鎂合金強塑性變形的研究進展
2019-05-22 09:00:10任晨輝宋世雄
中國金屬通報 2019年2期
任晨輝,宋世雄
(中冶東方工程技術有限公司,山東 青島 266555)
由于鎂合金具有密度低、比強度高、阻尼減震性和生物兼容性好等優點,使得鎂合金在交通、醫療、電子、軍工等領域得到普遍使用,且使用趨勢不斷擴大。但在使用及研究過程中,鎂合金的不足之處也逐漸顯現出來,其缺點主要包括塑性較差、絕對強度低、耐腐蝕性差等,這些缺點限制了鎂合金的應用和發展。大量試驗結果顯示,細化鎂合金的晶粒可以激活棱柱面滑移系等,有效改善其塑性加工成形性能,同時提高其綜合力學性能。
與其他晶粒細化的變形方法相比,強塑性變形可以在材料尺寸基本不變的前提下,對材料進行反復變形,從而獲得較大的累積變形量,使材料的晶粒得到細化。當前,對鎂合金進行SPD變形的方法主要有等通道轉角擠壓、累積軋制、高壓扭轉、多向鍛造等[1]。本文對這幾種強塑性變形加工工藝的基本原理進行了綜述,并分析了各種方法的局限性及發展方向。
1 鎂合金強塑性變形加工工藝
1.1 等通道轉角擠壓(ECAP)
等通道轉角擠壓(Equal channel angular pressing, ECAP)工藝所用特殊模具由兩段斷面相同的通道構成,合金在外力作用下通過通道完成變形。由于ECAP變形工藝變形前后合金試樣的斷面基本不變,因此經過多次變形后可獲得較大的總變形量。
ECAP變形的主要參數包含擠壓道次、模具結構、擠壓溫度和擠壓路徑等。 其中擠壓道次和模具結構(即模具內角和外角)是影響試樣總變形量的主要參數,試樣的總變形量計算方法見式1

其中:n為擠壓道次;φ為模具內角;ψ為模具外角。
楊寶成等[2]對ZAM63-1Si進行ECAP試驗,分析了變形次數對晶粒細化效果及第二相Mg2Si分布的影響。結果表明,經過1次ECAP變形后,鎂合金的和顯著提升,2~4次ECAP變形后,和提升幅度較小,但延伸率提升顯著。作者認為,1次ECAP擠壓后,試樣基體晶粒顯著細化,而2~4道次ECAP擠壓后,晶粒尺寸并未繼續減小,只是更加均勻,因此和變化不明顯。 但2~4道次擠壓過程中,粗大的第二相逐漸破碎成顆粒并均勻的分布在基體中,從而提升試樣延伸率。
根據合金在各擠壓道次之間的轉動角度和方位的差別,可將ECAP擠壓變形分為A、BA、BC、C,其中A是指合金在各個變形道次之間不轉動;BA是指合金在各個變形道次之間轉動90°,相鄰兩次轉動方位相反;BC是指合金在各個變形道次之間轉動90°,轉動方位保持一致;C是指合金在各個變形道次之間轉動180°。劉英等[3]以AZ31為對象,分別實施4種不同路徑ECAP擠壓試驗,經過12道次ECAP后,4種不同變形路徑得到的晶粒大小均為8~10μ m,但力學性能差別很大。其中經過A、C路徑擠壓后合金的延伸率略有提高,但經過BA、BC路徑擠壓后合金的延伸率提高至40%~50%。 X射線衍射結果顯示, A、 C路徑擠壓后(0001)晶面織構依然存在較為集中的現象,而 BA、BC路徑變形后(0001)晶面織構分布相對分散,從而提升合金的延伸率。
