噴氣渦流紡紡紗過程中的氣流場數值模擬
2019-03-25 06:59:04尚珊珊郁崇文楊建平錢希茜
紡織學報 2019年3期
尚珊珊, 郁崇文, 楊建平, 錢希茜
(1. 東華大學 紡織學院, 上海 201620; 2. 東華大學 紡織面料技術教育部重點實驗室, 上海 201620;3. 上海工程技術大學, 上海 201620)
噴氣渦流紡是利用在噴嘴內形成高速旋轉氣流對進入到加捻腔中的纖維尾端進行加捻而成紗的一項技術[1],可顯著提高生產率,減少用工,縮短工藝流程,降低生產成本和能源消耗[2-3],符合我國紡織行業結構調整、技術進步和產業升級的需要。很多研究者對噴氣渦流紡高速旋轉氣流場的流動特征進行了研究:邢明杰[4]采用高速攝影、纖維示蹤、噴嘴內氣流場模擬等方法,對加捻成紗機制進行了理論分析;Rwei等[5]對空氣變形噴嘴中的氣流場進行數值模擬,分析了不同參數下噴嘴的空氣變形效果;Zeng等[6]模擬得到噴氣紡第1噴嘴中的氣流流動特征,在此基礎上研究了其對纖維運動規律的影響。另外,GUO等[7]通過建立噴氣渦流紡噴嘴的二維計算流體動力學(CFD)模型并進行數值模擬,分析噴嘴中氣流分布特征來研究空心錠錐角對成紗性能的影響。而韓晨晨等[8-9]結合噴氣渦流紡氣流加捻腔內流場的氣壓、速度分布特征,確立了自由端纖維柔性體的有限元動力學微分方程;并基于流體力學模擬和樣紗試紡實驗,驗證自捻型噴氣渦流紡紗技術的可行性。還有部分研究者[10-12]先后采用激光多普勒測速儀(LDA)、粒子圖像測速儀(PIV)、紅外攝影技術、高速攝影和攝像等技術對噴氣紡噴嘴、噴氣渦流紡噴嘴中的氣流場及有關參數對噴嘴中氣流場分布的影響進行了測試分析,并追蹤了氣流在噴嘴中運動的圖像[13-15]。
綜上,對噴嘴內高速旋轉氣流的特征研究很多,但多是在正常啟動紡紗程序后的穩定紡紗過程中進行的,纖維存在條件下的氣流流動及紡紗過程開始啟動時的氣流狀態往往被忽略;且由于噴嘴結構復雜、內部空間狹小,噴嘴內部氣流是超音速的,造成試驗觀測并不能捕捉到氣流軌跡的整個范疇,搜集精確的流動數據非常耗時且不完整,因而,試驗研究存在很大局限性。以往研究為減少模擬計算量,常采用近似或者放大的簡化噴嘴進行計算,所得結果具有較大的近似性,不能真實反映噴嘴內部流場狀況,以致目前國產的噴氣渦流紡技術仍有很多問題難以攻克,如紡紗過程不穩定、成紗強力低等,因此,本文對真實尺寸噴嘴內的高速旋轉氣流在整個紡紗過程中(包括紡紗初始引紗狀態和正常紡紗過程中)的氣流狀態進行數值模擬及理論分析,可以直觀地看到流場中的速度、湍流和流線等的分布圖,節省測試成本,揭示噴氣渦流紡在整個紡紗過程中的氣流場特性及流動規律,以期為穩定紡紗過程、提高紡紗質量提供參考。
1 模型建立和數值計算
1.1 模型建立
