汽車塑料油底殼注塑成型數值模擬與結構優化研究
2019-03-25 15:17:41陳澤中李鑫李文傳李響
有色金屬材料與工程 2019年3期
陳澤中 李鑫 李文傳 李響
摘要:根據汽車油底殼的結構特征和復合材料結構設計原則對塑料油底殼進行三維造型,并基于Abaqus有限元分析軟件對塑料油底殼的加強筋結構進行靜力分析。結合塑料油底殼的實際應用情況優化出合理的加強筋結構;基于Moldflow軟件,運用熱流道順序閥的方式對塑料油底殼進行注塑成型模擬;通過正交試驗分析各順序閥的開啟時間、模具溫度、熔體溫度和注射壓力對塑料油底殼邊翹曲的影響;運用極差分析和方差分析對影響塑料油底殼邊翹曲的各因素進行分析。結果表明,順序閥2的開啟時間對塑料油底殼的邊翹曲影響最顯著,模具溫度次之,且其他因素對邊翹曲也有一定的影響。
關鍵詞:塑料油底殼;數值模擬;正交優化;翹曲
中圖分類號:TQ 320.662文獻標志碼:A
汽車油底殼位于發動機底部,主要功能是存儲潤滑油。它是現代汽車發動機潤滑系統中不可缺少的組成部分,直接與發動機相連,承擔和傳遞來自發動機的振動和噪聲。節能減排是未來汽車發展的主題之一,以塑代鋼是汽車輕量化技術發展的方向。資料顯示,汽車重量每減輕10%,油耗可降低6%-8%。
目前,汽車油底殼主要分為壓鑄鋁(鎂)合金油底殼、鋼制沖壓油底殼、純塑料油底殼和塑料一鋁合金組合結構油底殼。其中,壓鑄鋁(鎂)合金油底殼應用廣泛,具有剛度好、技術成熟等優點,但其存在密度大、外形自由度差、磨具成本高和后期加工工序不足等缺點。鋼制沖壓油底殼質量輕,隔音降噪(noise vibration harshness,NVH)性能良好,但其容易出現波紋、皺褶和邊緣拉痕等缺陷,而且沖壓成形工藝會導致材料塑性變形不均勻,往往使某些部位剛性較差。塑料油底殼與金屬油底殼相比,質量可以減輕35%-65%,而且具有較高的流動性、良好的耐化學腐蝕性和耐高、低溫性能;同時,具有質量輕、成品不良率低、形狀設計自由度高、樣件制作速度快和NVH性能優良等特點。
本試驗采用杜邦公司的Zytel 80G33L NC010材料(PA66+質量分數為33%的玻璃纖維),其持續使用溫度為40-150℃,瞬時高溫可達200℃。基于Moldflow軟件對材料成型過程中的翹曲進行分析,得到合理的成型工藝參數。
1油底殼的結構設計與優化
1.1塑料油底殼的幾何模型設計
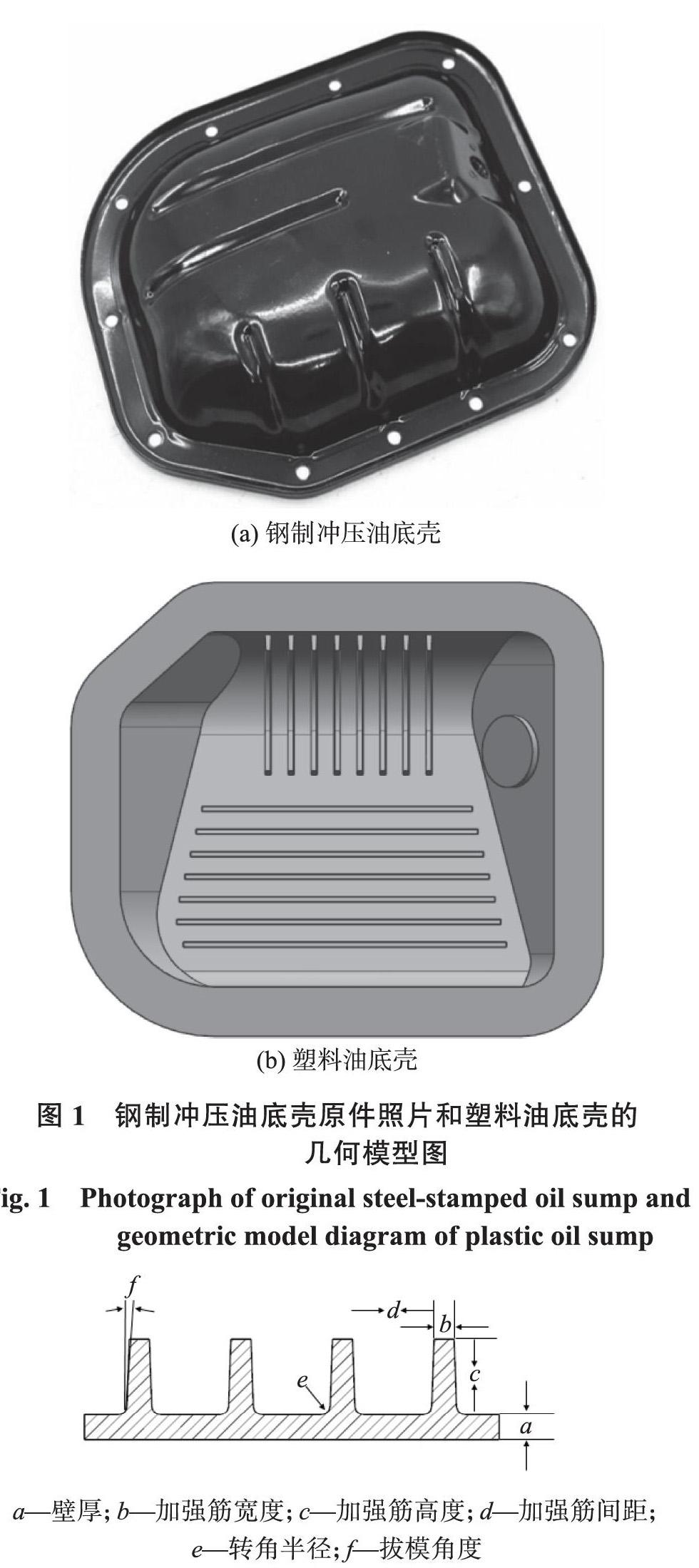
