金剛石鋸片在石材切割中如何做到更薄、更多、更大
2019-04-02 08:16:58張云才李仁德
超硬材料工程 2019年1期
關鍵詞:產(chǎn)品
張云才,李仁德,胡 歡
(黑旋風鋸業(yè)股份有限公司,湖北 宜昌 443005)
1 石材行業(yè)面臨的政策環(huán)境和主要發(fā)展方向
1.1 面臨的環(huán)境和機遇[1]
“十三五”時期是我國全面建成小康社會的決勝階段,在這一階段,我們要樹立創(chuàng)新、協(xié)調(diào)、綠色、開放、共享的發(fā)展理念,將創(chuàng)新作為行業(yè)發(fā)展的第一動力,以此推進經(jīng)濟社會平衡協(xié)調(diào)發(fā)展,使整個社會先進制造業(yè)加快發(fā)展,新產(chǎn)業(yè)新業(yè)態(tài)不斷成長,服務業(yè)比重進一步上升,消費對經(jīng)濟增長貢獻明顯加大。為加強供給側(cè)結(jié)構(gòu)性改革,推進生產(chǎn)方式和生活方式綠色、低碳化,加快開發(fā)新技術、新產(chǎn)品,開拓新的市場,增加高技術含量的產(chǎn)品,提升產(chǎn)業(yè)或產(chǎn)品的附加值,將激發(fā)出新的、潛在的市場需求,石材行業(yè)必須主動適應新形勢新要求。
“十三五”是工業(yè)轉(zhuǎn)型發(fā)展的重要時期。加快推進工業(yè)綠色發(fā)展,緊緊圍繞資源能源利用效率和清潔生產(chǎn)水平提升,以傳統(tǒng)工業(yè)綠色化改造為重點,以綠色科技創(chuàng)新為支撐,以法規(guī)標準制度建設為保障,實施綠色制造工程,加快構(gòu)建綠色制造體系,推動綠色產(chǎn)品、綠色工廠、綠色園區(qū)和綠色供應鏈全面發(fā)展,為石材產(chǎn)業(yè)綠色化發(fā)展指明了方向。構(gòu)建新業(yè)態(tài)是傳統(tǒng)產(chǎn)業(yè)轉(zhuǎn)型升級重要任務,其中生產(chǎn)性服務業(yè)將成為中國工業(yè)由大變強的重要途徑。除了實現(xiàn)產(chǎn)品創(chuàng)新升級、提質(zhì)增效外,還要延伸產(chǎn)業(yè)鏈、拓展產(chǎn)品附加值,推進“互聯(lián)網(wǎng)+”,促進生產(chǎn)性服務業(yè)與加工制造業(yè)融合發(fā)展,生產(chǎn)性服務業(yè)將成為石材行業(yè)新業(yè)態(tài)構(gòu)建的重要內(nèi)容。
我國正處于新型工業(yè)化、信息化、城鎮(zhèn)化、國際化的“新四化”及全面實現(xiàn)小康社會的關鍵時期,城鎮(zhèn)基礎設施建設、房地產(chǎn)建設持續(xù)推進,帶動城鎮(zhèn)全社會房屋和基礎設施建設投資保持較大規(guī)模,為石材工業(yè)發(fā)展提供了持續(xù)穩(wěn)定的市場空間。工業(yè)化和信息化的融合發(fā)展,將改變原有產(chǎn)業(yè)的生產(chǎn)技術路線、商業(yè)模式,推動產(chǎn)業(yè)間的融合,新技術、新產(chǎn)品和服務不斷開發(fā)應用,蘊育石材工業(yè)創(chuàng)新發(fā)展的新空間。國家實施“一帶一路”、長江經(jīng)濟帶、京津冀協(xié)同發(fā)展等發(fā)展戰(zhàn)略,為石材行業(yè)擴大國際國內(nèi)貿(mào)易、產(chǎn)業(yè)布局調(diào)整、上下游產(chǎn)業(yè)融合發(fā)展創(chuàng)造了有利條件。