噴氣渦流紡噴嘴的四大主要部件包括導引體、渦流管、錐面體和引紗管。噴嘴內氣流體區域的三維數值模擬計算模型如圖1所示,其中沿渦流管切向配置有5個噴氣孔。圖1中笛卡爾坐標系定義:Z軸為紗體的輸出方向,X軸為徑向,Y軸為切向。本文主要研究對象為:紗體輸出方向(Z軸方向)各橫截面的速度、湍動能和流線;渦流管加捻腔中的S1、S2、S3和S4橫截面上的速度矢量及湍流渦旋。S1橫截面是噴氣孔出口處截面;S2橫截面是導引針尖處截面;S3橫截面是加捻腔內部截面;S4橫截面是距離錐面體入口約2 mm處的橫截面。
1.2 網格劃分
采用對復雜邊界具有良好適應性的非結構四面體進行網格劃分,如圖2(a)所示;為捕捉氣流的流動細節特性,對加捻腔、渦流管噴氣孔等結構進行網格細化,對邊界層和狹窄處進行分層劃分網格,如圖2(b)、(c)所示;為更精準地捕捉紡紗過程啟動時的氣流狀態,對引紗管噴氣孔進行細化,并對其進行網格優化,如圖2(d)所示。
圖1 噴嘴內氣流體區域的三維數值模擬計算模型Fig.1 Three-dimensional computational model of airflow field inside the nozzle
圖2 噴嘴內氣流場區域的網格劃分Fig.2 Computational grid of nozzle. (a) Whole nozzle grid; (b) Grid refinement of twisting chamber and hierarchical grid of boundary layer and narrow place; (c) Refinement of jet orifice grid of vortex tube; (d) Refinement and optimization of jet orifice grid of doffing tube
1.3 邊界條件
如圖1所示,壓力入口邊界包括噴嘴入口和噴氣孔入口,壓力出口邊界包括錐面體出口和引紗管出口。壓力入口邊界條件為:引紗時(紡紗過程開始時),渦流管噴氣孔入口壓力設置為0.2 MPa,引紗管噴氣孔入口壓力設置為0.6 MPa;引紗結束正常紡紗過程中,渦流管噴氣孔入口壓力設置為0.6 MPa,此時連接引紗管的氣閥關閉,引紗管噴氣孔處無壓力。噴嘴入口壓力設置為與外界大氣壓力相等,考慮5%的入口湍流強度;氣流速度、壓力、溫度、湍動能等通過數值計算求得。
壓力出口邊界條件:引紗管出口和錐面體出口的壓力均設置與外界大氣壓力相等,考慮5%的入口湍流強度;溫度設置為室溫;氣流速度設置為0。
壁面邊界:絕熱,遵循無滑移壁面條件。
1.4 控制方程
噴氣渦流紡紗過程中,壓縮空氣經噴嘴中渦流管上的切向配置噴氣孔噴射進入加捻腔,形成高速旋轉氣流。其馬赫數的范圍在0.6~0.9之間[16],噴嘴內的流動為瞬態、黏性、可壓縮的,其控制方程可表示為:
(1)
(2)
(3)
為封閉這些方程組,補充了狀態方程:
p=ρRT
(4)
