熱處理工藝對Ti-6Al-4V ELI合金厚截面鍛件力學性能的影響
2019-05-14 09:58:18王新南朱知壽商國強信云鵬祝力偉李明兵劉格辰
鈦工業進展 2019年2期
王新南,朱知壽,商國強,信云鵬,祝力偉,李 靜,李明兵,劉格辰
(中國航發北京航空材料研究院,北京 100095)
0 引 言
Ti-6Al-4V ELI是20世紀60年代美國研發的中強高損傷容限型鈦合金,該合金是在Ti-6Al-4V合金的基礎上,通過純凈化熔煉降低間隙型合金元素含量和通過β熱處理工藝獲得片層組織,使之具有更高的斷裂韌性、疲勞裂紋擴展抗力和疲勞裂紋擴展門檻值等損傷容限性能。該合金已成功應用于歐美的民用客機和軍用飛機的關鍵承力結構件中,如F-16戰斗機的水平尾翼轉軸、波音767第一號駕駛艙擋風玻璃窗骨架、波音777客機的安定面連接接頭等[1-3]。
我國自“十五”開始研發具有自主知識產權的中等強度損傷容限型鈦合金應用技術,如將新型的準β熱處理工藝應用于國產TC4-DT中強高損傷容限型鈦合金,使其在具有良好損傷容限性能的同時仍能保持良好的強度和塑性水平,減弱了因β熱處理片層組織粗化而導致的強度和塑性大幅下降的趨勢[4-8]。
應我國新一代飛機高減重、長壽命的設計使用需求,鈦合金結構件不斷向大型化、整體化方向發展[9-12],如二重萬航模鍛公司和三角防務分別采用普通模鍛和熱模鍛方式成形了投影面積達5 m2以上的TC4-DT鈦合金特大型整體鍛件。隨著鈦合金鍛件的大型化,超厚鍛件的應用越來越多。為充分熱透,超厚鍛件的熱處理保溫時間長,而損傷容限型Ti-6Al-4V ELI合金采用β工藝長時間熱處理時,塑性等性能易惡化,因此有必要研究熱處理工藝對該合金厚截面鍛件力學性能的影響。
1 實 驗
實驗原材料為國產φ450 mm的Ti-6Al-4V ELI合金棒材,采用C5t自由鍛錘,以相同的兩相區鍛造工藝將其加工成6件δ200 mm厚截面鍛件,鍛件尺寸均為200 mm(H)×230 mm(T)×300 mm(L),相變點溫度為975 ℃。