1.2 石材行業(yè)主要發(fā)展方向
(1)推動石材資源的有序開發(fā)、集約化發(fā)展,建設綠色礦山。
規(guī)范礦山開采,集約化開發(fā),提高礦產(chǎn)資源綜合利用水平;優(yōu)化礦山開采技術工藝方案,加快礦山裝備工具技術改造與升級;加強礦山廢石綜合利用,推進石材產(chǎn)業(yè)與砂石骨料產(chǎn)業(yè)融合發(fā)展。
(2)石材清潔生產(chǎn)加工。
加大環(huán)保設備投人和工廠作業(yè)線的改造,提升產(chǎn)業(yè)技術,由傳統(tǒng)的“大量生產(chǎn)、大量消費、大量廢棄”的粗放加工模式方向逐漸轉(zhuǎn)向以通過以連續(xù)加工生產(chǎn)線、通過集成化和自動化為特征的綠色環(huán)保車間加工的發(fā)展方向。
(3)石材制品進家裝市場。
進一步提高石材產(chǎn)品加工精度,提高產(chǎn)品質(zhì)量和檔次。大力發(fā)展石材異形產(chǎn)品、石雕石刻、石材馬賽克、拼花等精深加工、高附加值產(chǎn)品。積極發(fā)展復合板、裝飾保溫一體化石材板、薄板及超薄復合板、石材建筑構(gòu)件等多功能型產(chǎn)品,有序推進人造石制品發(fā)展。加強石材產(chǎn)品標準化工作研究與標準化產(chǎn)品開發(fā),努力開拓石材家庭裝修市場。
(4)石材加工機械裝備向高效、自動化、低能耗、綠色環(huán)保的高端化方向發(fā)展。
石材加工機械裝備需要由傳統(tǒng)的粗放式向精益化的高端機械加工裝備方向發(fā)展。數(shù)控技術可較大程度提升石材加工設備的運行精度,提高石材原料的利用率和設備的加工效率。因此,基于生產(chǎn)工藝優(yōu)化技術的自動化控制系統(tǒng)的研發(fā)將是實現(xiàn)我國石材行業(yè)健康可持續(xù)發(fā)展、進一步提升國際國內(nèi)市場競爭力的必由之路。中國石材協(xié)會分析認為[2],“隨著復合加工技術研究的深人,向構(gòu)件簡約化、結(jié)構(gòu)緊湊化、配置模塊化和部件商品化方向發(fā)展是石材數(shù)控加工設備的發(fā)展趨勢”。
未來,我國石材加工裝備制造業(yè)將形成既有為適合于多品種、單件小批量生產(chǎn)條件的全功能性數(shù)控加工中心,也有為適合于大批量生產(chǎn)、提高生產(chǎn)效率的專用型數(shù)控加工設備的格局。從整體上看,高效、自動化、低能耗、綠色環(huán)保將是我國未來石材加工裝備的發(fā)展主題。
2 金剛石圓盤鋸在切割加工領域的地位作用