方程(1)是質量守恒方程,稱為連續性方程;方程(2)是動量守恒方程,也稱為Navier-Stokes方程;方程(3)是能量守恒方程。xi和xj(i,j=x,y,z)是坐標分量;ui、uj(i,j=x,y,z)是速度分量,m/s;ρ是空氣密度,kg/m3;p為氣壓,Pa;T為溫度,K;μ為層流黏性系數,Pa·s;Pr為Prandtl數;τij是黏性應力張量;e0為總動能,J;Cp為熱容,J/K;δij為Kronecker符號函數;R為氣體常數,J/(mol·K)。
1.5 湍流閉合
使用Standardk-ε模型和Realizablek-ε模型來模擬高速旋轉渦流的準確性較高,且Realizablek-ε模型適合用于高雷諾數、充分發展的湍流流動區域,還可較好地模擬射流、管流及有弱旋的回流流動。噴氣渦流紡噴嘴內氣流的雷諾數超過104[17],噴嘴內的氣流劃分為湍流;且噴氣渦流紡噴嘴內氣流流動為包含射流、旋轉流的管道內流動,因此本文采用Realizablek-ε模型,輸運方程為:
k-transport方程,
ρε+μtpG
(5)
ε-transport方程,
(6)
式中:U為速度向量;u,v,w為速度向量U沿x,y,z軸的速度分量;k為湍流動能;ε為湍動能耗散率;Cμ為系數,它在Realizablek-ε模型中不再是一個常數;σk,σε,C1,C2均為常數,在這個模型中,其值分別是1.00、1.30、1.44、1.92。
氣流和纖維間相互作用:氣流節點的位移是用纖維節點的位移插值得到,其他氣流節點的位移通過計算程序計算得到;氣流作用在纖維節點上的力是對纖維節點周圍的流體邊界元的應力插值得到。
2 數值模擬結果與分析
云圖采用渲染的方式,將整體流場或者某個截面上的物理量用連續變化的色塊表示。流線圖用不同顏色線條表示質點運動軌跡。速度矢量圖給出空間矢量的大小及方向,用不同顏色和長度的箭頭表示,從矢量圖上能較容易地發現其中存在的漩渦區。
2.1 紡紗過程初始狀態時的氣流場模擬
噴氣渦流紡的紡紗過程為:經牽伸過的纖維束在引紗管噴氣孔軸向流的作用下被吸入噴嘴,經導引針引導,纖維束前端進入引紗管入口,與此同時,纖維束后端通過導引體及其內壁間的纖維輸入通道的最窄部分后,到達突然擴大的渦流室,纖維束外層纖維受渦流管上的噴氣孔的旋轉氣流的徑向作用力而膨脹擴大,由于氣流的擴散和纖維螺旋導引曲面的作用,使外層纖維脫離了纖維束主體,成傘狀倒伏在錐面體的錐面上,成為自由端纖維,如圖3所示。自由端纖維被引出的同時,由于渦流室內的旋轉氣流的作用,在中心纖維的四周按一定方向纏繞,對內層纖維產生相對角位移,完成對纖維須條加捻而形成噴氣渦流紗,噴氣渦流紗經錐面體入口進入引紗管入口,從引紗管的通道輸出。
圖3 噴氣渦流紡成紗機制圖Fig.3 Vortex yarn forming mechanism
