一種新型取料新工具的應用
2019-04-22 02:46:14,,
防爆電機 2019年2期
,,
(哈爾濱電機廠有限責任公司,黑龍江哈爾濱 150040)
0 引言
水輪機主軸是機組的關鍵部件,基本全部采用鍛造結構,采用鍛20SiMn材料,為保證產品質量,此工件全部需要套料,進行機械性能,材料分析等試驗,確保產品的原材料質量。原來需要提供老式套料鉆加工,周期非常長,占用大設備周期(大型鏜床)。隨著產品產量的越來越多,技術水平的不斷發展,采用新型套料工具,效率大大提高,節省大型數控機床周期,質量好,效率高,現已經全部采用該種技術方法。
1 采取的主要措施
1.1 原工具使用的技術分析
水輪機主件主軸等部件由于采用外鍛(外委廠家鍛造),因此返回公司需要套孔取料做試驗;原工藝方法為在鏜床用套料鉆取料,該工具采用原始傳統工具,加工工期長;占用大設備周期;原一個孔需要3~4個小時。從生產水輪機主軸一直到今,全部采用該工藝方法及工具。效率不高,工具相對很笨重,由于切削量大,成本高,周期長,操作者使用費力費時。因此急需一種新型工藝解決。
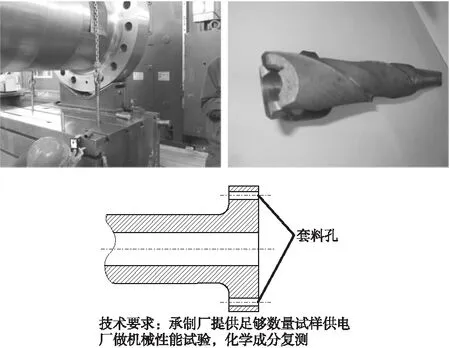
圖1 老式套料鉆及原主軸套料
水輪機和發電機大軸在法蘭上套取試樣進行材料性能試驗,以前套取試樣需用自制的套料鉆在鏜床上進行(見圖1)套取1個試樣需要自制套料鉆1~2只,效率不高,因此長期配備大量套料鉆,從下圖可以看出此工具非常笨重,重量20kg左右,而且在使用過程中容易鉆頭打碎,占用大量時間敲打擊碎部分(將其取出),因此占用人力物力及大設備時間。由于該項產品屬常規產品,使用頻率高。

圖2 新型取芯鉆
從上圖即可看出,新型合金套料工具,外徑φ40mm,壁厚2.5mm,長度在140mm從重量上輕便,裝夾簡單,大大減輕工具的重量,裝夾方便簡潔。
1.2 改進措施(新工具試驗和使用)
1.2.1 主軸用通用鏜床和萬能鉆取料試驗
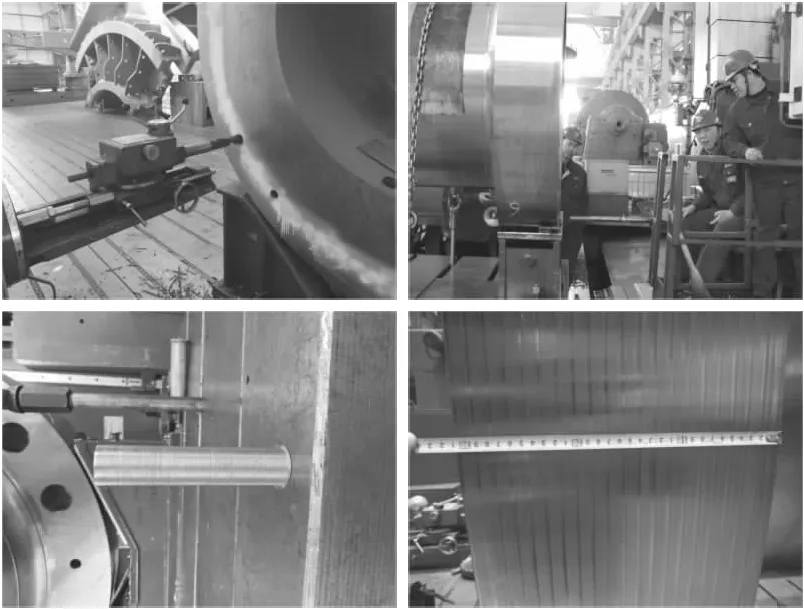
圖3 主軸采用取芯鉆套料
通過上述試驗,我們取得了非常明顯的加工效率和質量。主軸采用外購合金取芯鉆加工取料,效率高,效果好。尤其在主軸取料試驗上,不但能用大型鏜床,而且在萬能機床上試驗效果也非常好。只需要5~6分鐘即可。包括輔助時間10~15分鐘左右。該項工藝措施生產周期短,工具輕便。完全能取代傳統的工具,能滿足試驗取料的要求。效率高,節省大型設備周期。目前已經推廣應用。
1.2.2 各種材料取芯鉆鉆孔試驗
使用取芯鉆,分別通過不同的轉速、走刀量對普通鋼板,厚鋼板及不銹鋼板進行鉆孔試驗,檢測孔的光潔度能達到的精度。

圖4 試驗鉆孔
通過多次的試驗,根據部件的不同精度要求可以選取不同的參數,推薦一般轉數在260r/min,進給量0.12mm的加工參數,內孔的質量非常好。在實際應用中可以根據需要選取和借鑒使用。
1.2.3 新舊工具試驗
由于該工具成本高,對新工具和使用過程中損壞的工具也分別進行了試驗。通過該項試驗我們在實際生產中根據使用性質不同,可以節約成本使用。
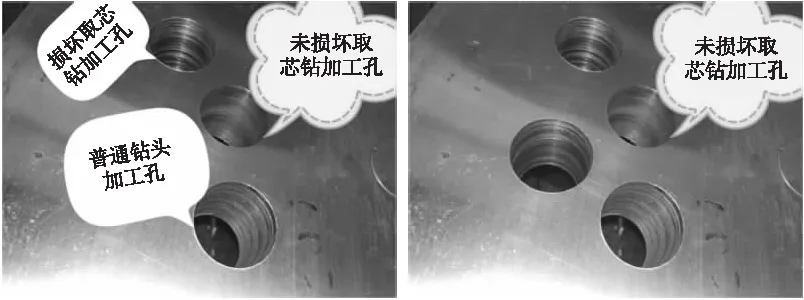
圖5 新舊工具試驗對比
2 結語
通過新技術的推廣,改變了一直以來的傳統套料加工模式,新型工具具有重量輕便,加工快捷,加工質量高,加工效率高等諸多優點,并通過大量的試驗,對切削參數和加工效果有了對比。大大節省工件的生產制造周期,節約大量的制造成本。目前已經在主軸取料及薄板部件上全部推廣使用。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
商周刊(2017年9期)2017-08-22 02:57:49
汽車觀察(2016年3期)2016-02-28 13:16:26
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
