯存和使用過程中會受到氧、光、熱等因素的作用發生老化,使其性能逐漸下降,失去使用價值。本文通過添加防老劑F014、F016的方式防止壓敏膠老化,在其他條件不變的情況下,使防老劑的總用量為橡膠總用量的0%~12%,防老劑用量對壓敏膠耐老化性能影響如表4所示。
由表4可知,隨著防老劑用量的增加,壓敏膠的耐老化性能越來越好,但是膠粘帶的外觀逐漸變差。其機理是因為NR老化產生的自由基會進一步引起NR大分子鏈的斷裂和降解,使得壓敏膠的內聚力下降,導致膠粘帶發黏,防老劑的使用可以防止NR發生自由基反應,使NR的內部結構處于穩定狀態,抑制NR出現老化現象[7]。綜合產品所需性能,防老劑總用量為6%最為適宜。
3 結語
壓 敏 膠 粘 帶DG2161以12 μm的PET為 基材,材料薄且強度好,耐腐蝕,粘著力合適,能夠長期在電解液中浸泡不脫落、不溶解,具體如下:
(1)以100份塑煉30次的天然橡膠為彈性體,40份松香樹脂01A和石油樹脂02A為增粘樹脂,3份交聯劑167、168為交聯劑,6份F014、F016為防老劑,制備的鋰電池壓敏膠粘帶DG2161綜合性能最好。
(2)壓敏膠粘帶DG2161剝離力為2~3 N/25 mm,耐溫120 ℃/2 h不殘膠,耐電解液80 ℃/3 d力不變、不脫膠。
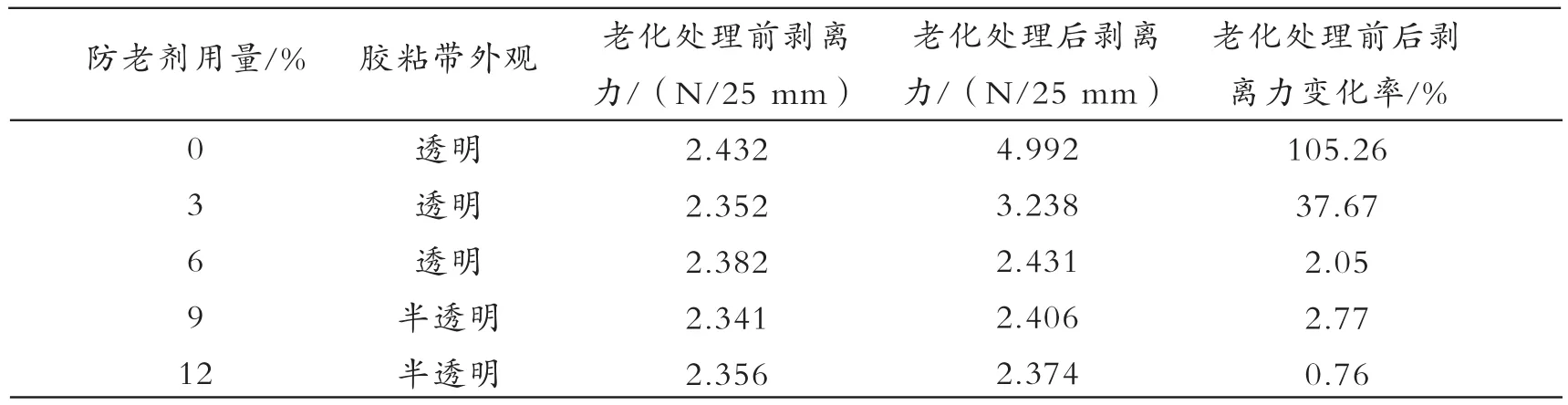
表4 防老劑用量對壓敏膠耐老化性能的影響Tab.4 Effect of anti-aging agent amount on aging-resistance performance of PSA