1.2 累積軋制(ARB)
累積疊軋(Accumulative roll bonding, ARB)工藝原理如圖1所示:將兩塊長寬相等、厚度均為h的板材表面處理并固定在一起,加熱后軋制成厚度為h的板材。再將軋制后的板制備成尺寸相等的兩塊板,繼續軋制,直至達到所需變形量。在ARB變形過程中,如果忽略板材在變形過程中的寬展,則材料在變形前后尺寸幾乎無變化,因此理想狀態下,可以獲取相當大的總應變量。與其他劇烈塑性變形技術相比,ARB變形工藝簡單,成本低,不需要特殊的設備或模具,生產效率高,容易實現工業化生產。
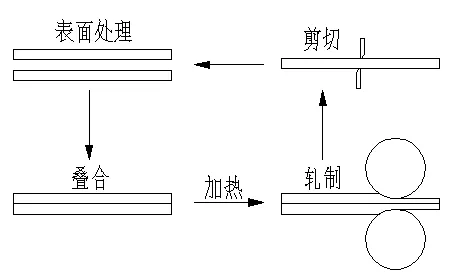
圖1 累積疊軋工藝原理圖
對于累積疊軋變形工藝,除晶粒尺寸與組織均勻性外,界面之間的結合質量是影響最終性能的另一個主要因素。目前,對于疊軋過程中金屬界面之間的結合機理仍沒有統一理論,比較認可的幾種結合理論包括:再結晶理論、金屬鍵理論、擴散理論等。一般認為,ARB變形時金屬與軋輥之間的摩擦力與剪切力等的共同作用使金屬表面發生開裂。在后序變形中,被暴露的金屬之間在軋制力及剪切力的作用下互相融合,形成緊密的結合面。同時由于結合面的應力集中,會導致大量的動態再結晶,使結合面處的晶粒更加細化。郭俊卿[4]等以AZ63鎂合金為材料進行累積疊軋實驗,并提出再結晶和晶界的運動是導致結合面“湮沒”的主導因素。
1.3 高壓扭轉(HPT)
高壓扭轉(High pressure torsion, HPT)工藝是在常溫或0.4Tm以下,對放置在模具之間的材料施加高壓,同時旋轉下模具,材料由于主動摩擦發生扭轉,進而出現切向剪切形變和軸向壓縮形變。
在使用過程中,高壓扭轉變形工藝又包括無約束型HPT和約束型HPT兩種,其工藝原理如圖2所示。對于無約束型HPT(如圖2(a)),與金屬接觸的上下模具均無凹槽,金屬在受壓扭轉的過程中高度降低,半徑變大。由于金屬自由向外擴展,在變形過程中僅有部分金屬與模型接觸而產生剪切變形和壓縮變形。對于約束型HPT(如圖2(b)),金屬放置在下模具的凹槽內,變形過程中外形尺寸基本不改變,但在實際應用中很難實現。因此一般采用半約束型HPT(如圖2(c)),即限制了金屬向外延展,又保證足夠的形變量。
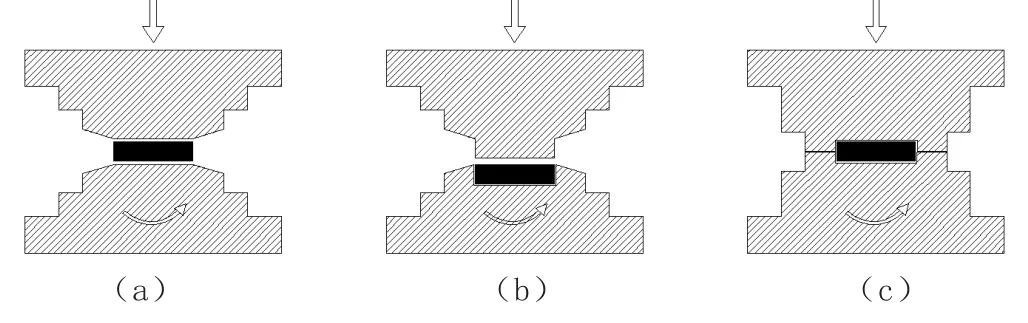
圖2 (a)無約束型HPT(b)約束型HPT(c)半約束型HPT
高壓扭轉變形后,金屬的形變可用公式2進行計算。

式中:N為轉動圈數,h為金屬高度。
可以通過式3轉化為等效變形量