噴嘴中引紗管的主要作用是吸引紗進入噴嘴和輸出成紗。噴氣渦流紡的紡紗過程中首先要成功引紗,然后才能實現順利紡紗,因此,紡紗過程的開始狀態對紡紗過程的穩定性有重要影響。圖4示出紡紗初始狀態時(引紗過程是在極其短暫的時間內完成的)的氣流場模擬結果。
引紗時壓縮空氣從引紗管噴氣孔噴射進入引紗通道沿噴嘴出口逸散,由于噴嘴入口和引紗管出口與大氣相通,因此氣流在噴嘴內形成強大的負壓吸引被牽伸過的纖維須條進入噴嘴。紡紗初始時纖維(束)還未完全進入噴嘴,對噴嘴內的氣流擾動小,圖4(a)~(c)分別為紡紗初始時的速度場云圖、湍流場云圖和速度矢量圖。可以看出,此過程渦流管加捻腔內的氣流場狀態穩定,沒有擾動現象,氣流速度在錐面體入口和引紗管噴氣孔出口處較大。前者是因為在引紗管噴射氣流作用下產生的強大負壓使得錐面體入口處氣流聚集;后者是因為壓縮空氣沿狹小的噴氣孔突擴到大體積的引紗管通道,且由于此時沒有纖維(束)的存在,未對此刻噴嘴內的氣流造成干擾,因此湍流極少,僅在錐面體入口和引紗管噴氣孔出口處存在,這是由于引紗管噴氣孔氣流和錐面體入口以及噴嘴入口的氣流在錐面體入口相遇,3股氣流產生碰撞而造成。且從圖4(a)還可看出,在錐面體入口處有小部分向上的反流。圖4(d)~(f)分別為紡紗過程初始狀態時噴嘴入口、渦流管噴氣孔和引紗管噴氣孔流線。可以看出,由于紡紗初始時刻,纖維(束)并未完全進入噴嘴內部,引紗時氣流流線沿引紗管通道螺旋規則有序發展,且可看出經渦流室逸散的噴嘴入口氣流很少,大部分噴嘴入口氣流被引紗管內負壓氣流吸入后與引紗管內氣流合股,經噴嘴出口逸散,這將產生強大的吸力而有利于順利引紗。氣流速度大小是由氣流壓力所決定的[21]。圖4(g)分別為S1、S2、S3、S4橫截面處速度矢量圖。

圖4 紡紗過程初始狀態時的氣流場模擬結果Fig.4 Airflow field simulation results of initial state of vortex spinning process.(a) View of velocity volume rendering;(b) View of turbulent kinetic energy volume rendering;(c)View of velocity vector;(d) Streamline diagram of nozzle inlet;(e) Streamline diagram of jet orifice inlet of vortex tube;(f) Streamline diagram of jet orifices inlet of doffing tube;(g) View of velocity vector of cross-sections S1, S2, S3 and S4, respectively