金剛石圓鋸片已廣泛應用于石材加工業(yè)。傳統(tǒng)石材加工主要涉及礦山荒料的開采、石材板材的切割、異形石材制品的加工等,石材加工方式涉及到圓盤鋸、沙鋸、繩鋸、框架鋸、鏈臂鋸等,其分別在不同的切割領域都以各自的特點而有所表現(xiàn),但圓盤鋸具有的切割效率高、加工成本低、對金剛石刀頭的依賴小、滿足不同場合或切割對象加工需求的適應性強等優(yōu)勢,使得圓盤鋸在硬脆材料的切割加工領域仍能獨領風騷。也正是以圓盤鋸為代表的工具進步,帶來了石材開采及加工的徹底革命,同時帶來從鋸機到石材產(chǎn)品這一產(chǎn)業(yè)鏈中各個流程的固化和標準化,使得更具性價比優(yōu)勢的石材制品逐步替代傳統(tǒng)陶瓷板材的前景良好。圓盤鋸中最為核心的金剛石圓鋸片在傳統(tǒng)石材切割中繼續(xù)發(fā)揮著不可替代的獨特作用,發(fā)展前景總體方向是向著產(chǎn)品厚度逾趨減薄(簡稱更薄)、以不同方式進行組合的片體更多(簡稱更多)、滿足大板切割需要的產(chǎn)品直徑更大(簡稱更大)的方向快速發(fā)展。在圓盤鋸和框架鋸、繩鋸、傳統(tǒng)沙鋸等方式(質(zhì)量、效率、成本等)的加工較量中,尤其在硬質(zhì)石材(諸如花崗巖等)方面,繼續(xù)發(fā)揮著引領作用。
更薄是指在薄型化方面,在目前市場行情不景氣的背景下,石材的切割加工進入了以成本為競爭核心的時代,通過鋸片的進一步減薄來提高成材率,降低加工成本。
更多是指組合切割鋸片分為寶塔形組合和單/雙規(guī)格多片組這兩種主要形式,當下,多規(guī)格塔形的組合級別逐漸增多,單/雙規(guī)格多片組的裝片量也大幅提高,進一步提高了切割效率。
更大是指在大型化方面,通過金剛石鋸片的進一步大型化,從鋸機結(jié)構(gòu)、切割工藝以及鋸片幾個方面的研究和實踐應用表明,超大直徑圓鋸片切割花崗巖大板是最為經(jīng)濟可行的切割方式。
3 金剛石鋸片在石材切割加工中如何做到“更薄”
3.1 “更薄”的提出背景和實際需求
隨著以金剛石鋸片為代表的工具的技術進步,推動石材制品加工由傳統(tǒng)的粗放型到門類齊全、分工清晰的集約式發(fā)展。尤其是在目前經(jīng)濟發(fā)展進入了“新常態(tài)”、市場行情不景氣的背景下,石材制品的切割加工逐漸由傳統(tǒng)的以效率為競爭核心的時代轉(zhuǎn)變?yōu)橐猿杀緸楦偁幒诵牡臅r代;由傳統(tǒng)的依靠破壞環(huán)境、浪費資源的方式逐漸向以連續(xù)加工生產(chǎn)線、以集成化和自動化為特征的綠色環(huán)保車間加工的發(fā)展方向,具體落實到金剛石圓鋸片上,通過“更薄”的進一步來提高成材率,降低加工成本,邁入環(huán)境友好、資源節(jié)約的發(fā)展之路。
3.2 “更薄”能夠帶來的突出效益
更加薄型化的金剛石鋸片是一款節(jié)能型產(chǎn)品,主要應用于石材板材的切割、礦山石材荒料的開采等領域。其具有諸多優(yōu)點,主要表現(xiàn)在:鋸片厚度在常規(guī)基礎上減薄,減少了金剛石刀頭的消耗、出材率提高、切割阻力變小、能耗降低等。以傳統(tǒng)鋸片基體厚度7.3mm逐漸減少到3.0mm(切割板厚為20mm)為例進行成材率的理論測算(如圖1所示)可說明這一問題。
3.3 實現(xiàn)“更薄”的關鍵點與難點控制
為使得鋸片在進一步減薄后仍能滿足實際切割性能需求,需要從如下諸多方面進行改進優(yōu)化或重點控制。
(1)針對鋸片基體進一步減薄后的所需高性能的原材料的選型,通過優(yōu)化并確定合適的成分配方、穩(wěn)定的鋼鐵冶煉和軋制工藝控制、適當?shù)念A處理工藝,保證原材料成分與原始金相組織的均勻性、產(chǎn)品實際切割加工時材料的剛性、強韌性、熱穩(wěn)定性和抗疲勞性。

