2219鋁合金攪拌摩擦焊結(jié)構(gòu)ECA評(píng)定
2019-05-16 12:21:28曹學(xué)敏田志杰熊林玉張彥華
宇航材料工藝 2019年2期
關(guān)鍵詞:裂紋結(jié)構(gòu)
曹學(xué)敏 田志杰 熊林玉 馬 核 張彥華
(1 北京航空航天大學(xué)機(jī)械工程及自動(dòng)化學(xué)院,北京 100191)
(2 首都航天機(jī)械公司,北京 100076)
文 摘 基于含缺陷結(jié)構(gòu)斷裂評(píng)定的COD 設(shè)計(jì)曲線與凈截面屈服失效判據(jù),對(duì)2219 鋁合金攪拌摩擦焊結(jié)構(gòu)進(jìn)行了工程臨界評(píng)定(ECA)。分析了2219 鋁合金攪拌摩擦焊接頭焊核區(qū)、熱機(jī)影響區(qū)、熱影響區(qū)和母材區(qū)的臨界裂紋尺寸,確定了不同載荷水平下2219 鋁合金攪拌摩擦焊結(jié)構(gòu)的表面缺陷容限,并對(duì)特定內(nèi)壓下2219 鋁合金運(yùn)載火箭貯箱筒段攪拌摩擦焊縱縫進(jìn)行了ECA 評(píng)定,為2219 鋁合金攪拌摩擦焊結(jié)構(gòu)的斷裂控制提供了參考。研究結(jié)果表明,縱向前進(jìn)邊熱影響區(qū)為2219 鋁合金攪拌摩擦焊接頭斷裂控制的關(guān)鍵區(qū)域,特定內(nèi)壓條件下給定的表面缺陷可以接受。
0 引言
2219 鋁合金是可熱處理強(qiáng)化的Al-Cu-Mn 系析出強(qiáng)化型合金,具有較高的室溫強(qiáng)度及良好的高溫和超低溫性能[1],是運(yùn)載火箭貯箱的常用材料[2]。攪拌摩擦焊工藝與傳統(tǒng)熔焊方法相比,具有無(wú)煙塵、無(wú)氣孔、無(wú)飛濺、無(wú)需添加焊絲、焊接時(shí)不需使用保護(hù)氣體、焊后接頭焊縫晶粒細(xì)小、殘余應(yīng)力小以及變形小等優(yōu)點(diǎn),廣泛用于鋁合金材料的焊接[3-4]。
2219 鋁合金攪拌摩擦焊接頭是貯箱結(jié)構(gòu)的薄弱環(huán)節(jié),接頭的斷裂直接導(dǎo)致貯箱結(jié)構(gòu)的失效。為了保障貯箱結(jié)構(gòu)完整性,對(duì)2219 鋁合金攪拌摩擦焊結(jié)構(gòu)進(jìn)行工程臨界評(píng)定(Engineering Critical Assessment,ECA)是斷裂控制的重要環(huán)節(jié)。
