基于特種車的脈動式裝配線構建技術研究
2019-05-09 06:41:24李國慶李旭光郝玉亭張中元申國慶王海麗
航天制造技術 2019年2期
李國慶 李旭光 郝玉亭 劉 鵬 馬 健 張中元 申國慶 王海麗
基于特種車的脈動式裝配線構建技術研究
李國慶 李旭光 郝玉亭 劉 鵬 馬 健 張中元 申國慶 王海麗
(山西航天清華裝備有限責任公司,長治 046012)
從特種車裝配的特點及需求入手,分析其與飛機裝配的相似性,借鑒飛機脈動式裝配理念,提出了特種車的脈動式生產線裝配模式,初步研究特種車脈動式裝配涉及的脈動主體、物流配套及信息化管控三個方面。通過分析特種車裝配工藝流程與生產節拍的關系,結合特種車裝配現場執行過程精細化控制與管理的需求,提出優化工藝流程的方法,完成三級庫房物流配套規劃及特種車脈動式裝配線信息化管控架構。
特種車;脈動式裝配線;信息化管控

1 引言
特種車的裝配涵蓋了液壓、控制、供電、溫控等系統,是一項集成度較高的總裝工作。因研制階段特種車產量少,采用機庫式裝配模式,由多組工人穿插并行作業,以專業為導向分工管理和布局配置,雖能夠滿足小產量裝配需要,但該裝配模式生產資源分散,管理流程復雜,產品裝配周期長。
隨著特種車生產當量提高,傳統機庫式裝配模式逐漸不能滿足要求。特種車具有產量少、品種多、需求多變的特點;特種車的裝配具有多學科、高技術的特點,比較發現,飛機裝配與特種車具有極高相似性。
飛機結構尺寸大、外形復雜,總裝技術難度大、涉及學科廣。隨著飛機的需求量急劇增長,傳統的機庫式(停車場式)飛機裝配模式無法適應現代飛機制造的要求[1]。從20世紀90年代起,波音、空客等飛機制造商吸取豐田公司的精益生產制造理論,完成了生產線流程再造,實現脈動生產線的探索性構建并成功,縮短了總裝時間,提高了裝配質量[2]。
借鑒飛機脈動式裝配理念,結合特種車自身特點,梳理特種車裝配過程,建立由總裝按一定節拍拉動整個生產活動的新生產秩序,實現裝配生產的精準、高質量協同工作[3]。針對特種車脈動裝配線的構建,研究了三部分內容:脈動主體、物流配套及信息化管控。
2 脈動主體
特種車裝配作為脈動主體,為實現不同工位的移動,分析裝配工藝流程,根據節拍要求重新排列組合,形成適合脈動式裝配線的工藝流程和工位節拍。
首先梳理優化特種車工藝流程在此基礎上,部件拆分工藝流程,按照頂層裝配組件的方式,重新優化再造現有工藝流程,形成各部件的裝配邏輯關系。然后根據脈動式節拍,將并行作業的部件依據節拍及對資源需求的相似性劃分至同一工位中實現裝配,優化整合,科學合并工序,重新組合部件裝配,設計出適用于脈動式生產線的總裝工藝流程。

圖1 工藝流程與工位節拍匹配設計邏輯圖
根據任務需求,計算脈動式生產線目標節拍;統計出每一個裝配組件的主裝配時間和輔助裝配時間,結合場地等資源約束,得出脈動式裝配工位;裝配工藝流程與裝配工位優化匹配,實現脈動式裝配線的節拍匹配設計及工位劃分。脈動主體中工藝流程與工位節拍匹配設計邏輯圖見圖1。脈動式裝配各工位間順利流轉的關鍵在于工位節拍均衡,需要每個工位的工作量均勻,避免造成裝配線斷線積壓,平衡瓶頸裝配環節,平均化全部裝配環節,調整每個工位的負荷,不斷合理設計與再造工藝流程,實現生產線節拍平衡[4]。
3 物流配套