油底殼原為鋼制沖壓油底殼,現用塑料作為油底殼的材料,選擇Zytel 80G33L NC010材料,產品最大外形尺寸為260mmx220minx43mm,平均厚度為3mm。鋼制沖壓油底殼原件照片和塑料油底殼的幾何模型圖如圖1所示。
塑料制件的結構設計,特別是加強筋的設計,與金屬制件的設計原則有明顯的區別,塑料制件的加強筋設計示意圖如圖2所示。
圖2中b=(0.60-0.75)a,c≥3.00a,d=(2.50-3.00)a(若需要更高的強度,需加上額外的肋),e≧0.25a,f=單邊最少0.5°傾斜。
為了最大限度地提高塑料油底殼的力學性能,選取a=3mm,b=2.2mm,c=9mm,d=9mm,e=1mm,f=單邊1°,且按照加強筋伸展方向應跟產品最大應力和最大偏移量方向一致的原則,設計加強筋的結構,如圖1(b)所示。
1.2塑料油底殼的受力分析
根據上述塑料油底殼的結構設計,基于Abaqus有限元分析軟件對塑料油底殼進行靜力分析,研究其在一定表面載荷下,塑料油底殼的變形情況,優化加強筋結構。其中施加在制件上的表面載荷大小隨時間的變化曲線如圖3所示。
圖4是塑料油底殼的應力和位移分布云圖,其中變形縮放系數為10。由圖4可知,塑料油底殼的最大應力位置分布在圓形過渡和中間平面加強筋區域,而位移最大的位置位于中間加強筋區域。所以,對于中間部分選取中間灰色部分的點為研究對象,繪制其受力情況下最大位移節點的位移一時間曲線,結果如圖5所示。
從圖5中可以看出,塑料油底殼中間面最大位移達到6mm,塑料油底殼的變形可能會導致其與已安裝部件發生干涉,所以加強筋的強度不符合要求,必須對加強筋的結構進行優化。
1.3塑料油底殼加強筋的優化
由圖4塑料油底殼的受力分析結果可知,塑料油底殼的最大位移出現在X軸方向。通過添加一根Y軸方向的加強肋來減少X軸方向的位移,從而達到提高其力學性能的目的,加強筋結構優化結果如圖6所示。
圖6(a)是在加強筋中間加入一根加強肋后的結構圖,圖6(b)是考慮到車輛后期保養廢油的排放需要,在加入加強肋的同時使加強筋與水平方向呈一定角度(角度為5°)。優化后的加強筋結構最大位移節點的位移一時間曲線如圖7所示。
由圖7中的最大位移節點位移一時間曲線結果可知,兩種優化后的加強筋結構在同等受力情況下最大位移節點的位移都約為4.8mm,與原始設計圖1相比,其力學性能得到明顯改善。同時結合塑料油底殼的實際應用情況,選擇與水平方向呈一定角度的加強筋優化結構為最終結構類型。
根據塑料油底殼加強筋的設計原則,塑料油底殼與鋼制油底殼的加強筋有明顯區別,增高的塑料加強筋不僅可以起到增加塑料油底殼剛度的作用,而且可以增加油底殼中油液的阻尼作用,減少油液晃動產生的噪音,增強NVH性能。為了進一步減少塑料油底殼的成型難度,在塑料幾何模型上沒有直接設計安裝孔,而是選擇在成型后另行加工。
