光纖慣組調測試自動化技術研究
2019-03-20 06:38:58劉浩陶鈞
航天制造技術 2019年1期
關鍵詞:數據處理
劉 浩 陶 鈞
光纖慣組調測試自動化技術研究
劉 浩 陶 鈞
(北京航天時代光電科技有限公司,北京 100094)
針對光纖慣組批量生產中調測試環節技術難度大、操作復雜、生產效率低等瓶頸問題,采用試驗設備自動控制、產品數據自動處理以及調測試流程無縫鏈接等技術,實現了調測試從試驗操作到數據處理直至報告生成的全流程一鍵觸發式自動化,大幅提升了調測試效率、過程可靠性和質量一致性。
光纖慣組;調測試;自動化;數據處理

1 引言
光纖慣組(即光纖陀螺捷聯慣性測量組合)作為一種新型慣測裝置,是慣性測量設備發展的一個重要方向。隨著光纖慣組在彈、箭、星、船等領域成功應用,多個型號產品陸續進入設計定型階段,光纖慣組正快速走向批量生產。如何進一步提升光纖慣組的批產能力,使之更好地為國防建設服務已成為亟待解決的工藝瓶頸問題[1]。
光纖慣組產品屬精密儀器,具有精度指標多、調測試難度大、過程復雜、耗時長等特點[2],調測試環節的生產能力不足,成為嚴重制約整個光纖慣組生產能力提升的瓶頸,產能壓力非常大。經過分析,光纖慣組調測試流程主要有以下兩點問題:測試項目多、操作復雜且多為手動操作,測試效率低,對工人技能要求高,崗前培訓時間長;數據處理為手動方式,且步驟多,對工人技能要求高,耗費時間特別長。
針對上述問題,該研究通過對試驗設備的遠控、數據自動處理以及軟件無縫鏈接等技術,實現了光纖慣組調測試從試驗操作到數據處理再到測試報告生成的全過程一鍵觸發式自動化,有效提升了光纖慣組調測試過程的自動化水平,提高了該環節生產效率和質量可靠性。
2 調測試流程分析
光纖慣組生產經過裝配、調測試、檢驗、交付四個環節,其中調測試環節占時間比重較大,是交付前的重要環節。調測試流程主要由調測試試驗操作和原始數據處理分析兩大部分組成。
2.1 調測試試驗過程
調測試環節涵蓋了環境適應性缺陷剔除、誤差建模與標定、模擬使用條件下性能測試等項目,用以剔除光纖慣組早期故障,釋放其應力,大幅提高產品使用精度,全面驗證產品各項性能指標等[3]。該過程將實現產品整體性能提升,是提高各類光纖慣組整體性能水平的重要手段,同時還為交付驗收工作提供數據支撐。
光纖慣組典型調測試流程涉及20余個試驗項目,含位置測試、速率測試、溫度測試等單線程操作測試,及溫度速率、溫度位置等多線程操作測試[1]。這些項目全是手動操作,需要工人在某段時間內反復操作溫箱、轉臺、工控機、數據采集裝置等測試設備[4]。因為試驗周期長,操作對象多,操作精度要求嚴格,工人操作時往往手忙腳亂,難以精確控制,造成調測試失誤。
