模擬仿真在壓鑄模具中的具體應用
2019-04-01 07:55:24于兆梅袁小凡
中國鑄造裝備與技術 2019年2期
于兆梅,袁小凡
(河南西峽汽車水泵股份有限公司,河南西峽474500)
壓鑄模具制作成本高、試模費用高,一套泵體壓鑄模具少則十萬,多則幾十萬。對壓鑄模具而言,如果澆注系統設計合理,那么鑄件充型順序就會比較合理,卷氣少,鑄件氣孔缺陷就少,相應的,鑄件成品率就高。相反,如果澆鑄系統工藝差,那么充型過程就會比較紊亂,充型過程卷氣嚴重,鑄件氣孔缺陷就多,相應的成品率就低。但目前,國內不少企業仍靠經驗、試驗開發模具,開發成本高、風險大。利用壓鑄模擬分析軟件,開模前對壓鑄件充型過程模擬分析,及時發現問題并解決優化,實現綠色鑄造,節約時間,節約成本。現在,更多的企業越來越清楚地認識到,要想提高鑄件的成品率,降低開發成本,縮短開發周期,就應該把鑄造模擬技術作為模具設計開發階段必不可少的分析工具。本文介紹了利用MAGMA高壓模擬軟件,對某汽車水泵泵體新產品,進行壓鑄充型過程模擬分析,解決現有鑄件問題的方法和步驟。
1 泵體壓鑄件基本信息及要求
(1)材質:DIN1706(AlSi9Cu3);
(2)外形尺寸:90mm×120mm×94mm,平均壁厚約4.3mm,鑄件重量0.47kg;
(3)密封槽的氣孔要求:氣孔不得大于0.75mm,且任意兩孔間距必須大于5mm,鑄件Xray探傷等級不低于3級;
(4)泵體試漏氣壓200kPa,泄漏率不超過3.5cc/min。
2 存在問題
(1)鑄件剖切后,泵體堵蓋孔和軸承孔交接處存在大的縮松缺陷,探傷結果4級以下,不合格。
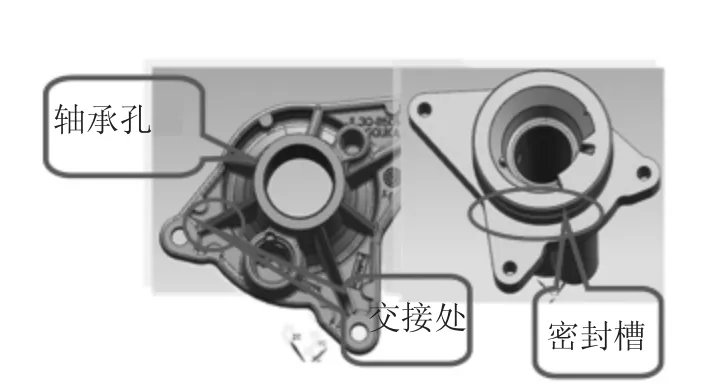
圖1 產品三維

圖2 實物剖切

圖3 充型過程
(2)加工后,軸承孔及密封槽有彌散型氣孔,其中密封槽氣孔直徑1.0mm~1.2mm,軸承室氣孔直徑0.5mm~0.8mm,均在進料口遠端。
3 模擬分析
從圖3的充型圖,可看出鋁液進入鑄件后,過早分流,不往前面的軸承室充填;從圖4的充型圖可看出,軸承室填充晚,大面部分鋁液已封閉,將氣滯留在軸承室部位,造成加工氣孔的出現。
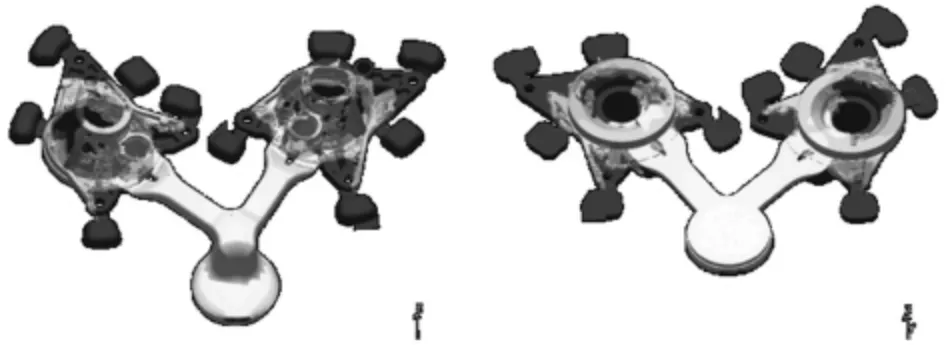
圖4 充型過程
從圖5和圖6可看出,軸孔與堵蓋孔交接處存在大的熱結,軸孔部位冷卻晚,導致鑄件縮松。