引紗時主要是由引紗管中氣流的軸向力起主要作用,加捻時主要是由渦流管中氣流的切向力起主要作用。為順利引紗,在紡紗過程初始階段將渦流管噴氣孔處壓力值設置較低,為0.2 MPa;待順利引紗后將渦流管噴氣孔處的壓力值設置為0.6 MPa,然后關閉連接引紗管的氣閥,這樣既可以達到順利引紗的目的,又可平穩地實現順利加捻成紗。從圖4(g)看出,S1、S2、S3橫截面處氣流速度不高,均在130 m/s以下,渦流幾乎沒有,這是因為這3個橫截面均在渦流室內,且纖維(束)未對其造成顯著影響。引紗過程中氣流的軸向力起較大作用,徑向作用力和切向作用力較小,因此纖維束的集束性較好,而包纏和抱合效果較差,由此可以推斷初始紡紗過程的引紗階段所紡的噴氣渦流紗的集束性好,而包纏效果較差。從圖4(g)所示的S4橫截面處的速度矢量圖可看出,外圈的氣流速度較低,內圈的氣流速度高,這正是由于紡紗初始過程中引紗管噴氣孔處氣流壓力大,而渦流管噴氣孔處的氣流壓力較小所致。
2.2 正常紡紗過程中的氣流場模擬
圖5(a)~(c)分別為正常紡紗過程中的速度場云圖、湍流場云圖和速度矢量圖。可以看出,正常紡紗過程渦流管加捻腔內的氣流場狀態不穩定,有擾動現象。正常紡紗過程中,纖維(束)存在,引紗管噴氣孔處的氣閥關閉,渦流管噴氣孔處壓力為0.6 MPa。壓縮空氣從與渦流管加捻腔相切的噴孔中高速噴出,由于渦流管處的氣室與加捻腔之間存在巨大的壓差,使得氣流在渦流管噴孔內獲得加速,在噴孔出口處達到最大。由模擬結果可見,氣流在渦流管噴孔出口處已達到超音速,如圖5(a)、(c)、(g)所示,噴氣孔出口處的氣流速度最高處達到550 m/s。氣流在進入加捻腔后,速度值迅速降低。由于從噴孔中噴射出的高速氣流的卷吸作用,帶動環形加捻腔內的空氣運動,形成高速旋轉氣流。圖5(d)為引紗管內氣流流線圖;圖5(e)為噴嘴入口的氣流流線圖;圖5(f)為渦流管噴氣孔入口的氣流流線圖。氣流流線在加捻腔內的軌跡較復雜,在內部區域經過幾個周期回轉,并出現回流,最后匯入加捻腔氣流區域,隨渦流管噴氣孔處氣流流線形成沿渦流管內壁面和錐面體外壁面間的環形空隙流場區域流動的旋轉氣流;還有一股氣流從引紗管通道向上游流動,其流動方向與加捻腔內的旋轉氣流流動方向相同,這股回流的存在可為紗提供額外的張力,有利于提高紗線強力。正常紡紗時有纖維(束)的存在,對加捻腔內的氣流造成了擾動,加上噴嘴入口氣流的合股,正常紡紗過程中的湍流現象比初始紡紗過程中的要明顯得多,如圖5(b)所示為湍動能分布云圖。可以看出,湍動能在噴氣孔的出口處達到最大。隨著噴氣孔氣流在渦流管內壁面和錐面體外壁面間環形空隙流場區域逐漸減小,其一個突出的特征即是除噴孔內部區域外,噴嘴內流場區域的湍動能大部分較小。
圖5(g)分別示出S1、S2、S3、S4橫截面處速度矢量圖。可以看出:S1、S2、S3橫截面處的氣流速度均較高,且有較多的渦存在;S4橫截面處外圈和內圈的氣流速度均較低,這是由于正常紡紗初始過程中可以順利引紗而關閉引紗管處氣閥,與圖4(g)初始紡紗過程的氣流狀態不同。正常紡紗過程中,氣流徑向作用力和切向作用力作用較大,而軸向力較小,因而纖維束的包纏和抱合效果較好,由此可以推斷正常紡紗過程紗的包纏效果較好,集束性較差。