以某型慣組為例,其溫度模型標定試驗需在5個溫度點下進行六位置測試,慣組現有調測試方法為工人適時查看溫箱溫度,到溫后,手動翻轉產品,并操作電源、數據采集裝置、軟件來記錄產品數據,一個溫度操作完畢再進行下一溫度點的相同測試。在15h的測試周期中,共需180次鼠標點擊操作、120次開關設備及30余次溫度查看,操作流程繁復,對工人精力和職業素質提出了較高要求。
若想將工人從繁重的操作中解脫出來,避免人為因素造成的失誤,且降低公司的人力成本,首先需要將人為操作的設備進行自動化控制:速率轉臺、溫度試驗箱、一次電源的遠程自動控制。
2.2 原始數據處理
慣組的數據處理工作位于試驗操作結束后,是試驗過程的重要組成部分,包含數據調用、數值計算、結果分析和記錄等步驟。現有的數據處理為手動方式,且步驟多,對工人技能要求高,耗費時間長。
一方面,目前的數值計算步驟操作繁瑣。在慣組數值計算過程中,各測試項目的數據處理程序往往由多個Matlab子函數組成,其操作過程復雜。操作人員需先將數據的存儲路徑添加到Matlab的當前工作路徑,然后將數據進行載入操作,再調用相應試驗數據處理用的函數,并設置參數,最終完成試驗數據的計算與分析。這一系列操作貫穿于各個項目的測試過程中,用于查看測試中產品的性能指標。
另一方面,現有的結果記錄方式工作強度大,效率低下。試驗結果的記錄方式是將上述一系列數據調用、計算、分析得到的結果,按指定要求寫入試驗記錄本、數據包或測試報告,每套產品測試中該步驟往往重復數百次。
此外,原模式下,部分難度大項目的數據處理工作根本無法由工人完成。以某型慣組數據處理工作為例,對光纖陀螺分段補償和標定系數回讀操作進行說明。光纖陀螺分段補償操作難度高。為滿足技術指標要求,慣組采用某種補償算法建立光纖陀螺的誤差模型,其補償前后模擬輸出如圖1所示。
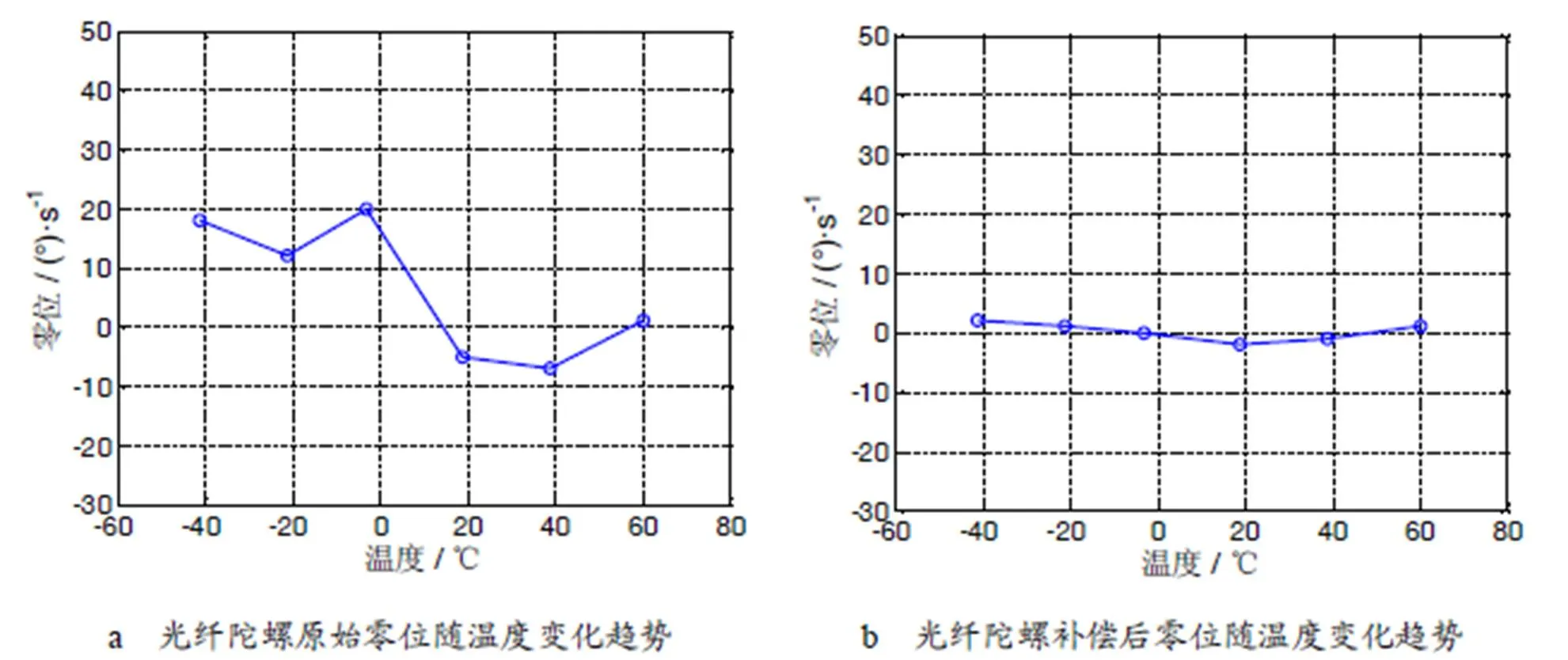
圖1 光纖陀螺補償前后輸出對比
原狀態下,該補償工作完全由技術人員負責,一名熟練技術人員完成一套慣組的補償工作需5~6h左右(分多次完成)。其難點除由多個Matlab函數文件組成、操作較復雜外,補償時還需對分段點進行人為判斷、對殘差進行甄選等操作。
綜上所述,數據處理的自動化改進是測試全過程自動化技術的重要組成部分;數據處理自動化程度的高低也將是測試全過程自動化程度高低的一個衡量部分。根據光纖慣組原狀態下的數據處理方式,其自動化對象包括試驗數據的計算分析與判讀、補償系數的計算整合與模擬補償。
數據處理結束后,需要將計算得到的結果手動填入報告中進行歸檔。整個測試階段結束。原狀態下的測試、數據處理與試驗結果的記錄是各自獨立的工作流程,即測試完畢后需要單獨打開數據處理軟件,加載數據路徑,手動輸入命令進行處理,將處理結果手工抄錄到記錄本或錄入到電子文檔中。