焊接結(jié)構(gòu)ECA 評(píng)定是基于“合于使用”原則對(duì)缺陷容限進(jìn)行分析,已建立的評(píng)定標(biāo)準(zhǔn)包括英國(guó)含缺陷結(jié)構(gòu)完整性評(píng)定標(biāo)準(zhǔn)(R6)、歐洲工業(yè)結(jié)構(gòu)完整性評(píng)定方法(SINTAP)、美國(guó)石油學(xué)會(huì)標(biāo)準(zhǔn)(API 579)、英國(guó)標(biāo)準(zhǔn)BSI PD6493 的修改版—BS 7910 金屬結(jié)構(gòu)中缺陷驗(yàn)收評(píng)定方法導(dǎo)則等[5-8]。BS 7910 借鑒了R6 和SINTAP 的研究成果,提供了包括COD(Crack Opening Displacement,裂紋張開(kāi)位移)設(shè)計(jì)曲線法和失效評(píng)定圖等多種評(píng)定方法,COD 設(shè)計(jì)曲線法僅需要材料性能、尺寸等基礎(chǔ)的信息,評(píng)定過(guò)程簡(jiǎn)單,在工程實(shí)際中應(yīng)用范圍更廣。本文以BS 7910-2013 為參考,針對(duì)2219 鋁合金運(yùn)載火箭貯箱筒段攪拌摩擦焊縱縫中可能存在的表面缺陷,綜合考慮彈塑性斷裂力學(xué)判據(jù)與凈截面屈服判據(jù),根據(jù)運(yùn)載火箭貯箱的實(shí)際工況條件,獲得了貯箱筒段縱焊縫在不同載荷水平下的臨界穿透裂紋容限,進(jìn)一步將臨界穿透裂紋容限轉(zhuǎn)化為表面缺陷容限,并對(duì)特定內(nèi)壓下的貯箱縱焊縫進(jìn)行了ECA 評(píng)定,為2219 鋁合金攪拌摩擦焊結(jié)構(gòu)斷裂控制提供了參考。
1 ECA 評(píng)定方法
工程臨界評(píng)定技術(shù)(ECA)是指應(yīng)用斷裂力學(xué)的理論,分析計(jì)算結(jié)構(gòu)裂紋臨界尺寸。含缺陷焊接結(jié)構(gòu)的斷裂行為可采用彈塑性斷裂力學(xué)理論來(lái)分析,常用的方法是COD 設(shè)計(jì)曲線。COD 設(shè)計(jì)曲線是一種簡(jiǎn)化的圖表方法,工程上可以直接采用圖表的方式對(duì)缺陷進(jìn)行評(píng)定。隨著缺陷尺寸的改變,接頭的有效承載面也發(fā)生改變,接頭在發(fā)生斷裂前可能先因屈服而發(fā)生塑性破壞,因此需要綜合考慮彈塑性斷裂與凈截面屈服兩種失效判據(jù)。
1.1 COD 設(shè)計(jì)曲線
COD 設(shè)計(jì)曲線采用彈塑性斷裂準(zhǔn)則作為失效判據(jù):將裂紋張開(kāi)位移作為斷裂韌性的參量,若缺陷處的裂紋張開(kāi)位移δ 小于極限值δC(材料的裂紋擴(kuò)展抗力,可通過(guò)標(biāo)準(zhǔn)試驗(yàn)方法測(cè)定),即δ<δC,則缺陷對(duì)結(jié)構(gòu)的影響較小,反之則比較危險(xiǎn)[9]。