對6件δ200 mm鍛件開展不同溫度的β熱處理工藝和準β熱處理工藝的對比實驗,具體方案如表1所示。第一重退火的加熱溫度分別為Tβ+15 ℃、Tβ+30 ℃、Tβ+60 ℃,保溫時間分別為180 min(β熱處理工藝,熱透時間按0.8系數計算,保溫時間按熱透后心部再保溫20 min計算)、60 min(準β熱處理工藝,相變點以上按0.3的加熱系數計算)。第二重退火均采用730 ℃×2 h/AC。
表1Ti-6Al-4VELI合金鍛件的熱處理工藝
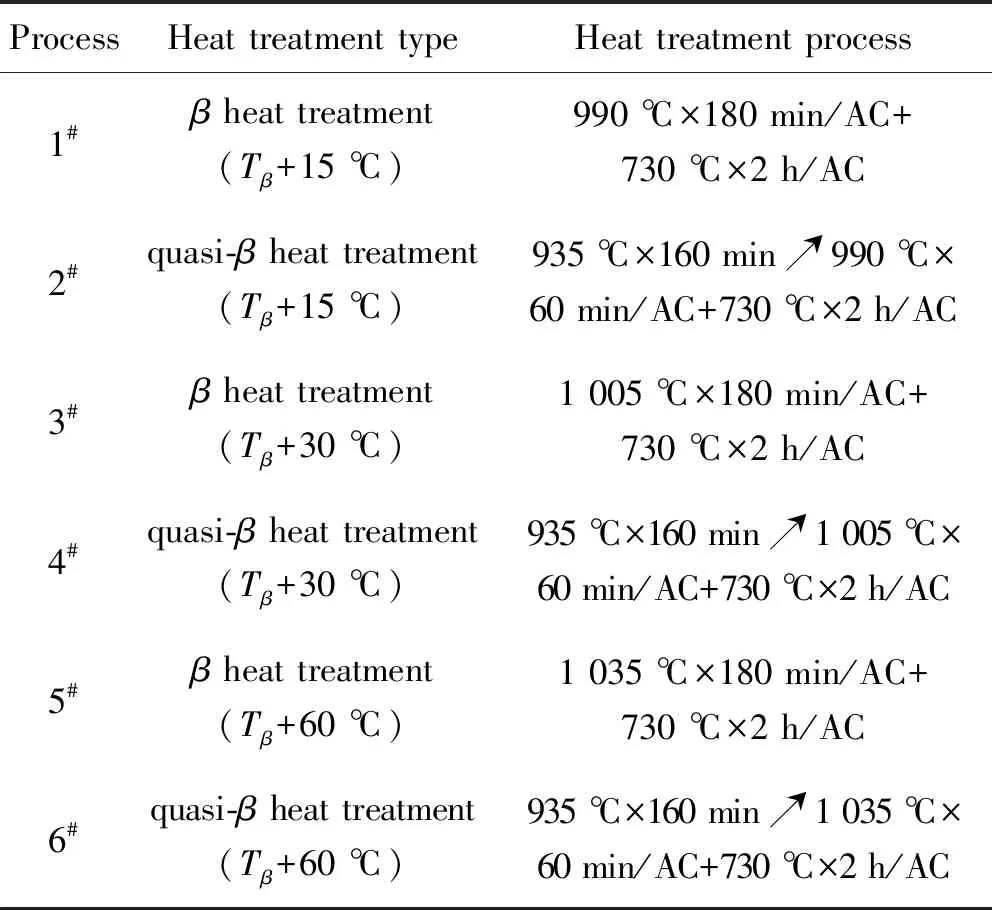
Table 1 Heat treatment processes of Ti-6Al-4V ELI
對6種工藝熱處理后的鍛件進行高低倍組織、拉伸性能、斷裂韌度、疲勞裂紋擴展速率的測試和斷口分析。高倍和低倍組織按GB/T 5168標準進行檢驗,低倍組織試樣取自鍛件中部的橫截面。顯微組織試樣取自鍛件中部的H/2處,采用OLYMPUS GX51光學顯微鏡進行組織觀察。拉伸性能按 ASTM E8/E8M標準測試,采用工作區直徑為 6 mm的圓棒形試樣,拉伸試驗在INSTRON 5887拉伸試驗機上進行。斷裂韌度按ASTM E399標準測試,試樣厚度為35 mm,在MTS 810液壓伺服疲勞試驗機上進行試驗。疲勞裂紋擴展速率按GB/T 6398標準進行測試,試樣厚度為12.5 mm,在MTS 810液壓伺服疲勞試驗機上進行試驗。在Camscan 3100型掃描電子顯微鏡上觀察疲勞裂紋擴展速率試樣的斷口形貌。在OLYMPUS GX51光學顯微鏡下觀察疲勞裂紋擴展速率試樣的裂紋擴展路徑。
2 結果與分析
2.1 熱處理工藝對厚截面鍛件拉伸性能的影響
表2為Ti-6Al-4V ELI合金厚截面鍛件經不同工藝熱處理后的拉伸性能。從表2可以看出,第一重退火溫度為Tβ+15 ℃時,準β熱處理工藝的強度略高于β熱處理工藝。第一重退火溫度為Tβ+30 ℃和Tβ+60 ℃時,準β熱處理工藝的強度與β熱處理工藝的強度水平相當。
表2Ti-6Al-4VELI合金鍛件經不同工藝熱處理后的拉伸性能