上述工作在一個試驗項目中重復多次。操作復雜、效率低下、記錄不易保存,為了解決這個問題,需要進行測試、數據處理、生成報告無縫鏈接技術研究,使整個過程一鍵觸發,脫離手動操作模式,提高效率,避免人工失誤。
3 調測試自動化技術方案
由上述可知,實現光纖慣組調測試自動化主要從三個方面入手,即試驗操作、數據分析處理以及編寫測試報告。本方案為實現上述三方面的全程自動化,開展了三項技術研究(圖2)。
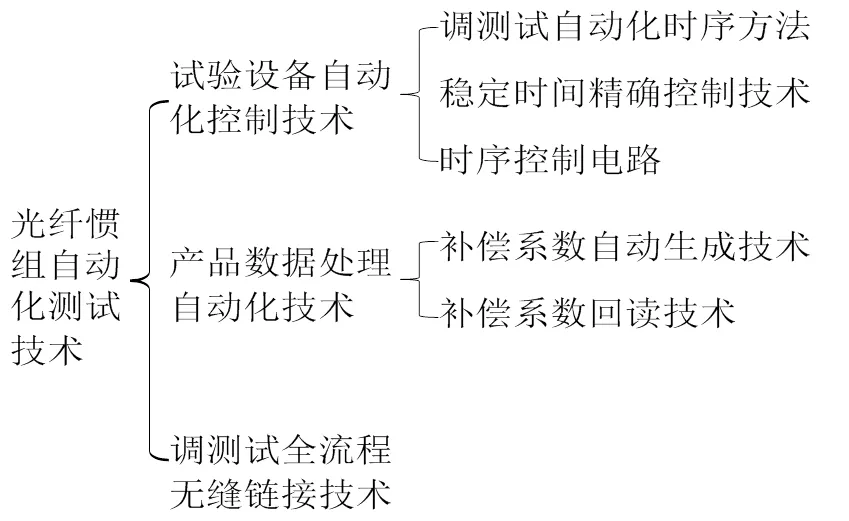
圖2 自動化技術分解圖
3.1 試驗設備自動化控制技術
3.1.1 調測試自動化時序方法
光纖慣組調測試過程中,組成部分包括溫箱、轉臺、電源和產品,所有的調測試項目圍繞這四部分展開。換言之,如果將不同的調測試項目進行高度概括,提取一個最大包絡[5],既要控制溫箱又要控制轉臺,同時要擇取適當時機開啟或關閉電源,還要采集產品數據的試驗類型。研究自動化時序的關鍵在于要考慮到所有的可能情況,例如溫箱和轉臺有可能只需要控制其中任意一個設備,也有可能兩個設備都不需要。所以提煉出測試時序的關節點是關鍵。
a. 應用的先后關系
根據分析,在調測試流程的最大包絡中,應用的先后關系是溫箱為第一層,轉臺為第二層;即在溫箱提供的溫度環境下,控制轉臺提供標準角速率。
b. 溫箱控制關節點
分析人工操作時對溫箱進行的各種控制,提煉出溫箱控制的關節點,包括溫度段數、每段的目標溫度、每段溫變率、保溫時間等。
c. 轉臺控制關節點
分析人工操作時對轉臺進行的各種控制,提煉出轉臺控制的關節點,包括控制模式、目標值(目標角度或速率)、角速度或加速度、旋轉方向、是否進行軸向分類等。
d. 電源開啟的關節點
電源開啟的關節點是開啟時機,根據對測試流程的分析,該關節點應存在于整個流程中的任意位置;即在整個自動化時序中,任意一個位置都有可能插入電源開啟的功能。
e. 產品數據采集的關節點
根據測試工藝流程分析,數據采集的關節點包括是否采集數據、數據采集間隔、數據采集長度、開始采集時機、是否試通電、是否根據溫度值結束、是否開啟新的文檔、存儲數據的路徑、是否數據處理、是否返回路徑參數等一系列關節點。
根據上述提煉出的關節點,編寫自動化測試軟件,將其中時序以上述關節點進行描述[7],其中電源控制和數據采集控制關節點可以隨意安置在時序的任意位置,實現自動化測試的多線程協同作業。根據不同的型號需求可以更改工藝參數,自動化功能、流程及測試界面隨之更改。
3.1.2 穩定時間精確控制技術