物料準時配套是物流設計的根本目的,計劃部門下達生產任務后,裝配單位生成物料配套要求,物料配送信息發送庫房,收到信息后出庫與配送物料,實現現場物料的配送。
特種車因存在部分裝配組件體積大的特點,物料的存儲分為齊套庫、成品庫以及線邊庫三級存放,通常情況下,齊套庫主要存放裝配所需的小型自制件及標準件,成品庫主要存放裝配所需的大型部裝件,線邊庫優先存放各待裝零部件。
線邊庫在工位縱向側面,裝配計劃開始后,各組件按規定數量、路線由齊套庫、成品庫向線邊庫配送所需物料并裝配。線邊庫從靠近物流通道一側供貨,此方式可以降低安全風險,隔離供貨人員與操作人員,不存在交叉干擾,最大限度地減少作業人員在作業過程中的動作浪費。物流配套結構圖如圖2所示。

圖2 物流配套結構圖
物流路徑的規劃應根據實際廠內場地,合理劃出各功能區布局,結合工位內裝配實際,實現各工位裝配設備、物料運輸設備、工作單元和通道走廊等資源合理放置在一個有限的工位工作空間里面的目標[5]。
4 信息化管控
裝配脈動式生產線執行過程中需要全過程、全方面、全狀態的信息控制與管理現場,整個裝配過程中的信息流包含技術、管理兩個方面,根據特種車裝配現場執行過程精細化控制與管理的需求。
技術方面主要管控裝配過程中的技術信息,包括圖紙資料、工藝文件等;同時以數字化質量跟蹤卡為載體,實現對脈動線裝配過程的工單執行、作業指導、質量檢驗和裝配檔案、追溯分析、看板報表等功能,展示現場裝配的進度信息和狀態信息。
管理方面主要管控裝配過程中需要的生產管理信息,包含生產計劃管理和齊套資源管理。通過生產計劃管理,實現對總裝計劃的接收、分解和進度計劃監控,實現計劃制定與計劃執行的互聯互通,并根據總裝車間現場的執行情況反饋信息調整計劃,保證計劃對現場執行始終具有指導性。實現對各類物料、工裝、資源的生產準備和齊套性管理,通過總裝工藝流程分析,以總裝工序需求作為拉動自制件和外購件配套節點的核心,分離出自制件、外購件、外供件等,提出工序級的物質配套需求,計劃部門按照各工序的工時由交貨時間逆推整個生產周期的任務節點。
特種車脈動式裝配線信息化管控架構[6]見圖3。
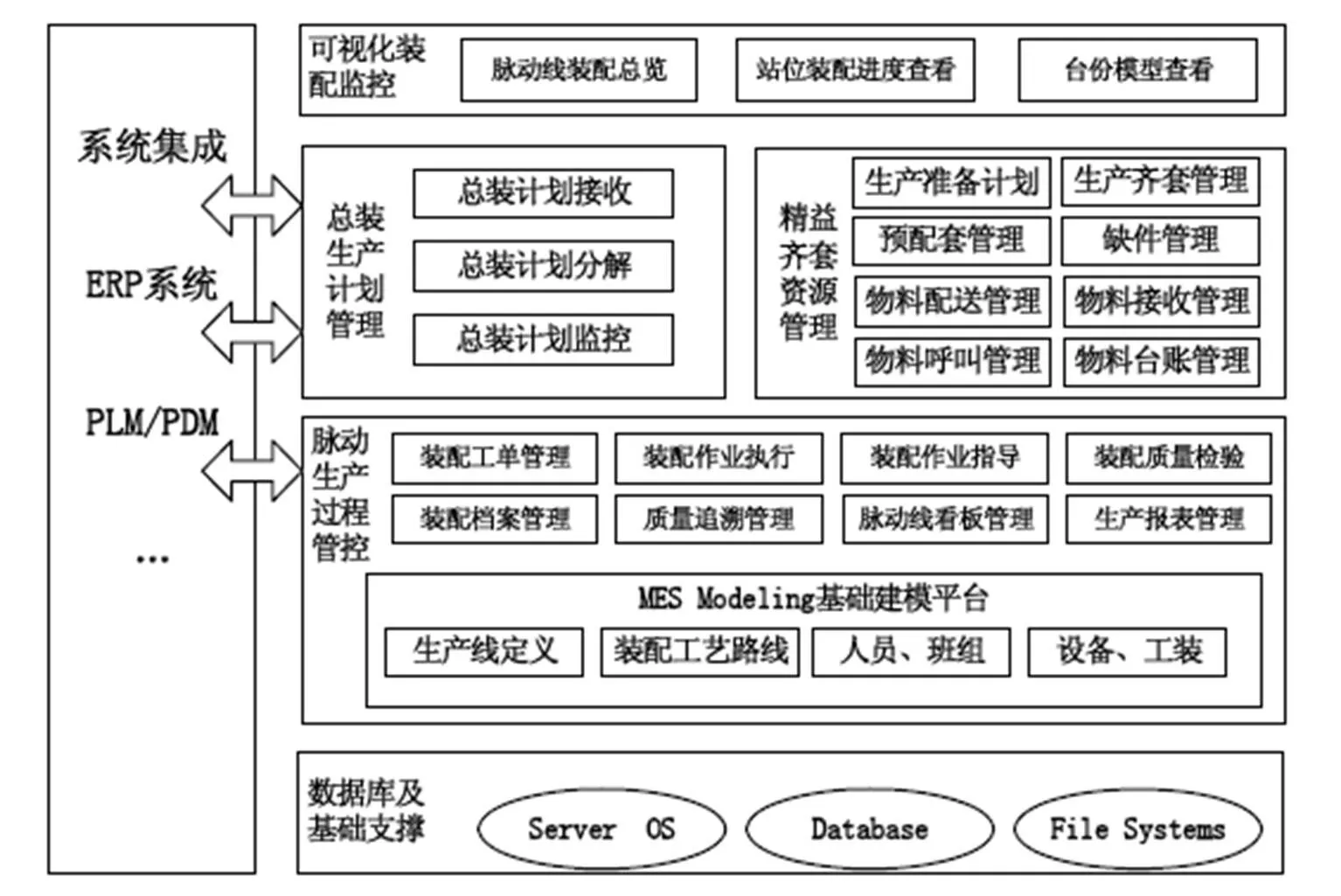
圖3 脈動式裝配線信息化管控總體架構
5 結束語
隨著特種車需求的不斷增加,傳統機庫式裝配逐漸不能滿足需要,打破傳統裝配方法成為必然。借鑒具有高度相似性的飛機脈動式裝配線模式,建立特種車脈動式裝配線,幫助裝配線滿足特種車的需求,同時實現質量的提升,是特種車裝配的發展方向。
1 李金龍. 脈動裝配生產線的應用與發展[J]. 航空制造技術,2013(17):58~60
2 何建新. 基于通用飛機的總裝脈動生產線技術研究[J]. 電子機械工程,2018,34(2):56~60
3 周根然. 生產運作與管理[M]. 北京:科學出版社,2010
4 劉立雙. 脈動式生產線在空空導彈總裝中的應用探索[J]. 航空制造技術, 2013(20):116~117
5 李國叢. 全自動柔性噴漆生產線系統的設計[J]. 航天制造技術,2015(5):44~46
6 蔣丹鼎. 航天復雜產品數字化生產線的研究與應用[J]. 航天制造技術,2011(6):33~36
Research on Construction of Pulsating Assembly Line Based on Special Cars
Li Guoqing Li Xuguang Hao Yuting Liu Peng Ma Jian Zhang Zhongyuan Shen Guoqing Wang Haili
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
This paper starts with the characteristics and requirements of special car assembly. The similaritybetween special car assembly and aircraft assembly is analyzed. Based on the concept of aircraft pulsating assembly, the assembly mode of pulsating production line for special car is put forward. The three aspects of pulsating main body, logistics matching and information management and control involved in special car pulsating assembly are preliminarily studied. Based on the analysis of the relationship between assembly process and production rhythm of special car and the requirement of fine control and management of assembly process on special car, the method of optimizing process flow is put forward to complete three-level warehouse logistics supporting planning and special car pulsating assembly line information management and control framework.
special car;pulsating assembly line;information management and control
李國慶(1989),工程師,材料科學與工程專業;研究方向:數字化工藝設計。
2019-01-14
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
物流技術與應用(2020年11期)2020-03-11 03:11:36
汽車觀察(2018年12期)2018-12-26 01:05:44
消費導刊(2018年8期)2018-05-25 13:20:16
求學·理科版(2016年1期)2016-02-29 15:34:46
現代企業(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