在COD 準(zhǔn)則的基礎(chǔ)上,A.A.WELLS[10]率先創(chuàng)立了COD 設(shè)計(jì)曲線的理論。COD 設(shè)計(jì)曲線建立了含缺陷結(jié)構(gòu)的無(wú)量綱裂紋張開(kāi)位移φ=δ/2πεy與無(wú)量綱應(yīng)變?chǔ)?εy之間的關(guān)系,圖1為Wells 給出的COD設(shè)計(jì)曲線,其關(guān)系式為:
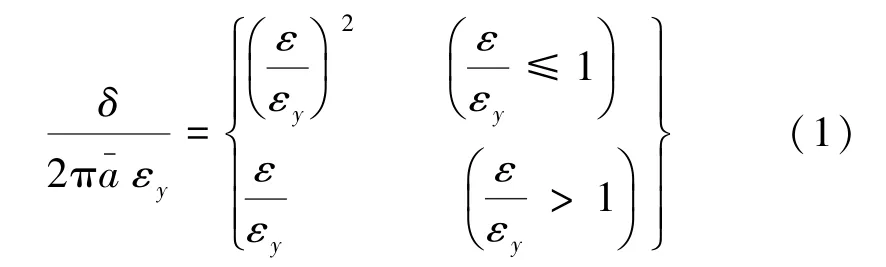
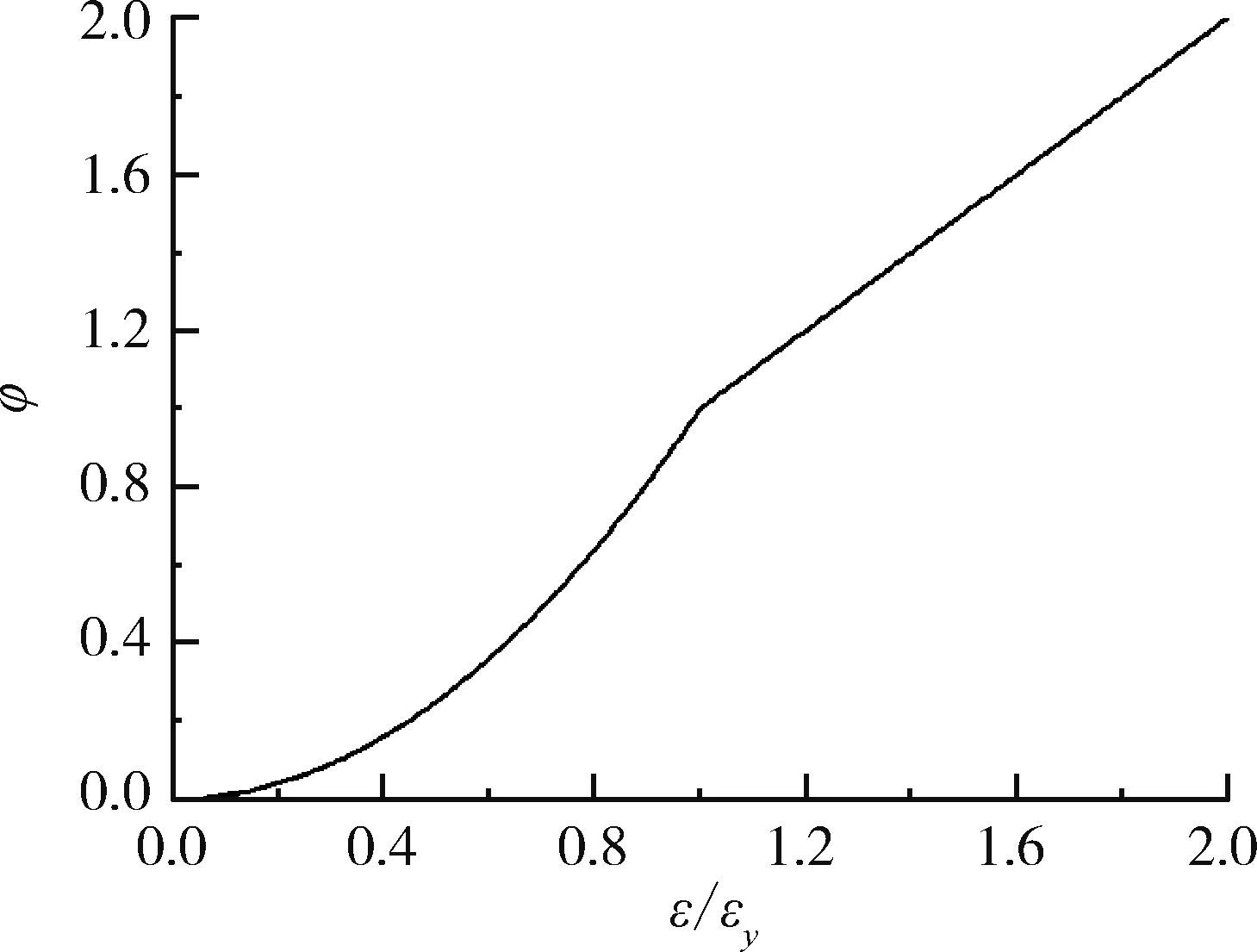
圖1 COD 設(shè)計(jì)曲線Fig.1 COD design curves
一般而言,焊接結(jié)構(gòu)的設(shè)計(jì)應(yīng)力R 不超過(guò)Rp0.2,即ε/εy<1 且ε=R/E,由式(1)可知,臨界裂紋尺寸的計(jì)算公式為:

1.2 凈截面屈服
對(duì)于含缺陷焊接結(jié)構(gòu),隨著缺陷尺寸的改變,接頭的有效承載面(凈截面)也發(fā)生改變,結(jié)構(gòu)上的應(yīng)力會(huì)高到使整個(gè)凈截面在斷裂前先發(fā)生屈服,最后導(dǎo)致結(jié)構(gòu)破壞。對(duì)于這種凈截面屈服破壞,可以直接用截面上的凈應(yīng)力與材料的屈服強(qiáng)度關(guān)系建立破壞判據(jù)[11]。將接頭簡(jiǎn)化為寬為W 的平板,含有長(zhǎng)度為2a的中心裂紋,如圖2所示。在遠(yuǎn)場(chǎng)應(yīng)力R 的作用下,接頭發(fā)生凈截面屈服破壞的臨界裂紋尺寸為:
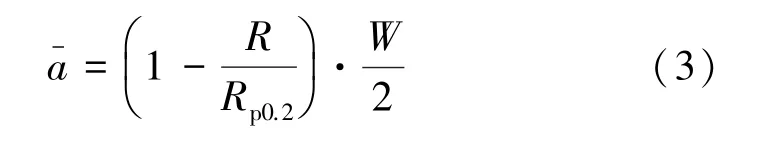
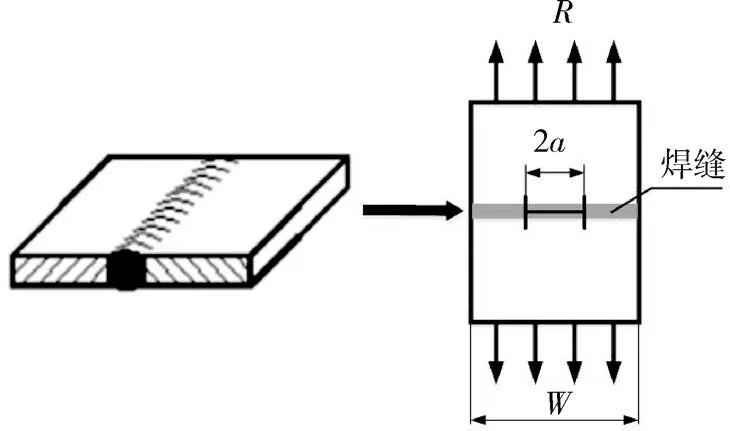
圖2 焊接接頭簡(jiǎn)化Fig.2 Welded joint simplification
2219 鋁合金攪拌摩擦焊結(jié)構(gòu)設(shè)計(jì)應(yīng)力R 與臨界裂紋長(zhǎng)度的關(guān)系如圖3所示,陰影區(qū)域?yàn)榻Y(jié)構(gòu)安全區(qū),凈截面屈服塑性斷裂線[式(3)]與彈塑性斷裂線[式(2)]相交于A、B 兩點(diǎn),R1、R2分別為A 點(diǎn)和B 點(diǎn)的應(yīng)力。對(duì)于同種鋁合金攪拌摩擦焊結(jié)構(gòu),A、B 兩點(diǎn)的位置受板寬W 控制,A、B 兩點(diǎn)對(duì)應(yīng)的R 值與W的關(guān)系見(jiàn)式(4),隨W 增大,R1減小,R2增大。當(dāng)R<R1或R>R2時(shí)結(jié)構(gòu)的失效受凈截面屈服判據(jù)控制,R1<R<R2時(shí)結(jié)構(gòu)的失效受彈塑性斷裂判據(jù)控制,即以式(2)與式(3)得到的臨界裂紋尺寸的較小值作為整個(gè)結(jié)構(gòu)的臨界裂紋尺寸。