速率穩定時間精確控制技術就是使每個速率點的穩定時間自適應,即通過判斷轉臺反饋的實測速率值,是否穩定且滿足技術要求。經分析單個速率點運行步驟,各速率點的初步穩定時間為=T+nT,T是最短的速率轉換時間值,T是監測控制柜反饋轉臺實時速率的時間間隔,即發送速率值命令T時間后,以T的時間間隔查詢轉臺是否穩定且滿足要求。
由于轉臺是閉環控制系統,在初步達到設定速率值后會出現過沖現象,有必要在控制柜反饋實測值滿足要求的下一時刻再次對實測值進行判定[8],當(T+nT)和(T+(+1)T)控制柜實測值均滿足技術要求,開始慣組數據采集。
溫度穩定時間精確控制技術的概念與速率類似,是使每個溫度點的穩定時間自適應,即通過判斷溫箱反饋的實測溫度值,是否穩定且滿足技術要求。經對單個溫度點運行步驟分解剖析,這個技術涉及的關鍵指標是溫度查詢頻率,該頻率值與溫箱設置的目標溫度和慣組實時測量溫度之差成反向關系,即溫差越小時查詢頻率高,直至慣組實測溫度滿足要求。
將上述算法嵌入到自動化測試軟件中,在軟件每次向溫箱、轉臺發送控制指令后即進行返回值讀取,并帶入上述公式運算,至狀態穩定后,再進行下一步時序的控制操作,經驗證,該技術保證了測試精度。
3.1.3 時序控制電路
研制時序控制電路作為測試關節點的控制端口,以達到控制產品自動通斷電的目的。
時序控制電路可實現4套光纖慣組的獨立控制,其通道數不少于4個,為確保測試人員可檢測裝置的工作狀態,各通道均應分別具備啟動和工作指示燈。在時序控制電路的控制模式方面,既可實現獨立分離通斷電控制功能,也可工作于多套慣組供電的同步通斷控制模式。響應時間是時序控制電路的關鍵指標,該時間直接決定設備速率或溫度值準備好后開始慣組數據采集的反應速度,根據溫度試驗的要求,該值一般不大于0.5s。在理想狀態下,時序控制電路中各通道阻抗的指標應盡可能小,但實際電路中受物理條件影響該值無法避免,一般阻抗控制在不大于0.1Ω。
3.2 產品數據處理自動化技術
3.2.1 補償系數自動生成技術
首先在Matlab中將產品各路儀表的輸出與變化量(例如產品溫度值、標準速率、標準加速度輸入值)自動按照最小二乘法進行擬合,得出補償系數并進行整合;然后,利用Matlab與文本文件的鏈接技術,將補償系數置入到程序文件中的相應位置,如圖3所示;最后將程序文件直接自動編譯并鏈接生成可直接寫進慣組的二進制文件。
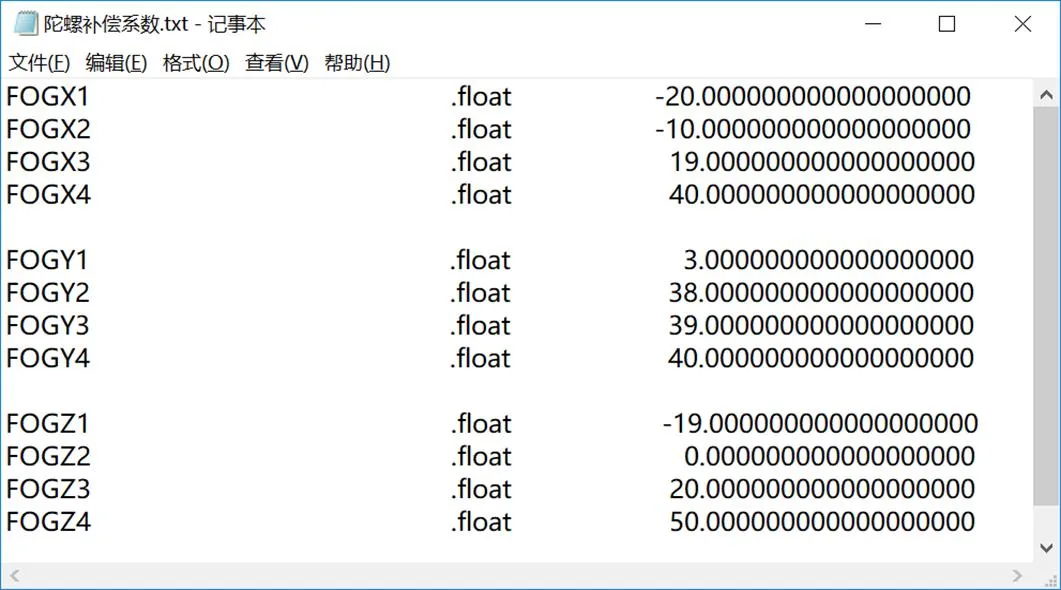
圖3 補償系數置入程序文件
針對需要人工分段的擬合方式,采用聚類算法識別出所有分段點并根據殘差最優法得到最佳分段點并得到對應的模型系數,具體算法為:首先計算相鄰溫度點確定的-1個直線斜率,再通過均值聚類算法將-1個斜率分為類并記錄各斜率的索引值,然后按順序將相鄰的分屬不同類別的斜率索引值作為可能的分段索引,得到可能的溫度分段點,再采用遍歷方式將所有可能的溫度分段點進行組合,然后使用一階擬合方式得到擬合值并計算殘差,最后通過尋找最小殘差的方法得到最優溫度分段點并計算慣組的溫度模型系數。