圖1 成材率測算Fig.1 The estimated rate of finished products
(2)鋸片基體的進一步減薄,對材料熱處理技術提出了更高的要求。厚度更薄將不可避免地產(chǎn)生由于各部分冷卻速度不同而造成溫度差異加大,引起鋼的體積收縮不均勻,從而導致熱應力的產(chǎn)生而變形、開裂等問題;因此,需結(jié)合材料本身相關特性(包括鋼的奧氏體冷卻相變CCT、TTT曲線),從綠色環(huán)保、高效的新型熱處理裝備、更加科學合理的熱處理工藝、綜合性能好的淬火冷卻介質(zhì)等方面著手進行關鍵技術的開發(fā)或突破。
(3)鋸片基體張力預處理技術[3]。該產(chǎn)品在直徑變大、厚度減薄的情況下,剛性下降明顯。產(chǎn)品剛性不足,將直接導致產(chǎn)品不能滿足正常的切割。通過應力的調(diào)整及分布來彌補項目產(chǎn)品直徑變大、厚度減薄而剛性喪失的缺陷,是彌補剛性的關鍵技術。所以根據(jù)鋸片切割環(huán)境及條件的不同,需要對鋸片應力做出不同的應力預處理。詳見圖2至圖7所示。
在項目產(chǎn)品的特定位置上,利用碾壓機(或者是錘擊)鋸片兩側(cè)的固定直徑部位以內(nèi),這樣就能利用膨脹或不對稱所造成的應力來對鋸片做應力預處理。
鋸片基體通過預置張力的處理后,能夠減低或抵消鋸片外部因熱效應而產(chǎn)生的負面影響,提高產(chǎn)品的固有頻率及臨界速度,從而消除振動現(xiàn)象,提高基體剛性,使金剛石鋸片的使用壽命、切割品質(zhì)和切割效率得到根本提高。
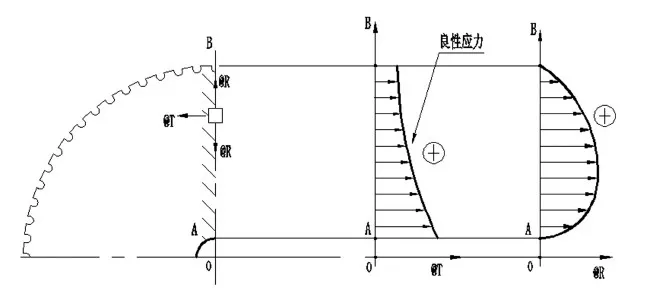
圖2 基體的旋轉(zhuǎn)速度效應Fig.2 Rotational speed effect of saw blades

圖3 鋸片外部受熱效應Fig.3 External heat effect of saw blades

圖4 鋸片切割受力示意圖Fig.4 Saw blade cutting force diagram

圖5 預置張力示意圖Fig.5 Preset tension diagram

圖6 預置張力應力分布圖Fig.6 Preset tension stress distribution map
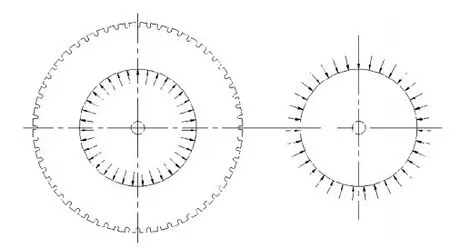
圖7 預置張力應力分布圖Fig.7 Preset tension stress distribution map
(4)鋸機切割裝備的進一步改進與優(yōu)化。對鋸機結(jié)構(gòu)進行優(yōu)化改進,提高鋸機的整體剛性、主軸的回轉(zhuǎn)精度、進給運動的導向精度與穩(wěn)定性;增加高可靠性傳感器及智能控制系統(tǒng),實現(xiàn)鋸切過程的自動化調(diào)整、故障診斷處理的智能化。
(5)鋸切工藝的優(yōu)化探索。通過智能化系統(tǒng)的檢測與加工參數(shù)的自適應動態(tài)調(diào)整,實現(xiàn)“慢速切入-快速工進-慢速切出”、“小進刀、快走刀、快轉(zhuǎn)速”等切割工藝的自動化控制,保證鋸片薄型化后鋸切過程的安全可控與性能的穩(wěn)定性。