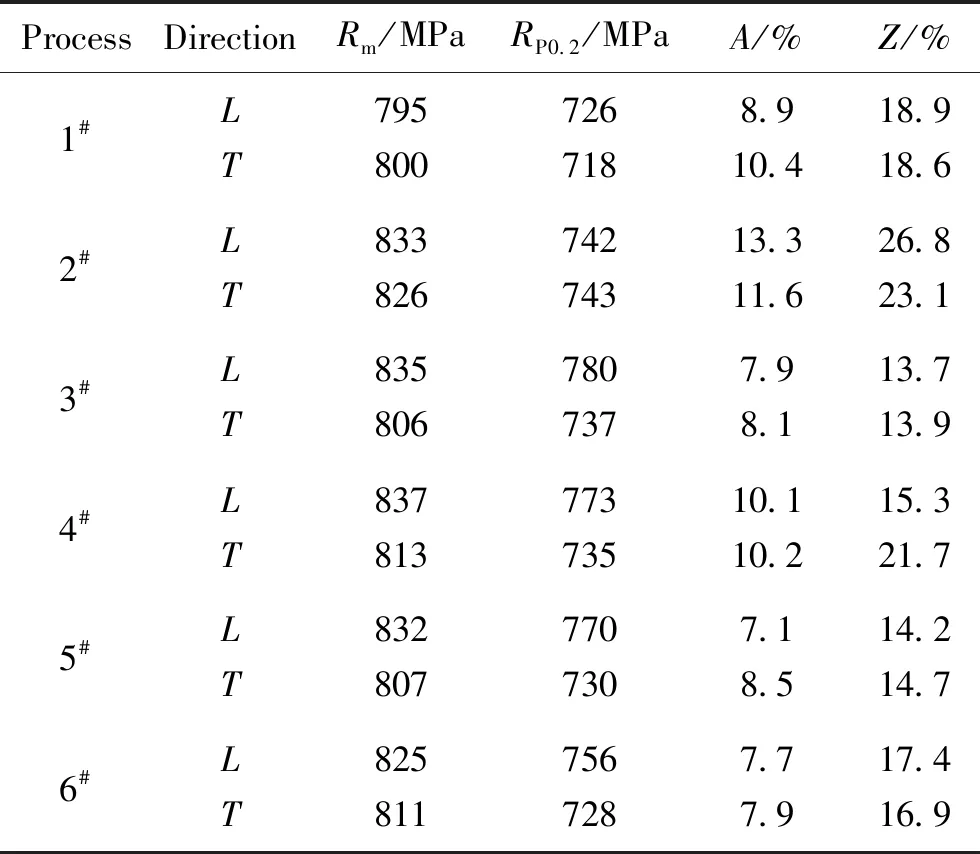
Table 2 Tensile properties of Ti-6Al-4V ELI alloy forgings
在塑性方面,無論是β熱處理工藝還是準β熱處理工藝,隨著第一重退火加熱溫度從Tβ+15 ℃升高到Tβ+30 ℃、Tβ+60 ℃,塑性均呈現明顯下降趨勢。同時可以看出,第一重退火溫度為Tβ+15 ℃和Tβ+30 ℃時,準β熱處理工藝的塑性明顯優于β熱處理工藝。采用Tβ+15 ℃的β熱處理工藝時,延伸率在9%左右;采用Tβ+15 ℃的準β熱處理工藝時,延伸率在12%左右。采用Tβ+30 ℃的β熱處理工藝時,縱向延伸率已下降至8%以下;而采用Tβ+30 ℃的準β熱處理工藝時,縱向和橫向的延伸率仍能保持在10%以上的水平。第一重退火溫度為Tβ+60 ℃時,準β熱處理工藝的塑性與β熱處理工藝的塑性水平相當。
β熱處理工藝采用的都是將坯料直接在β相區加熱的方法。由于鈦合金的熱導率比較低,僅是鋼的1/3,所以β熱處理規定的β區域的保溫時間都比較長,加熱系數一般都在0.8以上。相比同樣加熱溫度的β熱處理工藝,準β熱處理工藝在強度水平相當的前提下,保證了良好的塑性水平。這主要歸因于鍛件在α+β相區充分預熱,減少了在β區的停留時間,使其既保留片層組織優異的損傷容限性能,同時又減弱因片層組織粗化而導致的強度和塑性大幅下降的趨勢。
2.2 熱處理工藝對厚截面鍛件組織的影響
圖1為Ti-6Al-4V ELI合金鍛件經第一重退火溫度為Tβ+15 ℃的β工藝和準β工藝熱處理后的高低倍組織。從圖1可以看出,準β熱處理工藝下的低倍組織(圖1b)比β熱處理工藝(圖1a)更細小、模糊。β熱處理工藝和準β熱處理工藝下的顯微組織均為典型的片層組織。β熱處理工藝下的β晶粒尺寸約為1 100 μm(圖1c),準β熱處理工藝的β晶粒尺寸約為730 μm(圖1d)。準β熱處理工藝的β晶粒尺寸和α集束尺寸較小,與β熱處理工藝相比具有相對較短的滑移間距,故塑性得到改善。
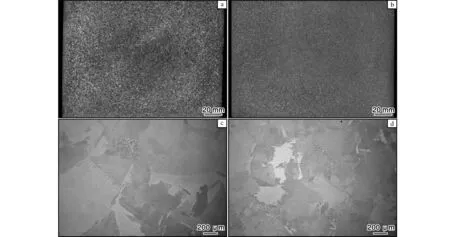