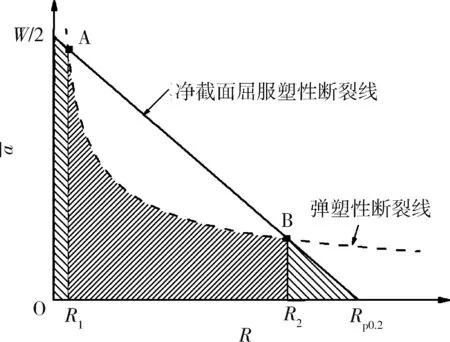
圖3 R 與 的關(guān)系Fig.3 Relationship between R and
1.3 臨界裂紋尺寸與表面缺陷尺寸轉(zhuǎn)化
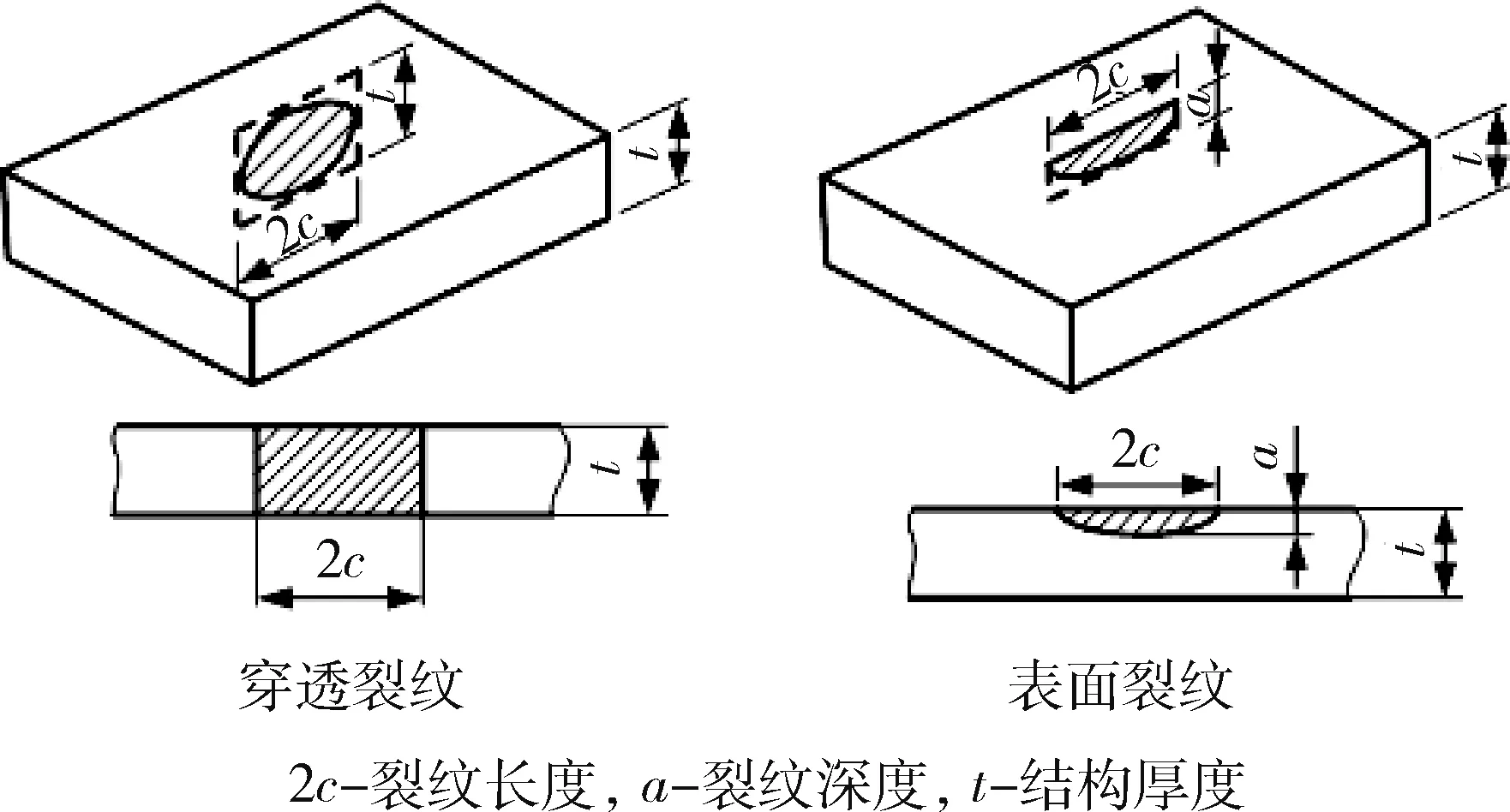
圖4 穿透裂紋與表面裂紋[11]Fig.4 Through crack and surface crack[11]
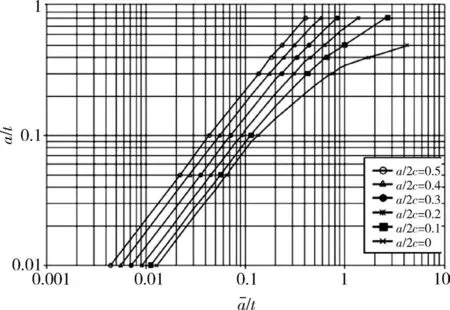
圖5 穿透裂紋尺寸與表面裂紋尺寸的關(guān)系Fig.5 Relationship between through crack size and surface crack size
可知,已知壁厚t 的情況下,通過(guò)在圖中不同深長(zhǎng)比(a/2c)的曲線上找點(diǎn)可以將穿透裂紋長(zhǎng)度轉(zhuǎn)換為不同深度a 和長(zhǎng)度2c 的表面裂紋。
2 2219 鋁合金攪拌摩擦焊結(jié)構(gòu)ECA 評(píng)定
2.1 評(píng)定參數(shù)的確定
在進(jìn)行ECA 評(píng)定之前需要通過(guò)試驗(yàn)的方法確定結(jié)構(gòu)的性能參數(shù),包括:非比例延伸強(qiáng)度Rp0.2、抗拉強(qiáng)度Rm以及裂紋尖端張開(kāi)位移δ(Crack Tip Opening Displacement,CTOD)。
試驗(yàn)所用材料為6 mm 厚的2219 鋁合金試板,攪拌摩擦焊[12]采用的攪拌頭軸肩直徑為24 mm,探針直徑為6 mm,長(zhǎng)度5.8 mm,攪拌頭轉(zhuǎn)速為800 r/min,行進(jìn)速度為220 mm/min,攪拌頭傾角為2°,焊后熱處理狀態(tài)為T(mén)6。
攪拌摩擦焊接頭分為5 個(gè)不同的微觀組織區(qū)域:焊核區(qū)(NZ)、熱機(jī)影響區(qū)(TMAZ)、熱影響區(qū)(HAZ)、軸肩影響區(qū)(SAZ)和母材區(qū)(BM),如圖6所示,這5 個(gè)區(qū)域的力學(xué)性能、組織形式各不相同,縱橫向性能指標(biāo)也不一致。攪拌摩擦焊工藝還存在焊接方向與攪拌頭回轉(zhuǎn)方向匹配問(wèn)題,每個(gè)接頭都有一個(gè)前進(jìn)邊和一個(gè)回撤邊,焊縫兩側(cè)的力學(xué)性能也存在差異。
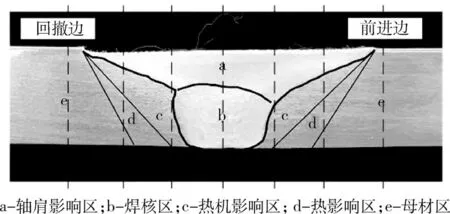
圖6 接頭各區(qū)域CTOD 試樣取樣位置Fig.6 Sampling location of CTOD samples in different welded joint zones