與此同時,數據處理程序將自動使用計算出的數學模型補償系數對數據的原始輸出進行補償結果仿真,自動查看該系數的正確性。
3.2.2 補償系數回讀技術
當計算常溫速率數學模型的補償系數時,需要將溫度數學模型系數再一次計算;當計算小速率數學模型的補償系數時需要將常溫速率和溫度的數學模型補償系數都再一次計算。這是一個必要但卻冗繁的過程。
針對這一過程的必要性,自動化改進應保留其作用;針對這一過程的冗繁性,自動化改進需要省去重復計算的過程。補償系數回讀技術將會很好地實現這一目標。
首先,溫度數學模型系數自動計算完成后,數據處理軟件將自動把計算得出的模型系數和對應的產品編號按照陣列的方式存儲在特定的位置;然后,在常溫速率數學模型系數計算時,數據處理程序將首先自動到特定位置回讀該套產品的溫度模型系數,比對產品編號無誤后,直接用于常溫速率補償系數的計算,并將計算得出的模型系數和對應的產品編號按照陣列的方式存儲在特定的位置;最后,在小速率數學模型系數計算時,數據處理程序將首先自動到特定位置回讀該套產品的常溫速率模型系數(此時已經包含溫度模型補償系數),比對產品編號無誤后,直接用于常溫速率補償系數的計算。
上述兩項復雜數據處理和補償算法,將直接被測試系統調用。當需要人工干預時,該部分算法的軟件也均采用GUI技術制作成交互式操作界面,實現了只需點一下按鈕即可自動完成數據處理的模式。
3.3 調測試全流程無縫鏈接技術
該技術旨在使測試、數據處理、生成報告進行無縫鏈接,達到一鍵觸發,實現從測試到數據處理到生成測試報告(包含各項結果記錄)的全自動化。由于各環節使用過的軟件環境不同,因此該技術的關鍵在于研究各軟件接口參數傳遞技術。
該技術在測試軟件和數據處理軟件之中實現,分為三個模塊:測試軟件與數據處理軟件通訊模塊、數據處理軟件與辦公軟件通訊模塊、數據處理結果置入模塊。
3.3.1 測試軟件與數據處理軟件通訊模塊
該模塊分為兩部分,一部分置于測試軟件中,實現與Matlab等數據處理軟件接口功能。測試軟件有VC++編寫而成,本模塊充分利用VC++配置靈活的優點[6],在試驗項目進行過程中的每一個獨立環節置入是否調用和如何調用數據處理程序的參數,實現在不同的測試時機自動調用相對應的數據處理程序;另一部分置于數據處理軟件中,實現與測試軟件通訊模塊信息傳遞,用于打開數據處理軟件、接收測試軟件信息,將其作為參數運用于數據處理模塊中,實現信息異常等情況提示,即實現測試軟件和數據處理軟件間的自動調用。
