基于圖像識(shí)別的智能裝配車間體系研究
2019-03-22 03:22:22查德翔
科技與創(chuàng)新 2019年5期
查德翔
?
基于圖像識(shí)別的智能裝配車間體系研究
查德翔
(重慶理工大學(xué),重慶 400054)
一直以來(lái),零件裝配車間的主要工作內(nèi)容是通過(guò)工人手工完成車間零件裝配的工作,基于圖像識(shí)別技術(shù),設(shè)計(jì)出通過(guò)對(duì)需要裝配零件進(jìn)行圖像采集識(shí)別來(lái)協(xié)助工人裝配的智能裝配車間體系,達(dá)到高效準(zhǔn)確的裝配效果。利用圖像識(shí)別技術(shù)的智能裝配車間體系輔助工人裝配,工人裝配的效率將大大提高,并且降低錯(cuò)誤裝配造成的返工成本。
圖像識(shí)別;智能裝配;車間體系;裝配效率
1 引言
為了提高不能由機(jī)器替代的手工裝配的效率和準(zhǔn)確度,以圖像識(shí)別為基礎(chǔ)的智能裝配體系應(yīng)運(yùn)而生。圖像識(shí)別的最初階段是對(duì)零件信息獲取的階段,通過(guò)傳感器獲取的車間零件信息,然后對(duì)零件信息進(jìn)行識(shí)別和預(yù)處理。為了消除原始圖像的噪聲和畸變,去除無(wú)關(guān)特征而加強(qiáng)有用特征,采用數(shù)字圖像處理的各種方法。為了將圖像識(shí)別技術(shù)更好地融入裝配車間,更好地實(shí)現(xiàn)智能管控,需要一套適應(yīng)于圖像識(shí)別的智能裝配車間體系。
2 圖像識(shí)別的方法和技術(shù)
2.1 圖像識(shí)別的基本框架
圖像識(shí)別流程如圖1所示,圖像主要被用作承載相應(yīng)的信息。人類在獲取信息時(shí)有超過(guò)75%的內(nèi)容都是通過(guò)視覺獲得的[2-3]。

圖1 圖像識(shí)別流程
2.2 圖像預(yù)處理技術(shù)
2.2.1 圖像去噪
對(duì)零件的圖像進(jìn)行處理時(shí),首先需要對(duì)圖像進(jìn)行過(guò)濾,過(guò)濾的過(guò)程就是減少噪聲的過(guò)程,在圖像信息采集的過(guò)程當(dāng)中,難免會(huì)將一些噪聲也收錄進(jìn)圖像當(dāng)中,因此選用中值濾波算法將噪聲過(guò)濾掉,這種處理圖像的方式不僅可以過(guò)濾噪聲,還不會(huì)破壞圖像中的信息,用于處理零件圖像信息非常適合。
2.2.1.1 空間域?yàn)V波
空間域?yàn)V波包含有線性與非線性濾波兩類[4]。前者主要包含一些常見的均值濾波、空域維納濾波,而諸如中值濾波、自適應(yīng)中值濾波等都屬于后者。
2.2.1.2 均值濾波
均值濾波中計(jì)算方法如下:

式(1)中:(,)是中值濾波后的輸出圖像,其主要通過(guò)*陣列表示;是所包含所有像素點(diǎn)個(gè)數(shù)總和;是中心為(,)的鄰域;函數(shù)是輸入內(nèi)容。該方式存在一定的缺陷,其輸出的圖像不夠清晰,并且通過(guò)公式能看出鄰域范圍和圖像清晰度呈反比關(guān)系。
2.2.1.3 中值濾波
在該濾波中,每一個(gè)像素點(diǎn)灰度值與其周圍奇數(shù)個(gè)像素點(diǎn)灰度值所排序的結(jié)果相關(guān),也就是說(shuō)處于排序中央部位像素點(diǎn)來(lái)確定上述像素點(diǎn)的灰度值。通過(guò)這種圖像處理方式可以更好地解決椒鹽噪聲,同時(shí)也能夠?qū)D像邊緣位置的數(shù)據(jù)進(jìn)行保留。以二維中值濾波為例,其表示形式為:
(,)=med[(-,-),(,∈)]. (2)
式(2)中:(,),(,)分別為濾波前后的圖像[5]。頻率域?yàn)V波圖像與噪聲之間的區(qū)別來(lái)將后者去除。通過(guò)空間域轉(zhuǎn)變到頻率域變化,就能夠?qū)崿F(xiàn)頻率域?yàn)V波,如我們常見的傅立葉、Harr、余弦都屬于上述技術(shù)。
2.2.2 灰度圖像二值化
灰度圖像二值化的目的在于將圖像中每個(gè)像素點(diǎn)所具有的各自不同的多種灰度值進(jìn)行重新賦值,重新賦值的結(jié)果為0 或255.如果是0,就劃為背景;如果是255,就劃為目標(biāo)[6]。這樣,一幅圖像就由目標(biāo)和背景構(gòu)成,所包含的數(shù)據(jù)量會(huì)大大減少,無(wú)論識(shí)別結(jié)果如何,都會(huì)減少后續(xù)的圖像識(shí)別所需時(shí)間。
設(shè)(,)、(,)分別是待處理和經(jīng)二值化處理所得灰度圖像,則:
式(3)中:(,)為像素點(diǎn)的坐標(biāo);為閾值。
所以通過(guò)上式可以得出確定的數(shù)值也是進(jìn)行二值化處理過(guò)程重要步驟。增大時(shí),圖像會(huì)放大背景,縮小時(shí),圖像則會(huì)放大目標(biāo)。
3 智能裝配車間體系
3.1 智能裝配執(zhí)行過(guò)程
智能裝配車間體系如圖2所示。智能裝配車間體系由零件傳輸系統(tǒng)、裝配工具系統(tǒng)、圖像采集系統(tǒng)、下位機(jī)系統(tǒng)、上位機(jī)系統(tǒng)組成。零件傳輸系統(tǒng)負(fù)責(zé)將需要安裝零件輸送至智能裝配工作臺(tái),以及裝配結(jié)束后零件的送進(jìn)倉(cāng)儲(chǔ)。裝配工具系統(tǒng)包括裝配工具、裝配零件、一些輔助工具。圖像采集系統(tǒng)為工業(yè)級(jí)別攝像頭。下位機(jī)系統(tǒng)負(fù)責(zé)直接控制工具系統(tǒng)的開關(guān)以及LED燈等,一般為PLC。上位機(jī)系統(tǒng)包括進(jìn)行圖像處理的計(jì)算機(jī),以及面向用戶的交互控制系統(tǒng)。
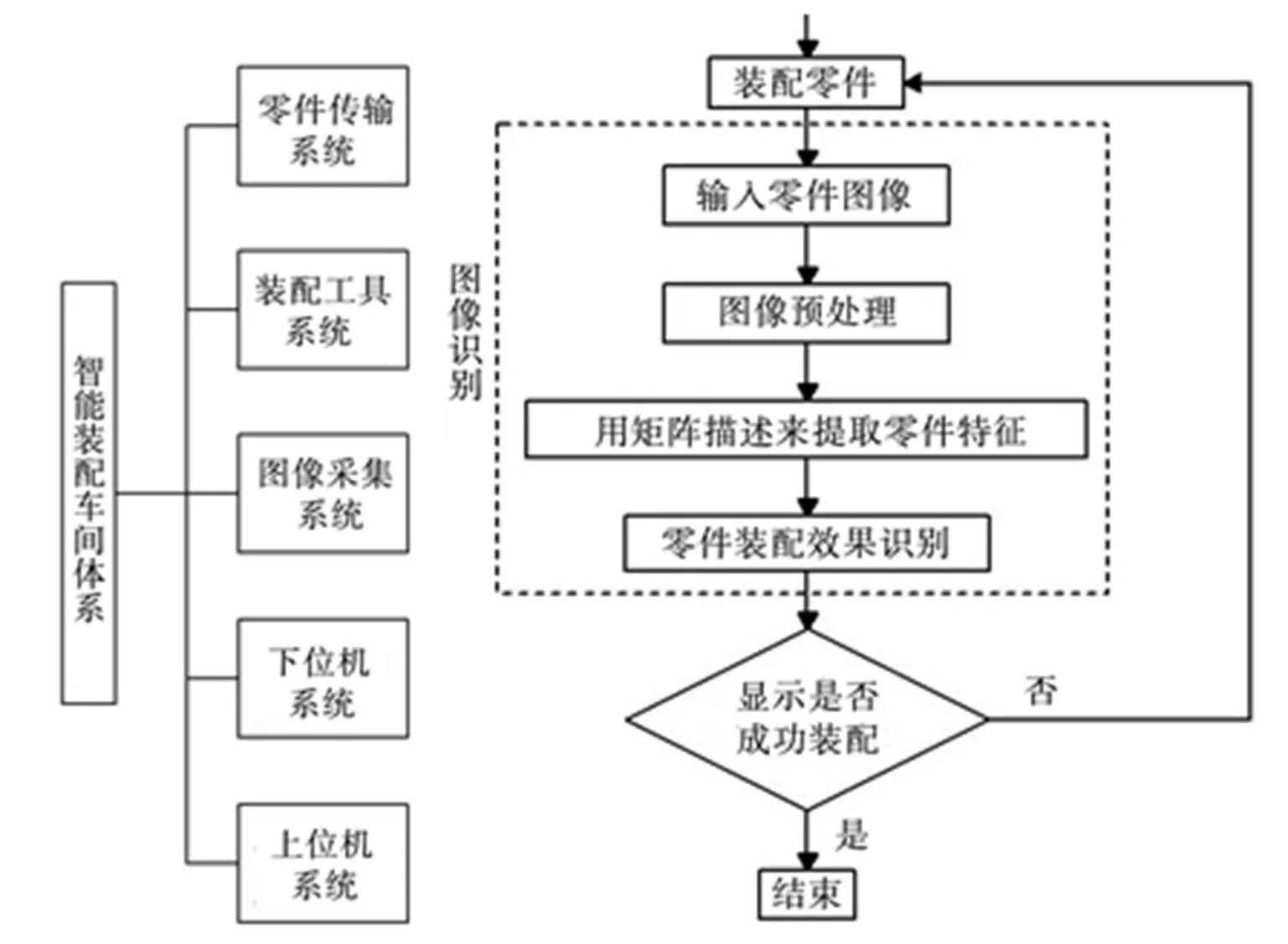
圖2 智能裝配車間體系圖以及圖像識(shí)別檢測(cè)的流程圖
零件傳輸系統(tǒng)負(fù)責(zé)將需要裝配的主要零件傳送至智能裝配工作臺(tái),讓操作工進(jìn)行裝配。進(jìn)入智能裝配臺(tái)之前上位機(jī)接收到拍攝到的圖片,識(shí)別出是哪種需要裝配的零件,此時(shí)傳遞型號(hào)給下位機(jī),讓其按順序啟動(dòng)需要裝配的工具。工人根據(jù)LED燈使用相應(yīng)的裝配工具,此時(shí)零件箱同時(shí)受到下位機(jī)的控制,通過(guò)LED燈按順序顯示所有需要使用的零件位置,工人根據(jù)指示燈取走需要的裝配的零件,按步驟完成所有零件的裝配。
在工人完成裝配后,圖像識(shí)別會(huì)再一次發(fā)揮重要作用。工人將裝配好的組件放置于待檢區(qū),攝像機(jī)拍攝圖片傳給上位機(jī),經(jīng)過(guò)處理之后,上位機(jī)在其數(shù)據(jù)庫(kù)中將實(shí)拍圖片和正確裝配圖片進(jìn)行比對(duì),從而判斷該零件裝配的正確與否。如果滿足裝配成功條件,則在顯示屏上顯示裝配成功,并通過(guò)傳輸系統(tǒng)送入下一個(gè)區(qū)域,或者將其送入倉(cāng)庫(kù)。如果顯示不成功,則在屏幕上顯示裝配失敗,并顯示出哪個(gè)零件的具體部位出現(xiàn)裝配失敗或者不到位。此時(shí)將裝配失敗的組件返回至安裝區(qū),工人取下后檢查并重新裝,安裝完成后重新放入待檢區(qū)待檢。