通過(guò)室溫拉伸試驗(yàn)測(cè)試2219 鋁合金攪拌摩擦焊接頭焊核區(qū)、縱向接頭、橫向接頭及母材的屈服強(qiáng)度Rp0.2、抗拉強(qiáng)度Rm。通過(guò)CTOD 試驗(yàn)計(jì)算2219 鋁合金攪拌摩擦焊接頭各區(qū)域臨界CTOD 值δC,由于SAZ覆蓋NZ、TMAZ、HAZ,試驗(yàn)時(shí)取NZ、TMAZ、HAZ、BM四個(gè)區(qū)域進(jìn)行CTOD 測(cè)試,其中TMAZ 與HAZ 在前進(jìn)邊和回撤邊分別試驗(yàn),NZ、TMAZ 和HAZ 在縱、橫兩方向分別測(cè)試,縱向、橫向接頭示意見(jiàn)圖7。CTOD試樣取樣位置如圖6中虛線所示,試樣制備、試驗(yàn)步驟參照文獻(xiàn)[13],CTOD 試驗(yàn)原理見(jiàn)圖8。
2219 鋁合金攪拌摩擦焊接頭拉伸試驗(yàn)結(jié)果見(jiàn)表1,臨界CTOD 平均值δC的計(jì)算結(jié)果見(jiàn)表2。
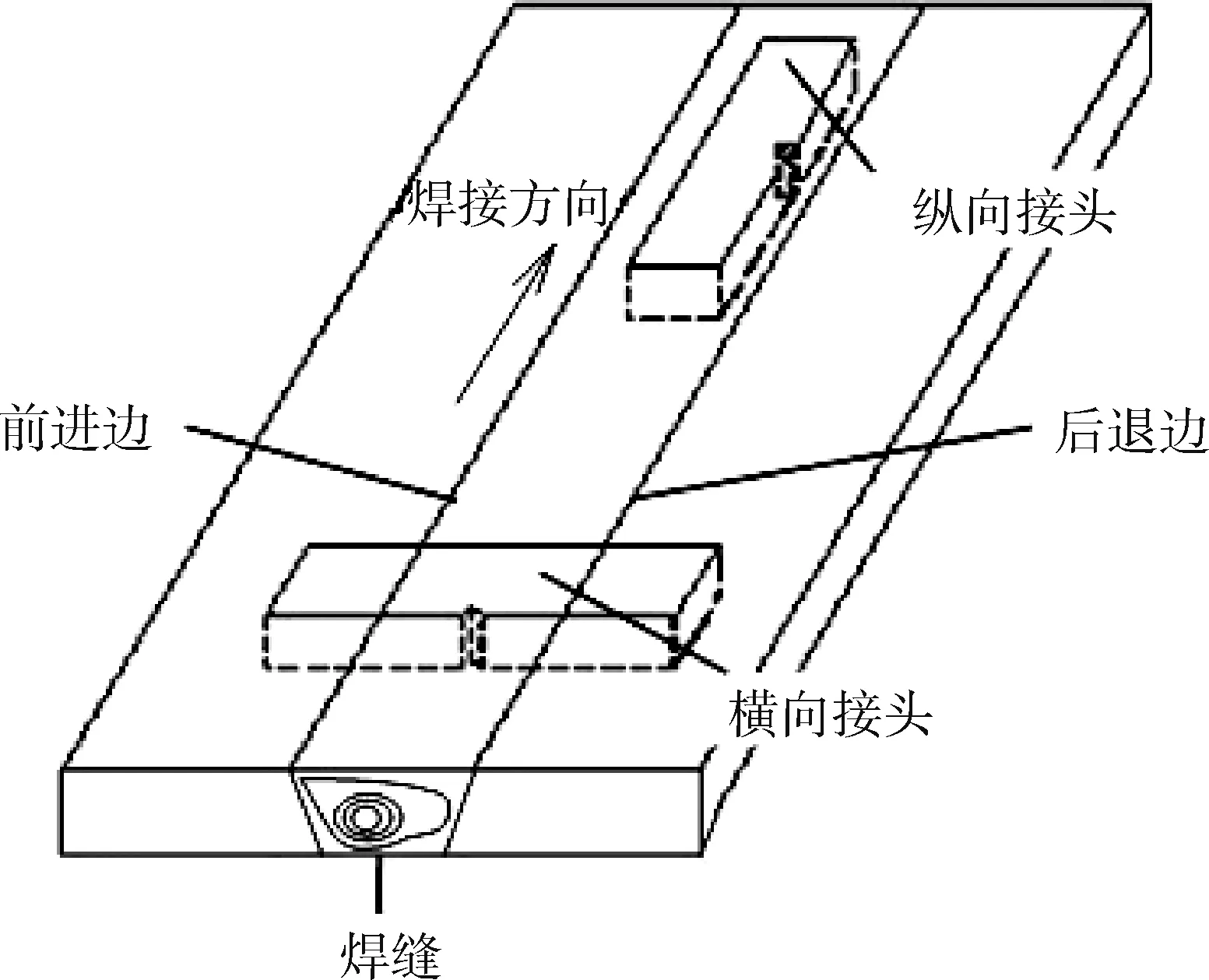
圖7 縱向、橫向接頭示意圖Fig.7 Longitudinal and transverse joint
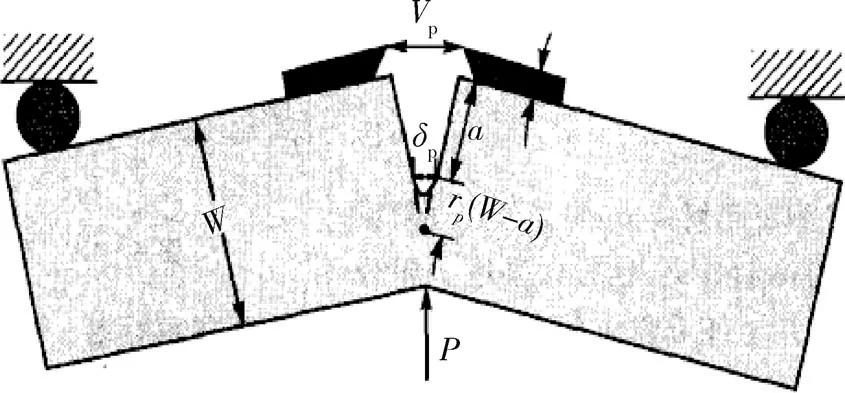
圖8 CTOD 試驗(yàn)原理[11]Fig.8 CTOD test principle

表1 2219 鋁合金攪拌摩擦焊接頭拉伸性能參數(shù)Tab.1 Tensile property parameters of friction-stir-welded 2219 aluminum alloy
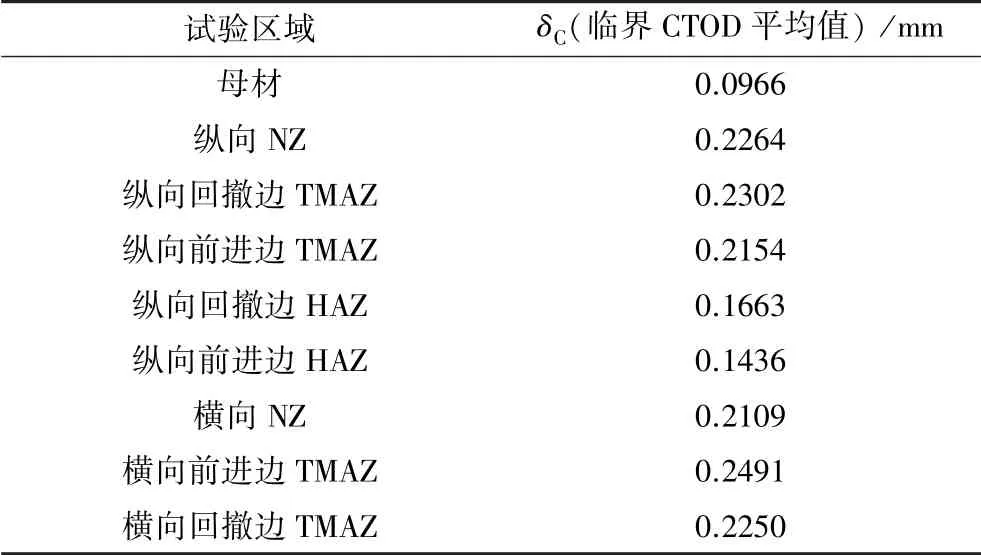
表2 2219 鋁合金攪拌摩擦焊接頭δC值Tab.2 The δCvalue of friction-stir-welded 2219 aluminum alloy
2.2 臨界裂紋尺寸
2.2.1 臨界裂紋尺寸計(jì)算方法
式(2)和式(3)中的載荷水平pr(R/Rp0.2)是以Rp0.2作為參考,API 1104[14]指出,對(duì)于承受一定塑性變形的結(jié)構(gòu),考慮應(yīng)變強(qiáng)化現(xiàn)象,采用流變應(yīng)力Rf作為載荷水平的參考,即pr為結(jié)構(gòu)設(shè)計(jì)應(yīng)力R 與流變應(yīng)力Rf的比值(R/Rf),因此結(jié)構(gòu)受彈塑性斷裂力學(xué)控制的臨界裂紋尺寸與受凈截面屈服控制的臨界裂紋尺寸分別由式(5)與式(6)計(jì)算:
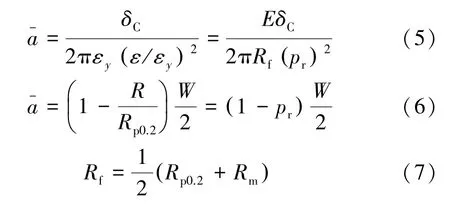