3.3.2 數據處理軟件與辦公軟件通訊模塊
該模塊置于數據處理軟件中,實現數據處理軟件(如Matlab等)與辦公軟件間的混合編程,打通其ActiveX接口,使操作工人不需進行任何操作,由軟件內嵌功能實現數據處理軟件和辦公軟件間的無縫鏈接,極大降低測試操作的復雜度。
3.3.3 數據處理結果置入模塊
該模塊將集成結果判斷功能,計算完成后自動打開辦公軟件,并將計算結果置入其中,并針對實際測試情況給出試驗結論,全過程無需操作工人參與。
基于該項技術,光纖慣組調測試實現了從測試到數據處理再到生成測試報告的全過程自動化。如圖4所示。
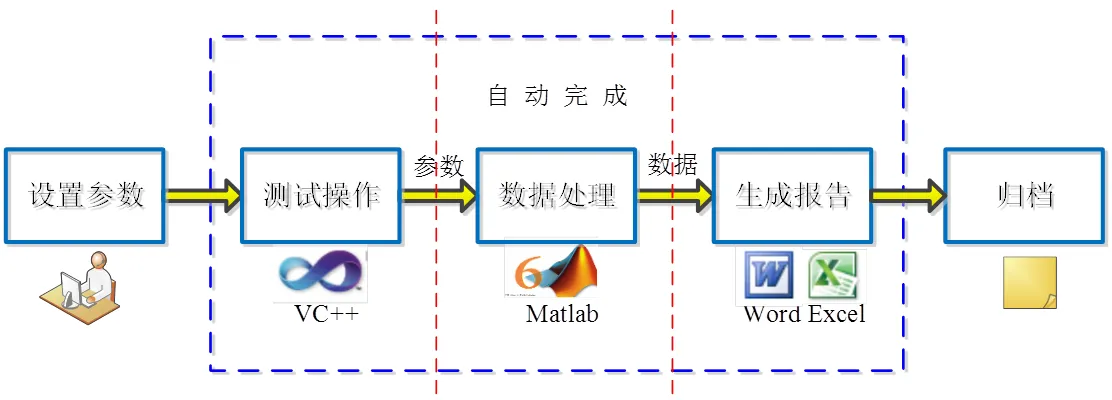
圖4 調測試全過程無縫鏈接示意圖
4 結束語
該技術方案已經成功應用于多個批產型號光纖慣組調測試過程中,有效地降低了調測試技術難度和人為因素的干擾,大幅提升了調測試環節質量一致性和可靠性,將調測試環節生產效率提升了3倍以上。
光纖慣組調測試自動化技術通過對設備自動控制、數據自動處理以及對調測試各流程無縫鏈接等技術的研究,有效解決了光纖慣組調測試過程中試驗和數據分析過程復雜、難度高、依賴技術人員和耗時長等制約批量生產的瓶頸問題,提升了調測試流程的自動化程度和過程的一致性、可靠性。
自動化是產品和工藝標準化、規范化的體現,是保障批量生產成功的基礎。為穩步提升光纖慣組調測試過程的質量和性能,正在進一步加強自動化的基礎上,開展試驗信息管理系統的研制,整套系統建成后將實現試驗任務資源分配方案的智能推薦、調測試系統的管控以及全過程人機料法環測等生產信息的結構化管理和歷史生產數據的關聯分析。
建設自動化、數字化、網絡化甚至智能化的生產線已經成為當今大的趨勢。航天產品有著多品種、小批量、滾動生產的特點,其生產的自動化、數字化、智能化系統或產線需要更多的通用性、策略性考慮,對系統或產線設計者的要求更高。自動化、數字化、智能化的系統或產線將助力航天產品,推動研發和生產進入一種新的模式。
1 王巍. 光纖陀螺慣性系統[M]. 北京:中國宇航出版社,2010
2 王巍. 干涉型光纖陀螺儀技術[M]. 北京:中國宇航出版社,2010
3 時長娥. 干涉型光纖陀螺測試及其隨機誤差補償方法研究[D]. 南京:東南大學,2008
4 劉小衛. 光纖陀螺自動測試系統的研究[D]. 杭州:浙江大學,2008
5 侯俊杰. 深入淺出MFC[M]. 第2版. 武漢:華中科技大學出版社,2001
6 孫鑫. VC++深入詳解[M]. 修訂版. 北京:電子工業出版社,2012
7 譚浩強. C++程序設計[M]. 第2版. 北京:清華大學出版社,2004
8 胡壽松. 自動控制原理[M]. 第5版. 北京:科學出版社,2007