圖1 Ti-6Al-4V ELI合金鍛件經不同工藝熱處理后的高低倍組織Fig.1 Macrostructures and microstructures of Ti-6Al-4V ELI alloy forgings of different heat treatment processes:(a)macrostructure of process 1#;(b)macrostructure of process 2#;(c)microstructure of process 1#;(d)microstructure of process 2#
2.3 熱處理工藝對厚截面鍛件斷裂韌度的影響
表3為Ti-6Al-4V ELI合金厚截面鍛件經不同工藝熱處理后的斷裂韌度水平。從表3可以看出,當第一重退火溫度分別為Tβ+15 ℃、Tβ+30 ℃、Tβ+60 ℃時,準β熱處理工藝和β熱處理工藝下的斷裂韌度水平相當,KⅠC值均在110~120 MPa·m1/2之間,損傷容限性能優異。
2.4 熱處理工藝對鍛件疲勞裂紋擴展速率的影響
圖2為Ti-6Al-4V ELI合金厚截面鍛件經不同溫度β熱處理后的疲勞裂紋擴展速率。從圖2可以看出,當第一重退火溫度從Tβ+15 ℃升高到Tβ+30 ℃和Tβ+60 ℃時,疲勞裂紋擴展速率曲線幾乎重合,無明顯變化。故升高退火溫度對提高Ti-6Al-4V ELI合金厚截面鍛件的損傷容限性能貢獻不大。
表3Ti-6Al-4VELI合金鍛件經不同工藝熱處理后的斷裂韌度
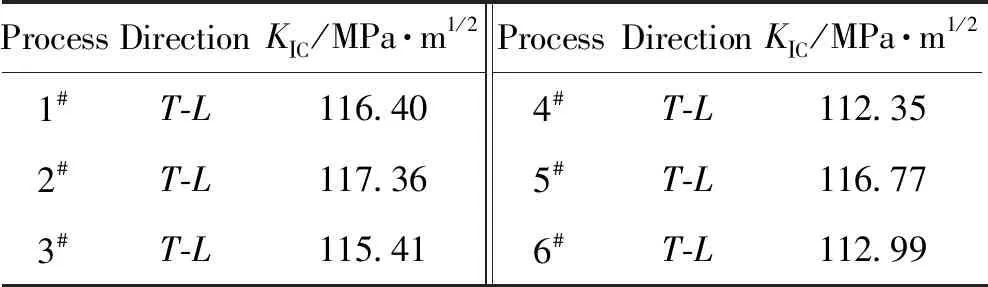
Table 3 Fracture toughness of Ti-6Al-4V ELI alloy forgings
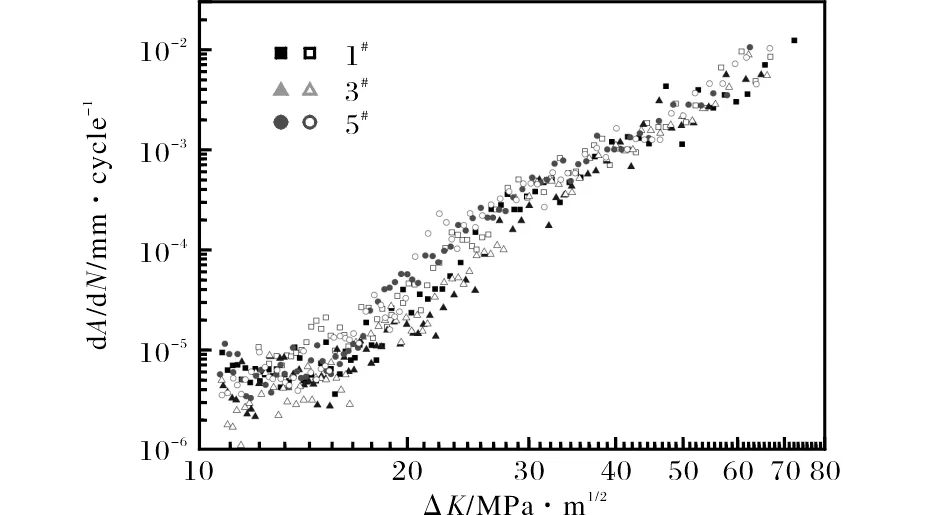
圖2 Ti-6Al-4V ELI合金鍛件經β熱處理后的疲勞 裂紋擴展速率Fig.2 Fatigue crack propagation rate of Ti-6Al-4V ELI alloy forgings by β heat treatment
