整車門檻護板平整度超差質(zhì)量問題解決
2019-04-24 02:15:06孫健
大眾汽車 2019年1期
孫健
廣汽菲亞特克萊斯勒汽車有限公司廣州分公司 廣東 廣州 511434
1 引言
本篇報告從零件質(zhì)量工程師的角度出發(fā),針對發(fā)生的質(zhì)量問題,以分析思路和步驟為主線,側(cè)重于總結(jié)問題解決過程中收獲的經(jīng)驗,為提升供應(yīng)商質(zhì)量管理提出了自己的一些見解,供大家參考。希望其中的內(nèi)容能對大家日后的工作起到一定幫助。
2 名詞定義
2.1 5W1H
將問題的發(fā)生過程通過What、When、Where、Who、Which、How的方式進行歸類描述,便于一目了然地了解問題。
2.2 PDCA
PDCA循環(huán)是開展所有質(zhì)量活動的科學(xué)方法,按照作出P-計劃、D-實施、C-檢查實施效果, A-標準化去解決一系列的質(zhì)量問題。
2.3 FTA
問題定義樹。列出所有潛在的影響因素,通過逐一分析排除,直至鎖定具體的問題影響因素。
3 車輛門檻護板平整度超差的質(zhì)量問題解析及管理
此過程運用了質(zhì)量問題推進的思路和邏輯進行展示。即:課題選定-團隊建立-制定行動計劃-根本原因查找-對策實施-驗證-總結(jié)
3.1 課題選定
2018年9月11日在內(nèi)外飾檢查線上發(fā)現(xiàn)質(zhì)量問題:V-CAR門檻護板與后翼子板平整度超差。以下是5W1H的問題描述:
3.2 團隊建立
問題發(fā)生后,組建了問題解決團隊,成員包括供應(yīng)商處的質(zhì)量管理、生產(chǎn)人員,以及主機廠的SQE供應(yīng)商質(zhì)量工程師、產(chǎn)品設(shè)計工程師、質(zhì)量工程師。問題解決由質(zhì)量工程師牽頭。
3.3 制定行動計劃
團隊計劃在2018年10月11日前解決該問題,并以此制定出相關(guān)的行動計劃。
3.4 根本原因分析
3.4.1 使用FTA確定問題潛在影響因素
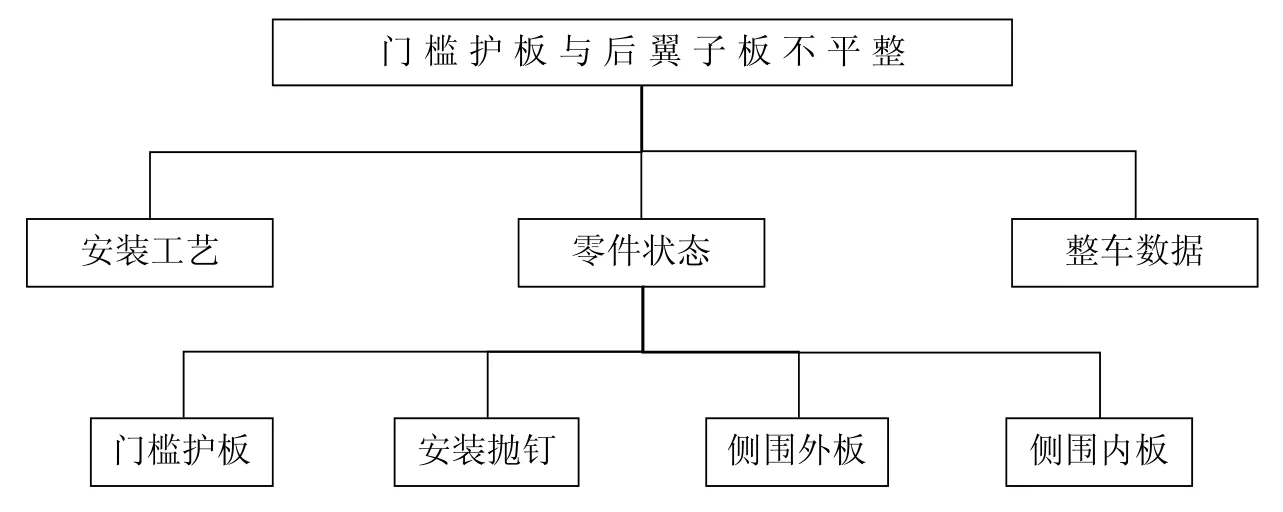
3.4.2 潛在影響因素逐一分析
3.4.2.1 安裝工藝:對缺陷車輛重新安裝門檻護板三次,缺陷依舊存在。說明安裝無影響;
3.4.2.2 門檻護板:通過對門檻護板互換分析,缺陷隨著門檻護板走。說明門檻護板是主要影響因素。將OK護板和缺陷護板退回供應(yīng)商處檢具上測量確認,發(fā)現(xiàn)兩個門檻護板在檢具上的測量數(shù)據(jù)均符合標準,且數(shù)據(jù)基本一致。
檢具測量結(jié)果無法反映裝車狀態(tài),因此供應(yīng)商無法通過檢具監(jiān)控零件裝車狀態(tài)。這將是我們重點要分析調(diào)查的地方。
3.4.2.3 安裝拋釘
經(jīng)過測量,拋釘尺寸符合要求,排除拋釘?shù)挠绊懀?/p>
3.4.2.4 側(cè)圍內(nèi)板/側(cè)圍外板
將側(cè)圍外板和側(cè)圍內(nèi)板上檢具測量,均滿足標準要求。并且側(cè)圍內(nèi)外板為沖壓件,零件尺寸很穩(wěn)定。排除側(cè)圍內(nèi)/外板的影響。
3.4.2.5 整車數(shù)據(jù)