(6)產(chǎn)品整個服役工作期內(nèi)的服務。對產(chǎn)品焊接刀頭、切割使用過程中的產(chǎn)品使用狀態(tài)的了解和跟蹤及相關指導,產(chǎn)品使用過程中的應力狀態(tài)和及時的調(diào)校處理。
3.4 “更薄”基體研制的思考
金剛石鋸片的薄型化(“薄無止境”)需從原材料、熱處理、鋸片加工及應力調(diào)整、鋸機裝備、切割工藝以及服務等全流程上向精益化方向?qū)で蟾倪M或突破;同時,應結(jié)合不同區(qū)域市場的現(xiàn)實需求(包括切割對象、切割方式的變化)滿足并實現(xiàn)個性化定制,也必將促使鋸片及鋸機廠家由傳統(tǒng)制造逐漸向制造服務型企業(yè)方向發(fā)展。
4 金剛石鋸片在石材切割中如何做到“更多”
4.1 “更多”的提出背景和實際需求
金剛石圓鋸片最早使用是單片切割,后為了提高切割效率,加大鋸機的功率,在同一根軸上裝多片鋸片,使鋸切效率有了成倍的提高。以往懸臂鋸、龍門鋸單片切割在規(guī)模化大生產(chǎn)中已一去不復返。目前市場上使用的組合片主要有單規(guī)格多片組、雙規(guī)格多片組以及多規(guī)格組合塔形組幾種主要方式,具有切割效率高的顯著優(yōu)點;多規(guī)格組合塔形組主要為提高高價格石材的板材加工成材率,通過多種薄型化鋸片寶塔形組合分步切割的方式滿足切割需求。因此,無論是進一步提高切割效率還是提高名貴石材的板材加工成材率、板材切割質(zhì)量,所有不同類型組合切割的鋸片均向著組合數(shù)量更多的方向發(fā)展。
4.2 組合切割的原理
單規(guī)格多片組即是在單根主軸上安裝相同規(guī)格的多片金剛石鋸片同時切割的加工方式(詳見圖8);雙規(guī)格多片組即是在單根主軸上安裝兩種不同大小規(guī)格的相同數(shù)量多片金剛石鋸片,這種組合采用小片開槽、大片加深的加工方式(詳見圖9)。
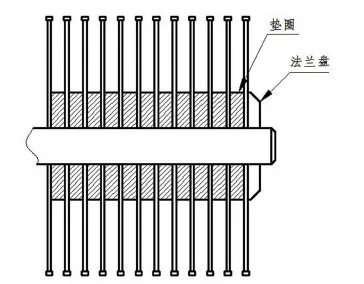
圖8 單規(guī)格多片組示意圖Fig.8 Single specification multi-chip group

圖9 雙規(guī)格多片組示意圖Fig.9 Double specification multi-chip group
對于多規(guī)格組合塔形組,即多種不同大小規(guī)格的金剛石圓鋸片組合在鋸機主軸上一起使用,依據(jù)石材荒料的高度和組合級數(shù)對鋸片基體規(guī)格進行匹配,保證在切割時組內(nèi)不同規(guī)格鋸片旋轉(zhuǎn)后同時接觸石頭,同時工作受力,采取小片開槽、不同規(guī)格大片逐漸加深分步切割的方式(詳見圖10)。

圖10 多規(guī)格塔形組示意圖Fig.10 Multi-specified tower group
多規(guī)格組合塔形組配組原理如下:
金剛石圓鋸片基體的外徑滿足以下條件:D表示
最大片,h表示切割石材板的高度,n表示套數(shù),則對應的金剛石圓鋸片基體的規(guī)格為第二片:D-2h/n、第三片:D-4h/n、第四片:D-6h/n、依此類推。
配組通式為:d=D-2(i-1)h/n,其中i=1,2,3,4,5,6,…。