2塑料油底殼注塑成型的數值模擬
2.1 數值模擬前處理
將UG三維造型軟件設計的塑料油底殼模型導人Moldflow軟件中進行網格劃分,網格劃分選擇雙層面網格,全局邊長為1 mm,采用一模一腔注射方式。塑料油底殼網格劃分結果如圖8所示。
2.2塑料油底殼的注塑成型條件
選擇注塑件材料為Zytel 80G33L NC010,基本性能如表1所示。考慮到塑料油底殼材料中含有玻璃纖維,成型難度較高,所以選擇熱流道注塑成型的方式。
采用熱流道順序閥注塑方式不僅可以保證玻璃纖維在塑料油底殼中取向的一致性,還可以優化熔接痕,使塑料油底殼具有更好的力學性能。所以為了更好地控制和減少零件的翹曲,考慮采用順序閥。設置順序閥1,2,3,4,5,6,7的準確開啟時間為0,1.6,2.7,2.2,2.7,2.1和2.3s,注塑壓力為100MPa,模具溫度為85℃,熔體溫度為290℃。模型的澆口分布情況如圖8所示。
2.3模擬結果
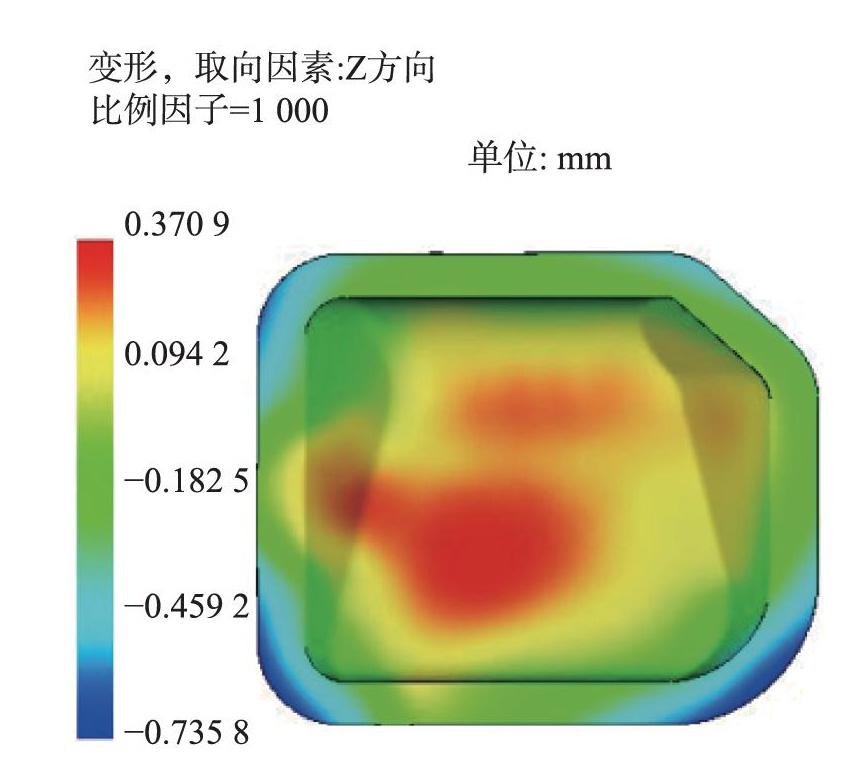
根據塑料油底殼的實際應用情況,主要研究塑料油底殼在Z軸方向的翹曲變形值,且以正負方向翹曲值差值的絕對值作為總翹曲值指標。試驗結果顯示,塑料油底殼在Z軸方向的總翹曲值約為1.75mm。各因素引起的翹曲值如圖9所示,其中由收縮不均產生的翹曲值為0.62mm,由冷卻不均產生的翹曲值為1.18x10-5mm,由纖維取向產生的翹曲值為1.19mm,因此纖維取向引起的翹曲值將作為分析的主要指標。
塑料油底殼的數值模擬結果如圖10所示。在實際應用中,塑料油底殼各邊具有一定的配合關系,所以塑料油底殼的邊將成為翹曲的主要研究對象。從圖10中可以看出,塑料油底殼邊翹曲值一致,未出現波浪形,這滿足塑料油底殼后期裝配的要求,且為后期通過模具改進優化油底殼結構提供了便利。
3正交試驗
3.1 正交試驗的建立
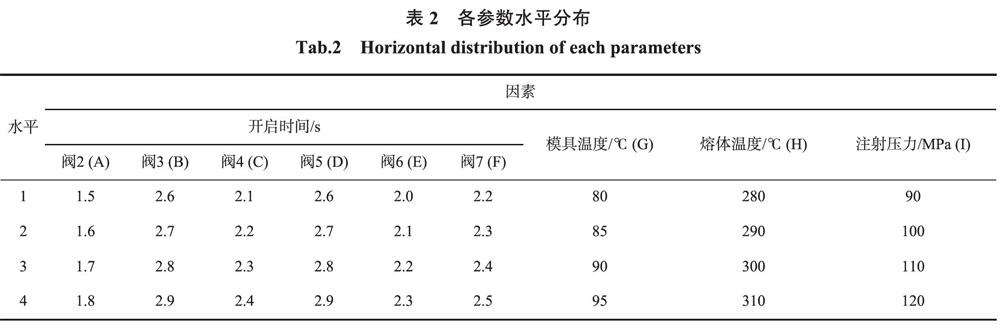
從圖9的分析結果可以看出,纖維取向是引起塑料油底殼翹曲的主要指標,所以,將塑料油底殼由纖維取向引起的邊翹曲作為試驗指標,研究各工藝參數對塑料油底殼成型的影響。選用正交表132(49),各參數水平分布見表2。
3.2模擬結果分析
3.2.1試驗數據
正交試驗設計及結果如表3所示,通過試驗結果研究工藝參數對塑料油底殼成型的影響規律及重要性。
3.2.2極差分析