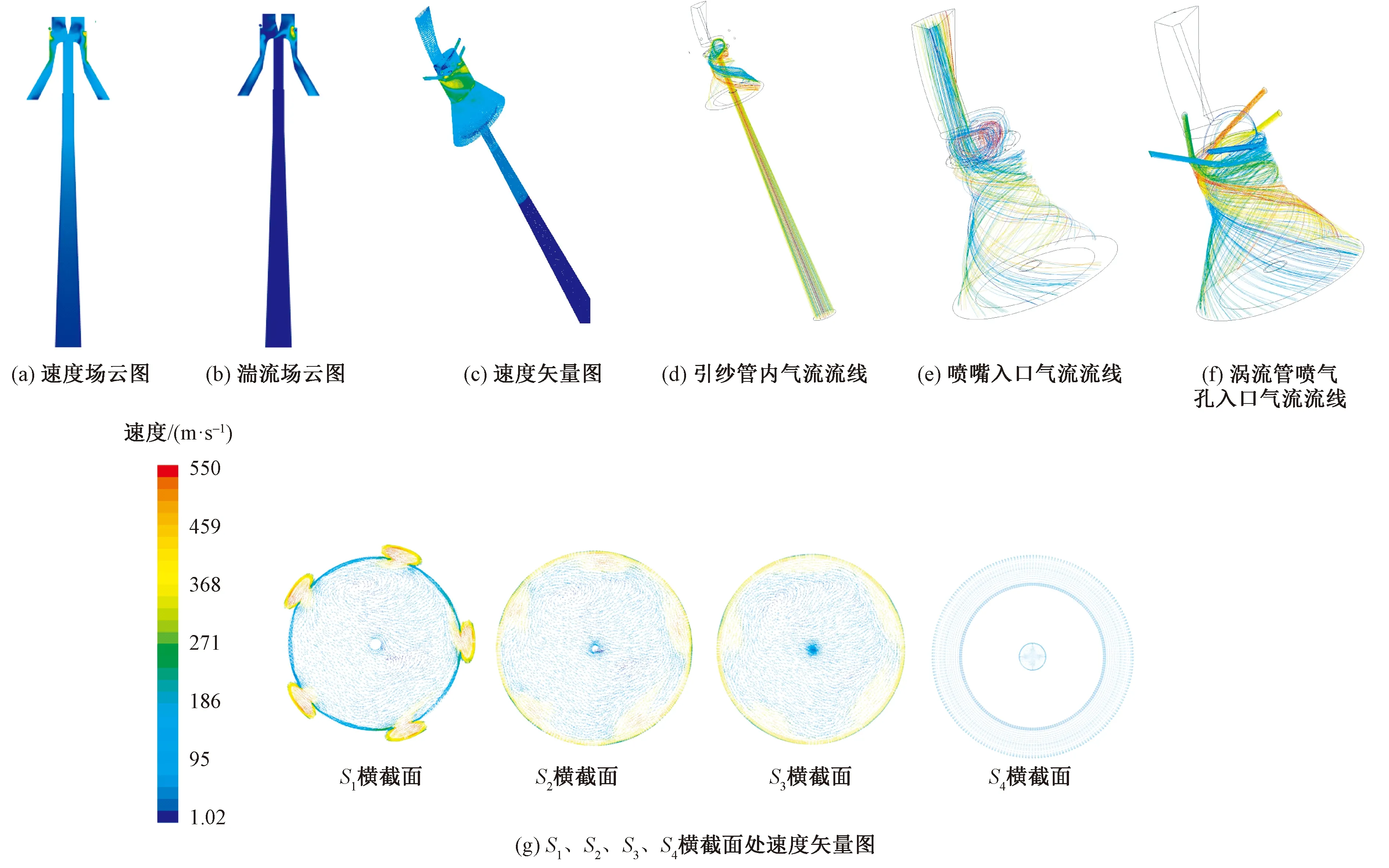
圖5 正常紡紗過程中的氣流場模擬結果Fig.5 Airflow field simulation results of normal state of vortex spinning process.(a)View of velocity volume rendering;(b) View of turbulent kinetic energy volume rendering; (c) View of velocity vector;(d) Streamline diagram of nozzle inlet;(e) Streamline diagram of jet orifice inlet of vortex tube;(f) Streamline diagram of jet orifices inlet of doffing tube;(g) View of velocity vector of cross-sections S1, S2, S3 and S4, respectively
3 紡紗實驗驗證
噴氣渦流紗的強度主要由以下2點決定:包纏纖維的數量(包纏纖維與芯纖維的比例);包纏纖維對芯纖維的包纏程度(包纏角的大小)。包纏纖維的數量和包纏角越大,紗的強度也越高[18]。粘膠纖維是紡織廠常用的一種棉型化纖,其長度整齊度較好,纖維較軟,易彎曲變形,適宜做噴氣渦流紗的原料[2]。本文選用MVS 861型噴氣渦流紡紗機所紡的粘膠紗進行研究,粘膠纖維線密度為1.22 dtex,紡紗速度為380 m/min,所紡成紗的線密度約為18 tex。
對所紡的噴氣渦流粘膠紗進行強度測試和掃描電鏡(荷蘭飛納 Phenom Pro)拍照來進行分析。紡5管紗,使用Uster Tensorapid強力儀對其進行紗強力測試,由于初始引紗階段在極短時間內完成,此過程的紗段長度很短,因此測試紗的強力時僅對每管紗上的初始紗段進行5次測試取平均值,而對正常紡紗過程中得到的紗段進行50次測試后取平均值,結果如表1所示。

表1 成紗強度測試結果Tab.1 Yarn tenacity test results
隨機選取1管粘膠紗進行掃描電鏡直觀拍照分析,取樣拍照方法為:分別隨機各取2段初始引紗過程和正常穩定紡紗過程中的噴氣渦流粘膠紗段進行掃描電鏡觀察,放大500倍拍照,拍攝的視域為537 μm,得到如圖6所示的結構照片。