對(duì)于貯箱等壓力容器,通常以結(jié)構(gòu)承受的內(nèi)壓p描述其實(shí)際工況,因此以結(jié)構(gòu)承受的內(nèi)壓表示載荷水平,即:

式中,pa,pf分別為與結(jié)構(gòu)設(shè)計(jì)應(yīng)力R 及結(jié)構(gòu)流變應(yīng)力Rf所對(duì)應(yīng)的內(nèi)壓力。
將貯箱筒段簡(jiǎn)化為薄壁圓筒,根據(jù)材料力學(xué)的相關(guān)知識(shí),承受內(nèi)壓值為p 的貯箱筒段,其縱焊縫截面上的周向正應(yīng)力最大,以周向正應(yīng)力Rt作為貯箱筒段承受的設(shè)計(jì)應(yīng)力,由式(9)計(jì)算:

式中,p 為貯箱筒段承受內(nèi)壓;D 為貯箱筒段直徑;t為貯箱筒段壁厚。
2.2.2 臨界裂紋尺寸計(jì)算
2219 鋁合金的彈性模量E 為73 GPa[15],根據(jù)拉伸試驗(yàn)得到的接頭各區(qū)域Rp0.2值及CTOD 試驗(yàn)得到的各區(qū)域臨界CTOD 值δC,只考慮彈塑性斷裂力學(xué),將接頭視為含有長(zhǎng)度為2a 的中心裂紋的無(wú)限大平板,由式(2)確定各區(qū)域臨界裂紋尺寸與應(yīng)力的關(guān)系如圖9所示。可以看出,應(yīng)力一定時(shí),縱向前進(jìn)邊HAZ 的臨界裂紋尺寸最小,為最危險(xiǎn)區(qū)域。這里主要分析縱向前進(jìn)邊HAZ 的缺陷容限,作為2219 鋁合金攪拌摩擦焊接頭的缺陷容限。對(duì)于有限板寬的結(jié)構(gòu)則需要考慮凈截面屈服的約束條件。
對(duì)于采用攪拌摩擦焊接工藝的貯箱筒段結(jié)構(gòu),設(shè)其直徑D 為3 350 mm,長(zhǎng)度L 為1 000 mm,壁厚t 為8 mm,其流變應(yīng)力為:

由式(9)可知,流變應(yīng)力對(duì)應(yīng)的內(nèi)壓力pf為:

將貯箱筒段簡(jiǎn)化為寬為1 000 mm 的平板,綜合考慮彈塑性斷裂判據(jù)和凈截面屈服判據(jù),如圖10所示,陰影區(qū)域?yàn)橘A箱筒段結(jié)構(gòu)的安全區(qū)。載荷水平pr<0.12和pr>0.98 時(shí)結(jié)構(gòu)的失效受凈截面屈服判據(jù)控制,載荷水平0.12<pr<0.98 時(shí)結(jié)構(gòu)的失效受彈塑性斷裂判據(jù)控制。
圖9 各區(qū)域臨界裂紋尺寸與應(yīng)力關(guān)系Fig.9 Relationship between critical crack size and stress in different zones