3.2 智能協(xié)助裝配零件和圖像識(shí)別裝配準(zhǔn)確性
在完成零件圖像信息收集、識(shí)別與處理、特征分類等操作之后,就可以根據(jù)圖像信息設(shè)計(jì)一些操作程序,智能協(xié)助裝配零件,完成智能化零件生產(chǎn)操作。不僅如此,還需加入圖像識(shí)別裝配準(zhǔn)確性的程序,這個(gè)過(guò)程主要是為了監(jiān)督智能化零件生產(chǎn)的過(guò)程,在其出現(xiàn)問(wèn)題的時(shí)候及時(shí)進(jìn)行修正。
4 結(jié)論
圖像識(shí)別現(xiàn)在已廣泛應(yīng)用于我國(guó)的各行各業(yè)中,車間裝配體系也逐漸實(shí)現(xiàn)智能化。本文所提出的智能裝配體系有效地提高了裝配準(zhǔn)確度和效率,為智能化車間體系提出了可靠的整體構(gòu)架。將PLC和圖像識(shí)別等技術(shù)融合進(jìn)裝配車間,使裝配車間的智能化進(jìn)一步提高。
[1]Sonka M,Hlavac V,Boyle R.Image processing,analysis,and machine vision[M].London:Chapman & Hall Computing,1993.
[2]Russ J C.The image processing handbook[M].Boca Raton:CRC press,2015.
[3]Ekstrom M P.Digital image processing techniques[M].Pittsburgh:Academic Press,2012.
[4]孫亮.計(jì)算機(jī)智能化圖像識(shí)別技術(shù)的理論性突破[J].數(shù)字技術(shù)與應(yīng)用,2013(6):106-107.
[5]Singh R,Randhawa N.Automobile Number Plate Recognition And Extraction UsingOptical Character Recognition[J].International Journal of Scientific & TechnologyResearch,2014,3(10).
[6]Lu D.Image recognition system and method:U.S,5031228[P].1991-07-09.
2095-6835(2019)05-0104-02
TP278
A
10.15913/j.cnki.kjycx.2019.05.104
〔編輯:嚴(yán)麗琴〕
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年11期)2021-01-04 00:38:16
印刷工業(yè)(2020年4期)2020-10-27 02:45:52
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國(guó)交通信息化(2017年4期)2017-06-06 07:21:52
能源(2015年8期)2015-05-26 09:15:56
新高考·高一物理(2014年1期)2014-09-18 01:26:07