只為極差,表示各因素水平對試驗結果的影響程度,極差越大,說明該列因素的數值在試驗范圍內的變化會導致試驗指標在數值上的更大變化。試驗所得邊翹曲值極差分析如表4所示,邊翹曲隨因素水平的變化趨勢如圖11所示。由表4和圖11可知,影響塑料油底殼裝配邊翹曲的因素次序為:RA>RG>RF>RH>RC=RB=RD=RE=RT。在這9個工藝參數中,順序閥2的開啟時間是主要因素,隨著開啟時間的延遲,邊翹曲值明顯增加。模具溫度是次要因素,隨著模具溫度的升高,邊翹曲值也出現了增加的現象。其他7個因素對塑料油底殼邊翹曲也有一定的影響,但影響相對較小。
3.2.3方差分析
極差分析具有簡單直觀、計算量小的優點,但不能估算誤差的大小,也無法精確地估計各因素對試驗結果影響的重要程度,因此需要對試驗結果引入方差分析來彌補極差分析的不足。邊翹曲值的方差分析如表5所示。
偏差平方和反映了因素水平改變對試驗結果的影響程度,貢獻率表示該因素的偏差平方和占總偏差的百分比,貢獻率大小說明不同因素對該指標的貢獻程度即影響程度。方差分析結果與極差分析結果基本一致。順序閥2的開啟時間對塑料油底殼的邊翹曲產生較大的影響,其中順序閥2的開啟時間和模具溫度對塑料油底殼裝配工藝邊翹曲的貢獻值之和為72.91%。
3.2.4結果分析
通過正交試驗數據可知,當順序閥2,3,4,5,6,7的開啟時間為1.6,2.8,2.3,2.8,2.3和2.2s,模具溫度為80℃,熔體溫度為290℃,注射壓力為100MPa時,塑料油底殼的裝配邊翹曲值達到最小0.68mm。
由試驗結果可知,塑料油底殼的邊翹曲值隨著順序閥2開啟時間的延后顯著增大,同時隨著模具溫度的升高邊翹曲值也有一定的增大現象。對于順序閥2來說,開啟的時間至關重要,順序閥2的開啟時間過早或過晚,都會使塑料油底殼中的纖維取向發生紊亂,增大邊翹曲值。開啟時間過早可能會形成熔接痕,影響塑料油底殼的力學性能。隨著模具溫度的升高,熔體的流動速度增加,使得塑料表層的取向程度較高,塑料的中心層取向比較復雜,既有與充模方向一致的取向結構,也有垂直于充模方向的取向結構。同時由于模具溫度的升高,使得層與層之間的剪切力降低,最終導致了塑料油底殼整體的纖維取向程度下降,邊翹曲值增大。
4結論
(1)對于各種加強筋的結構而言,選擇加強筋與水平方向呈5°,且中間添加加強肋的方式為最終結構。它不僅滿足剛度要求,還有利于后期保養油液的排放。
(2)在影響塑料油底殼邊翹曲的幾個因素中,纖維取向的影響最大,為主要影響因素。
(3)順序閥2的開啟時間對塑料油底殼的邊翹曲影響顯著,模具溫度次之,而注射壓力的影響最小,其他因素也有一定的影響。