圖10 前進(jìn)邊HAZ 臨界裂紋尺寸與載荷水平關(guān)系Fig.10 Relationship between critical crack size and stress level in advancing side HAZ
取載荷水平pr分別為0.2、0.4、0.6、0.8,則由圖10可知,結(jié)構(gòu)的失效受彈塑性斷裂判據(jù)控制,與板寬無(wú)關(guān),由式(5)計(jì)算貯箱筒段的臨界裂紋尺寸見(jiàn)表3。

表3 不同載荷水平下貯箱筒段的臨界裂紋尺寸Tab.3 Critical crack sizes of launch vehicle tank in different stress level
2.3 表面缺陷容限
根據(jù)圖5將臨界裂紋尺寸轉(zhuǎn)換為深長(zhǎng)比(a/2c)分別為0.1、0.2、0.3、0.4、0.5 時(shí)的表面缺陷長(zhǎng)度與深度。由于BS 7910 中規(guī)定表面缺陷深度不超過(guò)壁厚的80%,為提高評(píng)定的安全性,當(dāng)a/t>0.8 時(shí),均以0.8 作為相應(yīng)的a/t 值;表面缺陷深度不得超過(guò)a/2c=0.5 時(shí)的缺陷深度值;表面缺陷長(zhǎng)度不得超過(guò)a/2c=0.1 時(shí)的缺陷長(zhǎng)度值。最終得到了如圖11中虛線所示的4 種載荷水平下的2219 鋁合金攪拌摩擦焊結(jié)構(gòu)缺陷容限,隨著載荷水平的增大,表面缺陷深度臨界尺寸沒(méi)有明顯變化,表面缺陷長(zhǎng)度臨界尺寸減小。參考美國(guó)石油協(xié)會(huì)標(biāo)準(zhǔn)API 1104,缺陷深度不超過(guò)結(jié)構(gòu)壁厚的50%,缺陷長(zhǎng)度不超過(guò)結(jié)構(gòu)長(zhǎng)度的12.5%,確定了圖11中的水平與豎直兩條截止線,若由圖(5)確定的表面缺陷容限位于截止線之外,則以截止線作為最終缺陷容限;否則以由圖(5)確定的表面缺陷容限作為結(jié)構(gòu)的表面缺陷容限。
圖11 不同載荷水平下的貯箱筒段表面缺陷容限Fig.11 Surface defect tolerances of launch vehicle tank in different stress level
若實(shí)際結(jié)構(gòu)的表面缺陷尺寸對(duì)應(yīng)的評(píng)定點(diǎn)在評(píng)定曲線之下,則缺陷可以接受,反之則判定失效;若評(píng)定點(diǎn)落在評(píng)定曲線上,則此時(shí)對(duì)應(yīng)的尺寸為可以允許的缺陷極限尺寸。
