新一代運載火箭制造數字化車間的探索和實踐
2019-03-23 06:02:52李維董振義李銳
智能制造 2019年10期
李維 董振義 李銳


一、引言
天津火箭公司作為我國新一代運載火箭產業化基地,隨著型號任務數量逐步增加,資源沖突越來越多、成本控制要求越來越精細,生產模式向“多型號并舉,研制與生產并重,單件和批量并存”進行轉變,傳統的生產管控和人工調度模式已無法滿足新形式下型號任務的需求,如何用信息化手段提升精細化生產管理水平和車間生產效率,成為迫切需要解決的問題。
本文結合TOC管理理論及JIT準時制造管理方法,設計并建立了車間現場層、車間業務層以及智能決策層三層的數字化建設體系,并通過車間MES制造執行系統將其串聯,實現了生產制造流程化、作業計劃智能化、制造過程數據化,推進信息化技術與鈑金制造的深度融合,開啟了公司數字化精益化制造的工作起點。
二、需求分析
鈑金車間作為天津火箭公司基本生產單元,仍采用傳統生產方式進行組織生產,但隨著車間生產任務增多及公司生產模式轉變,導致車間作業計劃可執行性不高,現場響應不及時,車間生產管理模式與實際需求的矛盾日益突出,主要表現為:
1、生產準備管理不透明
在接到生產任務進行生產之前,車間工藝人員需要按照設計圖紙進行工藝準備,物料管理員準備物料,調度員根據工藝規程準備質控卡等生產準備工作,信息的交流和傳遞主要依靠紙質文件和口頭詢問為主,車間管理人員及調度組長很難實時了解生產準備進展。
2、任務安排計劃性不強
車間接收生產處下發的月度計劃,調度員憑經驗進行生產任務拆分,任務調度和任務分派沒有綜合考慮物料齊套、定額工時、人員、設備和場地等約束條件的影響,很難實現車間資源優化配置,導致車間生產計劃性不強。
3、產品制造過程信息不全面
車間仍采用紙質版質控卡和合格證的形式,記錄產品流轉過程及檢驗的結果,信息量非常有限。隨著公司質量管控細化和產品數據管理的要求,需要建立產品制造履歷,以實現對產品加工過程的質量追溯。
三、建設思路
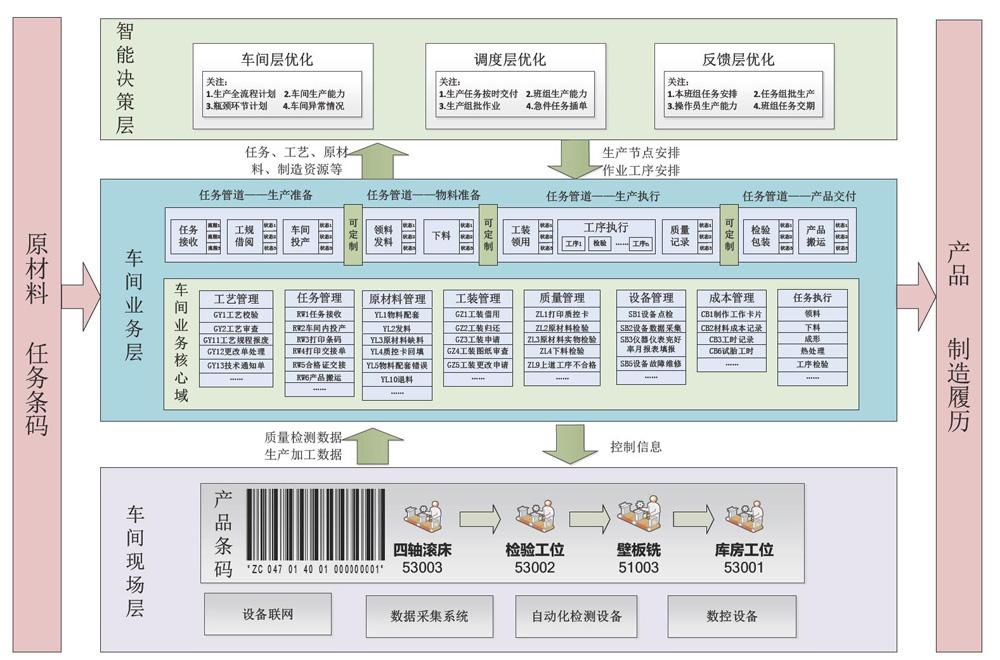
天津火箭公司鈑金車間具有“多品種小批量、研制與生產并重”等離散制造業的生產特點。根據車間生產管理特點,建立了車間現場層、車間業務層以及智能決策層三層的數字化建設體系,并通過車間MES制造執行系統將其串聯和實現。首先,從制造流程和業務領域的角度上建立車間數據模型,將車間每一項生產任務執行過程抽象為一個“任務管理”,其中的每一項需要處理業務抽象為一個“任務管道節點”,形成了以“任務管道”為核心的車間業務層,實現生產全過程的流程化透明化;將制造流程、生產工序進行量化管理,結合五個生產班組的不同生產特點,搭建以車間、調度和反饋三層架構為核心的智能決策層,形成車間“智能大腦”;通過產品條碼和工序條碼,將生產工序、設備加工數據和檢快數據等過程質量數據進行串聯,形成以產品制造履歷為核心的車間現場層。通過車間現場層、車間業務層以及智能決策層三層的數字化建設體系,實現了生產制造流程化、作業計劃智能化和制造過程數據化.系統整體思路架構圖如圖1所示。
四、功能設計
1、基于“任務管道”的制造流程
針對公司產品生產過程的不確定性、制造管理的復雜性,設計開發了以“任務管道”運行為核心的制造過程模型,其核心思想是根據不同生產任務需求構建不同的任務管道,并為其綁定不同的制造節點,在制造執行鏈路執行過程中,可以對制造節點進行調整和觸發異常情況。制造過程模型是產品生產制造過程的抽象,將車間每一項生產任務抽象為一個任務執行管道,管道中包括各種定制的正常節點和異常節點。通過記錄生產任務執行過程中所發生的節點,還原整個生產任務的執行過程,實現生產任務全過程的流程記錄和數據記錄。制造過程模型的原理圖如圖2所示。
制造過程模型中的正常節點和異常節點,來源于車間的業務領域,包括工藝管理、質量管理、工裝管理、設備管理、工具管理、量具管理、原材料管理、成本管理和任務執行等,基本涵蓋車間目前所有的業務,如圖3所示。制造過程模型通過消息總線的方式,與公司各職能處室的領域進行系統集成,將公司的生產管理模式由“處室提要求、車間被動執行反饋”轉變為“處室訂閱車間業務領域的消息,自動接收生產業務數據”新的生產管理模式,如圖4所示。