圖5 鑄件熱節

圖6 凝固液相
4 改進措施
4.1 優化鑄件形狀,將泵體堵蓋孔底部填平
堵蓋孔底部存在異形凹槽,由于內澆口設在堵蓋孔的位置,在充型過程中,該處的凸臺會造成鋁液強烈沖擊及飛濺,阻礙鋁液充填軸承室部位,并產生卷氣。

圖7 堵蓋局部圖
將泵體堵蓋一腔底部填平,一腔不變,對應模具如圖8所示。
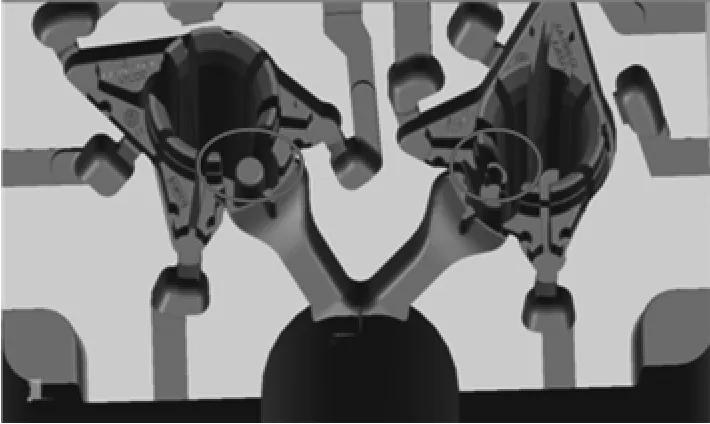
圖8 模具圖
分析模擬充型過程(如圖9):從充型順序可明顯看出,左邊填平的泵體軸承室部位充型早,這樣有效降低了該部位的氣體含量,減少氣孔發生。

圖9 充型圖
4.2 改變鑄件布置,優化澆道形狀及內澆口
澆道形狀由分支進澆改為平行進澆,以使兩腔同步充型,原內澆口尺寸:厚度為3.2mm,寬度為42.5mm,兩內澆口總面積為294mm2。當沖頭速度為3m/s時,對應的內澆口速度28.9m/s,速度偏低,充型時鋁液不能有效霧化,會使鑄件上形成較大氣孔。改進后內澆口尺寸:厚度為2.8mm寬度為36.6mm,內澆口總面積為224mm2。當沖頭速度為3m/s時,對應的內澆口速度為37.8m/s,此速度在合理工藝范圍內。
模擬充型過程對比:圖11、圖12兩圖片為鑄件充型44%時的結果對比,可看出右邊的澆道改進后,背面圓臺及軸承孔充型較早。