與其他劇烈塑性變形相比,在高壓扭轉過程中,鎂合金受到強烈的壓縮和扭轉變形,因此在變形前不需要鑄態鎂合金進行均勻化處理,可在室溫下實現大變形,晶粒細化效果更佳顯著。試驗顯示,經過5次HPT加工后,Mg-1Zn-0.13Ca的晶粒減小至150nm,硬度提高至99HV。孫婉婷等[5]對鑄態Mg-8.2Gd-3.8Y在室溫下進行HPT變形,當等效變形量增加至6時,晶粒減小至55nm,共晶相在變形過程中破碎并彌散分布,硬度值提高至115HV。夏顯明等[6]以擠壓態ZK60為材料進行高壓扭轉試驗,結果表明,應變量由試樣芯部至邊緣逐漸增大,邊緣部分晶粒細化效果更佳明顯。其硬度由芯部至邊緣呈“V”型分布,且隨著HPT變形次數增加,相應位置的硬度逐漸增大。
1.4 多向鍛造(MF)
多向鍛造技術(Multi-directional forging, MF)原理如圖3所示。單一方向的鍛造容易造成材料內部產生各向異性,多向鍛造則是在鍛造過程中不斷改變方向,通過反復變形實現晶粒細化。一般鍛造前試樣需要加熱,鍛造溫度為0.1~0.5Tm。
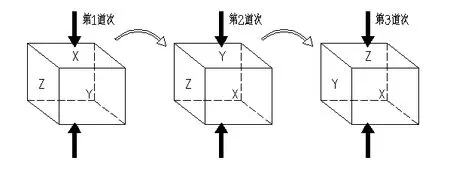
圖3 高壓扭轉工藝原理圖
郭強等[7]對均勻化處理后的AZ80在300℃以上進行7道次MF變形,經過2次MF變形后,初始大晶粒被破碎,晶粒尺寸由126μm減小至15~25μm,并出現局部的小晶粒。經過5次MF變形后,大量的動態再結晶使晶粒減小至1~2μm,后序MF變形晶粒細化效果不顯著。作者認為,多向鍛造過程中,合金內部產生大量的相互交叉的變形帶,這是導致晶粒細化的主要原因。同時在多向鍛造過程中,當等效變形量達到一定值后,晶粒細化效果不再顯著。
普通多向鍛造多數在較低的變形速度下進行,為保證變形溫度需要多次加熱,加大生產成本。吳志遠等[8]對AZ31進行一火高應變速率MF變形,研究結果顯示,當應變量小于1.32時,孿晶是造成晶粒細化的主導原因,晶粒由500μm降低至7.4μm。當應變量大于1.32時,熱激活長大占主要地位,并導致部分晶粒長大至35μm。高應變速率多向鍛造的解決中間加熱問題的同時,可以達到同樣的細化晶粒的效果。
2 結論
近年來鎂合金的SPD變形研究已經取得了大量的研究結果。但是由于鎂合金經SPD變形后晶粒尺寸非常細小,同時出現了一些高的屈服應力、大幅度提高的塑性及低溫超塑性等特殊的性能。因此在SPD變形過程中,普通塑性變形的變形機制不能完全適用,一些高溫變形機制在室溫下也可能出現。
同時,SPD雖然可以制備出性能良好的鎂合金結構件,但由于尺寸較小,實際應用范圍很小。且一些SPD所需的模具價格昂貴、工序復雜,增加生產成本,限制其應用和發展。因此,鎂合金的SPD工藝需要進一步改進,并開發新設備,制備大尺寸結構件,以降低成本,擴大使用范圍。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