實(shí)際ECA 評(píng)定時(shí),依據(jù)式(8)計(jì)算的載荷水平確定一條評(píng)定曲線。若載荷水平在圖中沒(méi)有標(biāo)明,可以采用接近的評(píng)定曲線,或采用更高的載荷水平所對(duì)應(yīng)的評(píng)定曲線。最后根據(jù)結(jié)構(gòu)壁厚與長(zhǎng)度可以將缺陷容限曲線確定。
設(shè)貯箱筒段的設(shè)計(jì)壓力pa為0.5 MPa,存在長(zhǎng)度為30 mm,深度為2 mm 的表面缺陷,則評(píng)定曲線的載荷水平pr為:pr= pa/pf= 0.5/1.254 = 0.399。
依據(jù)前述2219 鋁合金攪拌摩擦焊結(jié)構(gòu)ECA 評(píng)定方法,采用相近的較高載荷水平曲線,即載荷水平為0.4,得到圖12中初始評(píng)定線。由于焊接缺陷在檢測(cè)時(shí)存在誤差,參考API 1104 中對(duì)缺陷容限修正的方法,通常在缺陷容限的深度方向減少一定的尺寸,深度修正值為無(wú)損檢測(cè)時(shí)的最大誤差,視具體的無(wú)損檢測(cè)方法而定,若無(wú)具體要求,可采用0.25 mm 作為修正值,得到圖12中的修正評(píng)定線。同時(shí)考慮到API 1104 中規(guī)定的缺陷深度不超過(guò)結(jié)構(gòu)壁厚的50%,缺陷長(zhǎng)度不超過(guò)結(jié)構(gòu)長(zhǎng)度的12.5%,取較小值得到圖12中所示的最終評(píng)定線。從圖中可以看出,給定的缺陷尺寸對(duì)應(yīng)的評(píng)定點(diǎn)M 位于曲線所圍成的區(qū)域內(nèi),因此該缺陷可以接受。
圖12 攪拌摩擦焊結(jié)構(gòu)表面缺陷容限(pa=0.5 MPa)Fig.12 Surface defect tolerances of FSW structure (pa=0.5 MPa)
3 結(jié)論
(1)對(duì)2219 鋁合金攪拌摩擦焊接頭各區(qū)域的臨界裂紋尺寸進(jìn)行分析,研究表明,相同應(yīng)力水平下,縱向前進(jìn)邊熱影響區(qū)的臨界裂紋尺寸最小,是2219 鋁合金攪拌摩擦焊接頭斷裂控制的關(guān)鍵區(qū)域。
(2)依據(jù)BS 7910 給出的臨界穿透裂紋尺寸與表面缺陷尺寸的關(guān)系曲線,以2219 鋁合金貯箱筒段攪拌摩擦焊縱縫為例,確定了不同載荷水平下的表面缺陷容限;給出了內(nèi)壓為0.5 MPa 條件下貯箱筒段的表面缺陷容限,評(píng)定結(jié)果表明長(zhǎng)度為30 mm,深度為2 mm 的表面缺陷可以接受。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
模具制造(2019年3期)2019-06-06 02:10:54
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