按照以上配組公式選擇鋸片基體直徑,可以保證不同直徑大小的鋸片旋轉(zhuǎn)后同時接觸石材,同時工作受力。
4.3 實現(xiàn)“更多”的關鍵點與難點控制
(1)單規(guī)格多片組、雙規(guī)格多片組內(nèi)鋸片的平面度、端跳、徑跳、張力值等各項技術參數(shù)指標一致性的保證,由黑旋風鋸業(yè)推出的組合掏空片,切割時節(jié)能降耗效果顯著,排渣與冷卻性好,鋸片使用壽命長,板材切割精度高。

圖11 黑旋風掏空孔型單規(guī)格多片組、雙規(guī)格多片組Fig.11 The single specification multi-chip group and the double specification multi-chip group of HXF hollow hole type
(2)對于多規(guī)格組合塔形組,不同大小規(guī)格的鋸片安裝在同一主軸上,由于其轉(zhuǎn)速一致而導致不同規(guī)格鋸片切割時的載荷和線速度不一致,因此,需根據(jù)大小分組規(guī)格進行鋸片基體的硬度取值的分段控制(小鋸片適當降低硬度提高材料韌性及改變金相組織提高疲勞性與大鋸片匹配);通過切割消耗計算優(yōu)化不同規(guī)格鋸片的齒數(shù),保證切割時不同規(guī)格鋸片的刀頭盡量均勻消耗;通過多配小片來解決小片由于受力大而產(chǎn)生的損耗快、易裂紋的問題。
(3)在組合鋸片的張力控制上,對于張力均勻性的控制比張力值范圍的控制更有益。
(4)在組合鋸切裝備方面,需要進一步提高或保證主軸的剛性和回轉(zhuǎn)穩(wěn)定性,同時在進刀和走刀機構(gòu)的穩(wěn)定性方面需加強,通過自動對刀保證分級切割時板材的切割質(zhì)量。
4.4 實現(xiàn)“更多”的方式探討
(1)針對單規(guī)格多片組、雙規(guī)格多片組,實現(xiàn)“更多”有如下方式:

圖12 多規(guī)格塔形組Fig.12 Multi-specified tower group
以鋸片基體薄型化為前提,進一步規(guī)范鋸機、切割工藝、操作,通過明確切割對象進行相關組合規(guī)格、厚度的特殊定制,通過“更多”的鋸片直接切割,實現(xiàn)切割成本和效率的最優(yōu)組合。
(2)針對多規(guī)格組合塔形組,通過實現(xiàn)大規(guī)格鋸片的直徑更大、厚度更薄來實現(xiàn)塔形組合的分級級數(shù)(片體規(guī)格)更多(后續(xù)章節(jié)“更大”將詳述),以及多規(guī)格組合塔形組中鋸片基體規(guī)格尺寸的標準化。
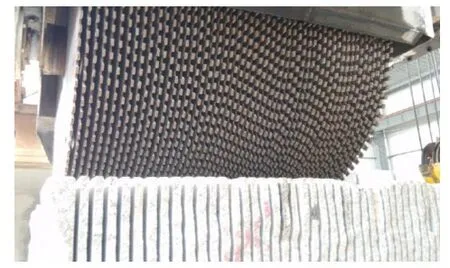
圖13 基于薄型化的直接“更多”切割Fig.13 Direct "more" cutting on the tendency of being thinner
5 金剛石鋸片在石材切割中如何做到“更大”
5.1 “更大”的提出背景和實際需求