Automatic Debugging and Testing of FOG IMU
Liu Hao Tao Jun
(Beijing Aerospace Times Optoelectronics Technology Co., Ltd., Beijing 100094)
The bottleneck problems of difficulty in operation and complexity in production scheduling of FOG IMU in batch production are effectively solved through the technology including automatic control of test equipment, automatic processing of product data and seamless linking of test process. It realizes the one-key trigger automation of the whole process from test operation to data processing to report generation, and greatly improves the efficiency, process reliability and quality consistency of modeling and testing.
FOG IMU;debugging;automatic;data processing
2018-10-18
劉浩(1987),工程師,測控技術與儀器專業;研究方向:光纖慣組調測試技術、工藝數字化技術。
猜你喜歡
中學生數理化·自主招生(2022年9期)2022-05-30 10:48:04
心理學報(2022年4期)2022-04-12 07:38:02
水泵技術(2021年3期)2021-08-14 02:09:20
電子測試(2018年4期)2018-05-09 07:28:12
當代化工研究(2016年9期)2016-03-20 16:22:13
中國慣性技術學報(2015年1期)2015-12-19 13:12:17
計算機工程(2015年4期)2015-07-05 08:28:04
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:22
聯合國青年技術培訓(2014年7期)2014-04-12 00:00:00
中國質量與標準導報(2014年7期)2014-02-28 22:24:35