圖10 帶澆道鑄件

圖11 正面充型對比圖
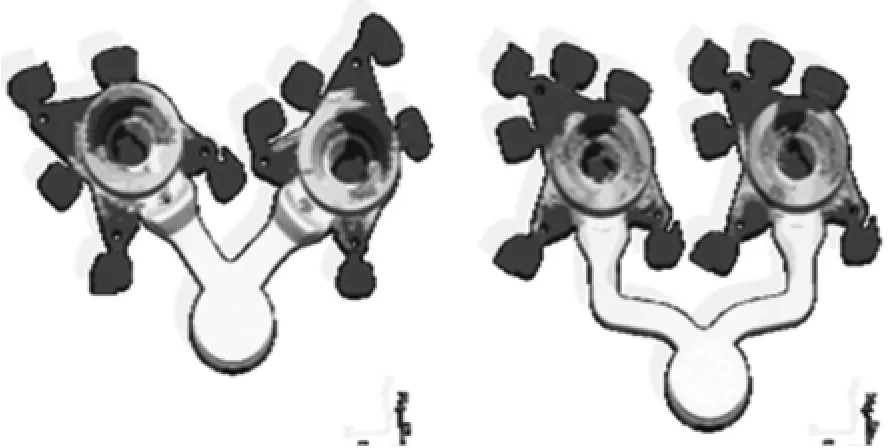
圖12 背面充型對比圖
充型完畢時鑄件氣壓對比分析:澆道改進后鑄件氣壓由原來的3000mbar左右降低到2300mbar,明顯低于改進前鑄件氣壓,因此降低了這兩部位的氣孔缺陷。
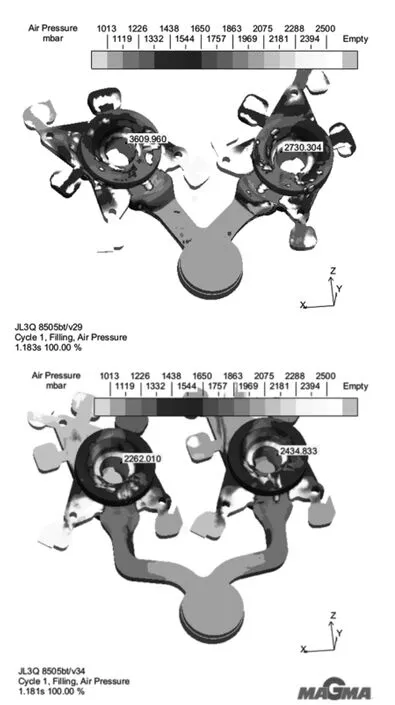
圖13 鑄件氣壓對比圖
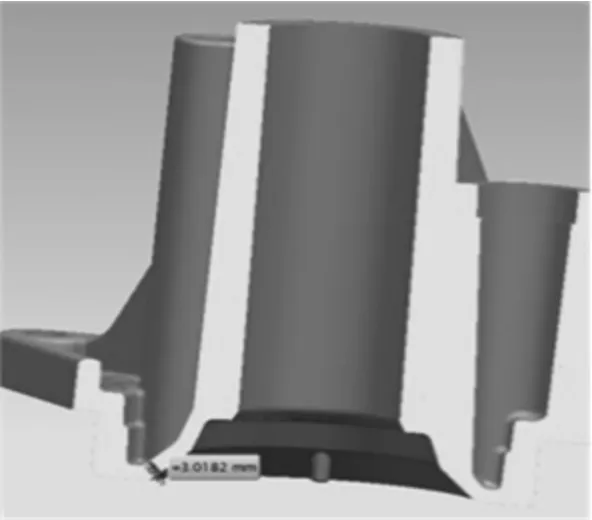
圖14 鑄件剖切圖
4.3 增加泵體一周減重槽壁厚
從圖14的鑄件剖切圖看,泵體一周減重槽部位的鑄件壁厚存在厚-薄-厚,這樣的壁厚結構,不利于增壓壓力的傳遞,使厚大的軸承室部位增壓傳遞不到位,造成縮松嚴重,所以嘗試將中間薄壁由3mm增加到4mm。
充型過程對比(如圖15):可看出右邊的鑄件壁厚增加到4mm時,軸承室及背面圓臺比左邊壁厚3mm的充型早。
氣壓比較(如圖16):右邊的鑄件壁厚增加到4mm時,軸承室及背面圓臺比左邊壁厚3mm的鑄件相應部位氣壓低。
圖15 充型對比圖
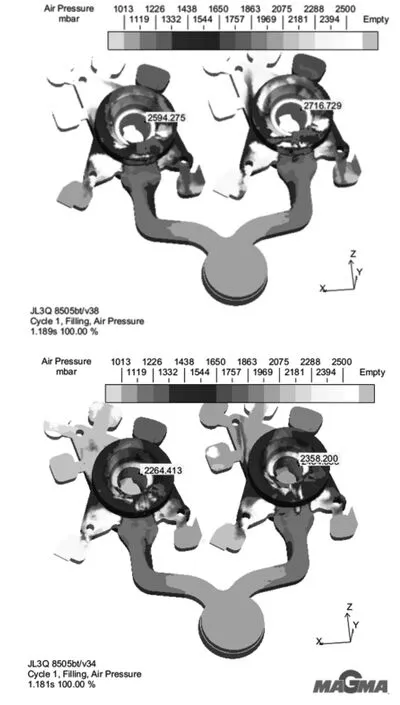
圖16 鑄件氣壓對比圖

圖17 鑄件切片
5 結論
通過三種改進措施,由MAMGA模擬分析,對比分析模擬結果,確定最終優化方案,該方案泵體軸承室及背面圓臺充型較早,氣壓較低,結果合理。后采用該方案制作出的模具,鑄件縮松等級在3級以內,加工后成品率95%以上(如圖17),使得該項目順利通過了主機廠的審核。