由表1可明顯看出,正常穩定紡紗過程中的噴氣渦流粘膠紗段的強度比初始引紗過程中的噴氣渦流粘膠紗段的強度高。從圖6(a)、(b)看出,紗體中的纖維呈平行排列,與紗軸有輕微的傾斜角,幾乎沒有外包纖維,說明纖維的集束性較好,有利于實現順利引紗。從圖6(c)、(d)看出,噴氣渦流粘膠紗具有明顯的內外層部分。內層為紗芯部分,纖維比較平直;外層是包纏纖維,在紗體中呈螺旋排列,與紗軸的傾斜角較大,提高了纖維間的抱合力和摩擦力,這有助于提高紗的強度。結果表明:紡紗實驗結果與數值模擬分析的預測結果相吻合。
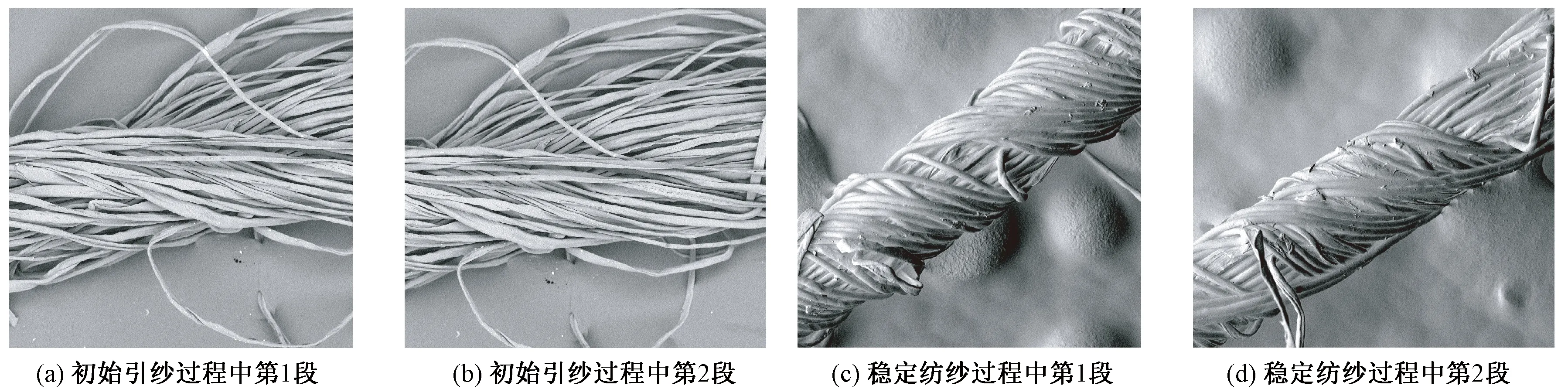
圖6 掃描電子顯微鏡下噴氣渦流粘膠紗的結構(×500)Fig.6 Structure of viscose vortex yarn under SEM. (a) First viscose vortex yarn segments of initial state of yarn drawing-in spinning process; (b) Second viscose vortex yarn segments of initial state of yarn drawing-in spinning process; (c) First viscose vortex yarn segments of normal stable spinning process; (d) Second viscose vortex yarn segments of normal stable spinning process
4 結 論
本文對噴氣渦流紡整個紡紗過程中的氣流場進行了數值模擬分析,并通過紡紗實驗和掃描電子顯微鏡分析驗證,得出以下結論。
1)紡紗初始時纖維(束)還未完全進入噴嘴,對噴嘴內的氣流擾動小。從模擬結果可知此過程渦流管加捻腔內的氣流場狀態穩定,沒有擾動現象;且由于此過程極少有纖維(束)的存在,未對噴嘴內的氣流造成干擾,因此引紗過程中湍流極少。由于紡紗初始時刻,纖維(束)并未完全進入噴嘴內部,引紗過程中氣流流線沿引紗管通道螺旋規則有序發展,且大部分噴嘴入口氣流被引紗管內的負壓氣流吸入后與引紗管內氣流合股,經噴嘴出口逸散,這將產生強大的吸力而有利于順利引紗,因此初始引紗過程中氣流的軸向力起主要作用,徑向力和切向力的作用較小,可以推測纖維的集束性較好,而包纏和抱合效果較差,而紡紗實驗也驗證了這個結果。
2)正常紡紗過程中由于有纖維(束)的存在,渦流管加捻腔內的氣流場狀態不穩定,湍流現象比初始紡紗過程中的要明顯得多。壓縮空氣從與渦流管加捻腔相切的噴孔中高速噴出,由于從噴孔中噴射出的高速氣流的卷吸作用,帶動環形加捻腔內的空氣運動,形成高速旋轉氣流,氣流在加捻腔內的軌跡較為復雜,并出現渦流和回流現象,還有一股回流從引紗管通道向上流動,其流向與旋轉氣流流動方向相同,這股回流的存在可為紗提供額外的張力,有利于提高紗線強力,因此正常穩定紡紗過程中氣流的徑向力和切向力起主要作用,而軸向力的作用較小,可以推測纖維的包纏和抱合效果較好,提高了成紗的強力,與紡紗實驗結果相符。
FZXB