圖3為Ti-6Al-4V ELI合金厚截面鍛件經不同溫度的β工藝和準β工藝熱處理后的疲勞裂紋擴展速率。從圖3a可以看出,當第一重退火溫度為Tβ+15 ℃時,在 ΔK為11~13 MPa·m1/2范圍內β熱處理工藝和準β熱處理工藝下的疲勞裂紋擴展速率曲線幾乎重合;在ΔK為13~23 MPa·m1/2范圍內β熱處理工藝的疲勞裂紋擴展速率略低于準β熱處理工藝;當ΔK大于23 MPa·m1/2后2種工藝下的疲勞裂紋擴展速率曲線幾乎重合,即在低速擴展區,β熱處理工藝的損傷容限性能略優于準β熱處理工藝。從圖3b和圖3c可以看出,當第一重退火溫度升高到Tβ+30 ℃和Tβ+60 ℃時,β熱處理工藝和準β熱處理工藝下的疲勞裂紋擴展速率曲線幾乎重合,即損傷容限性能相當。
圖4為第一重退火溫度為Tβ+15 ℃時β熱處理和準β熱處理后疲勞試樣的宏觀斷口形貌和裂紋擴展區微觀形貌。從圖4可以看出,β熱處理工藝下疲勞試樣的斷口粗糙度較大,尤其是在低速擴展區。按Sinha等人[9]的研究結果,在應力比較低(R=0.1)的情況下,裂紋表面粗糙度增加了裂紋擴展初期的裂紋閉合效應,降低了長裂紋的擴展速率。
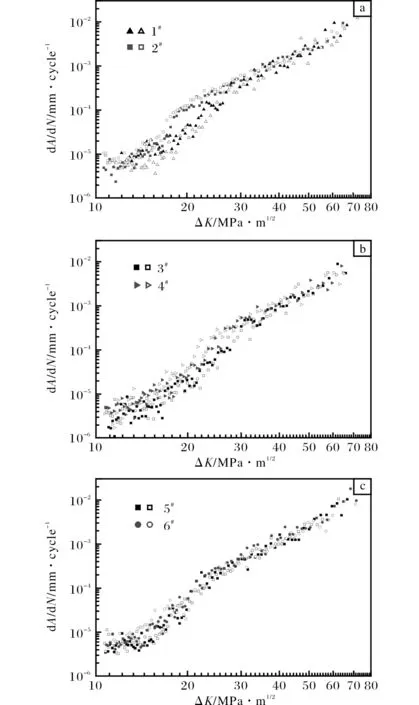
圖3 Ti-6Al-4V ELI合金經β熱處理和準β熱處理后的 疲勞裂紋擴展速率Fig.3 Fatigue crack propagation rates of Ti-6Al-4V ELI alloy forgings in β heat treatment and quasi-β heat treatment: (a)1# and 2#;(b)3# and 4#;(c)5# and 6#
從圖4的疲勞裂紋擴展路徑分析可知,在低速擴展區(對應圖3a的 ΔK=11~23 MPa·m1/2區域),裂紋多沿原始β晶界或α集束邊界擴展,由于β熱處理工藝下片層組織的β晶粒和α集束尺寸大,故裂紋擴展的起伏程度大。而片層組織β晶粒相對較小的準β熱處理工藝下的裂紋擴展路徑也在不停的變換方向,成鋸齒狀擴展,同時也存在較大起伏的區域,裂紋擴展路徑的曲折程度略小于β熱處理工藝。裂紋擴展路徑的曲折程度越大,則裂紋擴展長度越長,也就是說裂紋擴展穿越了更多的組織,必然消耗更多的能量,減緩了裂紋擴展速度。故在低速擴展區,β熱處理工藝下的疲勞裂紋擴展速率略低于準β熱處理工藝。