裝飾裝修中對石材大板(硬質(zhì)大理石或花崗巖)的需求越來越多,同時國外以石材大板來進行套材滿足異類規(guī)格的裝飾模式逐漸推廣,而傳統(tǒng)的沙鋸或繩鋸切割成本高、效率低使得其大面積推廣有一定局限性,對金剛石框架鋸改變切割方式后用于切割花崗巖大板經(jīng)過系統(tǒng)研究后現(xiàn)仍處于試驗階段,受制于框架鋸的切割原理及方式,金剛石框架鋸切割花崗巖大板并產(chǎn)業(yè)化應用幾無可能。而通過金剛石鋸片的進一步大型化,從鋸機結(jié)構(gòu)、切割工藝以及鋸片幾個方面的研究和實踐應用表明,超大直徑圓鋸片切割花崗巖大板是最為經(jīng)濟可行的切割方式。
5.2 實現(xiàn)“更大”的關鍵點與難點控制
圓盤鋸切割石材大板主要使用多規(guī)格塔形組的切割方式,這其中就對規(guī)格更大更薄的金剛石鋸片、鋸切裝備、以及鋸切工藝等提出了更加嚴苛的要求。
(1)要實現(xiàn)金剛石鋸片的更大更薄,必須從超大超薄型金剛石鋸片基體的原材料選型、熱處理技術、校平與張力控制等方面加以控制。
a)鋸片鋼材料的選型。隨著市場對超大型鋸片切割質(zhì)量和穩(wěn)定性的更高要求,從近些年市場超大型鋸片實際供應上可以看出傳統(tǒng)的“土片”(普通碳素鋼)逐漸被綜合性能好的調(diào)質(zhì)鋼(合金工具鋼)替代。因此,需要和大型專業(yè)化鋼廠加強合作,通過優(yōu)化并確定合適的成分配方、穩(wěn)定的鋼鐵冶煉和軋制工藝控制開發(fā)寬幅面薄型化新型鋸片專用鋼材料。
b)超大超薄型金剛石鋸片基體專用熱處理技術的開發(fā)。傳統(tǒng)“土片”不經(jīng)過任何熱處理工藝技術處理,其使用性能差、壽命短。由于沒有與之配套的大型化熱處理裝備,部分大型化鋸片基體使用鋼廠軋制過程中的在線水霧噴淋處理,其加工出來的材料硬度差值大、鋼板變形大,導致最終使用切割時的產(chǎn)品剛性不夠,切割質(zhì)量與穩(wěn)定性難以保證。因此,開發(fā)較為合適的超大超薄型金剛石鋸片基體專用熱處理裝備、探索研究較為科學合理的熱處理工藝技術對于超大超薄型金剛石鋸片基體用于切割石材大板尤為重要。
c)大幅面超薄鋸片的校正與張力控制。大直徑、厚度超薄的圓盤類薄板件,在熱處理、磨削等工序要嚴格控制產(chǎn)品的平面度之外,后期還需通過人工校平來達到預設的平面度標準,傳統(tǒng)的金剛石鋸片基體僅通過人工錘擊“鼓包”處就可以消除變形,達到目的。但是對于超大超薄型金剛石鋸片基體,由于其幅面大、厚度薄,按照常規(guī)平面度校正和張力控制辦法無法保證產(chǎn)品整體的平面度和張力指標。黑旋風鋸業(yè)公司研究開發(fā)了一種新型的圓鋸片基體校平方法,該校平方式不僅很好地解決了超大超薄型的平面度的問題,同時在校平過程中釋放了有害的殘余應力,從而提高了產(chǎn)品的平面度,增加了產(chǎn)品的剛性。
(2)塔形組合超大片切割超大板專用鋸切裝備的開發(fā)。鋸機的大型化、整體剛性、切割分刀及進刀行走機構(gòu)裝置的改進優(yōu)化、控制系統(tǒng)的自動化與智能化是切割超大板專用鋸切裝備開發(fā)的重點。
(3)鋸切操作及工藝的規(guī)范化。通過培養(yǎng)有經(jīng)驗的大切操作工和程序化規(guī)范作業(yè)流程,避免出現(xiàn)傳統(tǒng)鋸切操作過程中的野蠻進刀現(xiàn)象,通過精細化的操作、小進刀高轉(zhuǎn)速的固化鋸切工藝保證切割的穩(wěn)定性。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