調(diào)查了車身相關(guān)安裝孔和型面的數(shù)據(jù)進行確認,并安排兩個白車身進行測量,數(shù)據(jù)均滿足標準要求。排除整車數(shù)據(jù)的影響。
基于以上階段性調(diào)查,安裝工藝、安裝拋釘、側(cè)圍內(nèi)/外板、整車數(shù)據(jù)均對此問題無影響;
門檻護板通過互換分析證實影響最大,但缺陷件在檢具上無法檢測出數(shù)據(jù)的差異。
3.4.2.6 國產(chǎn)件與進口件對比
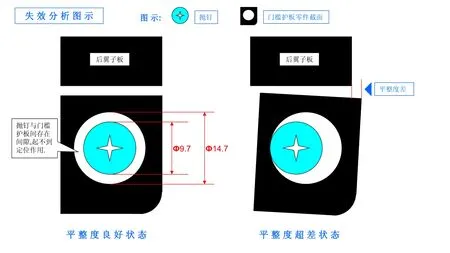
從進口的V-CAR試驗車上拆下門檻護板與國產(chǎn)的門檻護板進行對比,發(fā)現(xiàn)進口門檻護板后安裝孔孔徑為10mm,國產(chǎn)門檻護板的孔徑為14.7mm。通過對尺寸的分析,進口門檻護板上的該孔是定位孔,限制門檻護板的后部的進出方向.即無論門檻護板零件如何波動,拋釘總是通過該定位孔把門檻護板的后部向內(nèi)拉住(向外頂住),從而保證此處的平整度良好。
涉及工程師反饋:國產(chǎn)門檻護板在項目階段為了消除安裝困難的風(fēng)險,把該定位孔擴孔至14.7mm.,并且圖紙也隨之更改,導(dǎo)致門檻護板后部失去限位。失效原理如下圖。
失效原理圖:
基于以上分析:
項目階段產(chǎn)品設(shè)計把門檻護板后安裝孔的孔徑擴大,導(dǎo)致門檻護板后部失去限位,即是該問題發(fā)生的根本原因。
3.5 圍堵措施
針對缺陷車,在拋釘上貼3mm厚的膠帶驗證效果.缺陷車平整度原始狀態(tài)3mm,實驗后平整度變?yōu)?.5mm.實驗效果改善明顯。
驗證有效后,安排供應(yīng)商在拋釘上貼3mm厚的3M膠帶,GA安裝時注意把帶膠帶的一側(cè)靠內(nèi)后再安裝,把門檻護板向內(nèi)頂,改善平整度。
3.6 長期措施
供應(yīng)商把門檻護板后安裝孔孔徑由 14.7 mm 收至 11 mm ,恢復(fù)門檻護板后部的限位。(為避免安裝困難的風(fēng)險,故未收至10mm) 。
3.7 效果驗證
自短期措施落實后,在線 PPH<1.5;自長期措施落實后,在線 PPH降至0,問題解決。
4 總結(jié)
基于分析過程的彎路和教訓(xùn),對問題分析有以下建議:
(1)設(shè)計部門建立一個零件更改清單庫,對所有更改過的零件/更改內(nèi)容/更改時間/圖紙是否更改等作存檔,便于了解項目前期對零件做過的所有改動,能有效地縮短分析時間;
(2)在分析的過程中,如果存在進口件,則應(yīng)該多參考進口零件狀態(tài),看是否與國產(chǎn)零件存在明顯差異;
(3)在分析過程中要多從設(shè)計意圖上去考慮問題,而不要單純地進行互換實驗,有時候互換的結(jié)果未必能反映出問題的根本原因。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
汽車觀察(2016年3期)2016-02-28 13:16:26
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
中國質(zhì)量與標準導(dǎo)報(2014年1期)2014-02-28 22:21:28