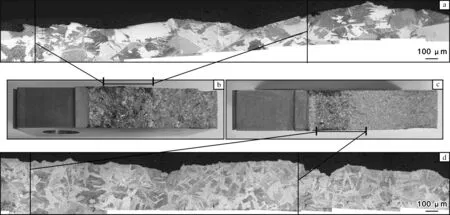
圖4 不同工藝下疲勞試樣的宏觀斷口形貌和低速擴展區的微觀形貌Fig.4 Micro morphologies in low velocity extension zone and macroscopic fracture morphologies of fatigue specimens in different heat processes:(a,b)1#;(c,d)2#
3 結 論
(1)對于200 mm 厚的Ti-6Al-4V ELI合金鍛件,其拉伸性能對熱處理溫度和熱處理方法較為敏感。隨著第一重退火溫度從Tβ+15 ℃升高到Tβ+30 ℃、Tβ+60 ℃,塑性均呈現下降趨勢。準β熱處理工藝的塑性明顯優于β熱處理工藝,源于其β晶粒尺寸較小。
(2)Ti-6Al-4V ELI合金厚截面鍛件的損傷容限性能對β熱處理溫度不敏感。當第一重退火溫度從Tβ+15 ℃升高到Tβ+30 ℃和Tβ+60 ℃時,斷裂韌度水平相當,疲勞裂紋擴展速率曲線幾乎重合。
(3)Ti-6Al-4V ELI合金厚鍛件的第一重退火溫度為Tβ+15 ℃時,在低速擴展區β熱處理工藝的疲勞裂紋擴展速率略低于準β熱處理工藝,源于其β晶粒尺寸和α集束尺寸大,裂紋擴展路徑的曲折程度相對較大。當第一重退火溫度升高到Tβ+30 ℃和Tβ+60 ℃時,β熱處理工藝和準β熱處理工藝下的損傷容限性能相當。
(4)為達到良好的強度-塑性-韌性的綜合性能匹配,Ti-6Al-4V ELI合金超厚鍛件宜采用準β熱處理工藝或較低熱處理溫度(如Tβ+15 ℃)的β熱處理工藝。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02