2、基于TOC的多層級調度優化
面向瓜辦頂蓋、蒙皮壁板、桁條、型材框、板材框和小鈑金件等六類典型鈑金零件的制造全過程,結合五個生產班組的不同生產特點,搭建以車間、調度和反饋三層架構為核心的車間多層級調度優化體系,分別梳理每一層的輸入數據、約束條件和排產結果,生成面向生產車間精細化管理的計劃調度方案,同時整合不同生產班組的反饋數據和調度數據,進行實時動態地協同優化調整,生成高度可執行的計劃調度方案,如圖5所示.
以調度層優化決策為例,在進行車間工序級作業計劃排產功能設計時,根據車間工藝流程及生產執行狀況,結合ToC管理理論,通過計算設備資源在計劃周期內的負荷率,標定熱處理工序及后續需要連續作業的修整工序為整個車間生產的瓶頸環節。在作業計劃進行排產中,以熱處理瓶頸環節為控制節點,瓶頸環節之前采用JIT準時制造為基礎的拉式控制,后續采用推式控制,形成推拉結合的生產計劃及控制的模型。
在系統實現方面,首先通過“牌號”“狀態”“規格”三個字段來判斷待熱處理的產品是否能同爐加工對于緊急件,可以任務插單并立即安排生產,對于非緊急件,則根據任務交付的時間及任務優先級確定可同爐組批的任務,形成節點控制信號,對瓶頸之前的作業工序形成拉動計劃;對于后續工序則根據任務交期及車間生產能力進行排產,如圖6所示。
3、基于條碼與設備加工數據的完工反饋
由于公司零部件任務信息、質量信息、加工過程信息在不同的系統中管理,缺乏一條主線將各類信息進行串聯,因此,首先建立零部件的分類編碼體系,按照產品BOM結構將生產任務編碼與產品編碼進行關聯,對產品實行終身唯一編碼,實現對產品制造全過程進行識別與跟蹤。MES系統在公司產品編碼體系基礎上,形成工序級條碼.基于工序條碼的作業計劃,如圖7所示。
車間生產人員每日領取帶工序條碼的生產任務派工單,在開工與完工時通過工位掃槍掃描任務單上的工序條形碼,同時,MES系統自動調用數據采集服務,采集數控設備的加工參數以及加工視頻等信息,完成工序級作業任務完工反饋,如圖8所示。
五、應用效果
鈑金車間MES系統通過實際應用,總體運行情況良好,取得了以下效果:
(1)消除計劃傳遞中信息斷層,打通科研生產信息主線。MES系統自動獲取車間生產計劃信息,進行生產準備、任務投產、自動排產、任務指派、生產執行及完工反饋等工作,任務準備情況及執行情況將自動傳遞至公司級月度計劃管理系統,實現公司級生產計劃下發、車間生產任務接收、生產準備及執行情況反饋的閉環管理。
(2)將車間制造過程流程化,實現產品生產制造的全過程追溯,有效提升產品質量控制。“生產任務管道”運行過程包含了從任務分解、任務績效評價和產品交付整個產品制造生命周期,涉及了產品制造過程的計劃、物料、生產準備、質量、進度和異常處理等所有業務流程。通過還原“生產任務管道”,實現從時間、事件、設備和人員多維度進行產品制造過程的記錄和追溯。
(3)基于TOC的多層級調度優化,為不同層次的管理者提供不同的智能決策支持,使車間生產計劃切實可行。通過大數據分析,識別車間生產關鍵短線,并對生產過程中瓶頸環節進行控制,拉動工序作業計劃,提高資源利用率和生產效率。
六、結論
本文在分析新一代運載火箭鈑金車間精細化生產管控需求的基礎上,從改善車間管理、提高生產效率入手,建立了車間現場層、車間業務層以及智能決策層三層的數字化建設體系,并通過車間MES制造執行系統將其進行串聯和實現。本文對建立公司數字化車間開展了一些探索工作,為公司建立智能化工廠積累了經驗。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
雜文月刊(2016年1期)2016-02-11 10:35:51
Coco薇(2015年1期)2015-08-13 02:23:50
現代企業(2015年8期)2015-02-28 18:54:47
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
現代企業文化·綜合版(2011年6期)2011-06-24 05:30:44
玩具(2009年10期)2009-11-04 02:33:14
