65Mn油淬火—回火彈簧鋼絲的試制
2019-05-24 02:51:32王樹鵬張漢生
中國金屬通報(bào) 2019年3期
關(guān)鍵詞:工藝
王樹鵬,張漢生
(東北特鋼集團(tuán)第一軋鋼廠,遼寧 大連 116105)
用淬火-回火狀態(tài)交貨的彈簧鋼絲代替冷拉狀態(tài)交貨的彈簧鋼絲,可以做到使成品件加工企業(yè)的熱處理環(huán)節(jié)上移,降低成品件性能指標(biāo)的浮動(dòng)概率、提高成材率,最終達(dá)到降低成本的目的。目前油淬火-回火彈簧鋼絲在汽車、火車等運(yùn)輸車輛行業(yè)得到了廣泛的應(yīng)用[1]。所以彈簧鋼絲淬火-回火狀態(tài)交貨是將來彈簧市場(chǎng)的發(fā)展方向,正是鑒于此,某集團(tuán)公司鋼絲廠對(duì)相關(guān)鋼絲生產(chǎn)工藝進(jìn)行摸索并試制成功了油淬火-回火彈簧鋼絲。
1 加工盤條選擇及鋼絲性能要求
彈簧材料的選擇首先要滿足用戶的功能需求,然后是強(qiáng)度要求,材料成本也是考慮的范圍。碳素彈簧鋼在彈簧鋼絲領(lǐng)域得到了大量的應(yīng)用,其中含有0.60-0.90%的C和0.30-1.20%的Mn,除此之外不再含有其他合金元素,這樣就使材料成本得到降低。碳素彈簧鋼絲經(jīng)適當(dāng)?shù)募庸せ驘崽幚恚梢垣@得很高的抗拉強(qiáng)度,足夠的韌性和良好的疲勞壽命[2]。對(duì)于成品件企業(yè)來說,不同的加工廠對(duì)彈簧鋼絲的各項(xiàng)指標(biāo)特別是力學(xué)指標(biāo)要求不同,但對(duì)于一般用途油淬火回火彈簧鋼絲而言滿足以下條件就基本可以保證加工件的性能需要:抗拉強(qiáng)度Rm為1460-1610MPa,淬火硬度HRC為45-50,斷面收縮率≥35%[3]。根據(jù)市場(chǎng)普遍需求求,某集團(tuán)公司鋼絲廠選用規(guī)格8.0mm,沙鋼產(chǎn)65Mn盤條為原料試制規(guī)格φ6.0mm油淬火-回火彈簧鋼絲,65Mn盤條化學(xué)成分見表1,65Mn盤條力學(xué)性能見表2。

表1 65Mn盤條化學(xué)成分

表2 65Mn盤條力學(xué)性能
2 生產(chǎn)工藝確定
2.1 工藝流程
生產(chǎn)油淬火-回火彈簧鋼絲工藝流程為:原料→酸洗后磷化→拉拔→油淬火回火處理→檢驗(yàn)
2.2 各工序工藝控制要點(diǎn)
2.2.1 酸洗涂層工藝
盤條在拉拔前的表面處理方法有機(jī)械處理和化學(xué)處理兩種,生產(chǎn)彈簧鋼絲的盤條表面處理,特別是高級(jí)用途的彈簧鋼絲以化學(xué)酸洗為主[4]。酸洗磷化流程為:散料→上酸洗杠→酸洗→高壓水沖洗→磷化→干燥。
酸洗工藝控制要點(diǎn):酸洗過程中要注意防止過酸洗,否則就會(huì)使鋼絲表面產(chǎn)生一層黑灰同時(shí)也增大了鋼絲氫脆的概率。選用濃度較低的酸液,加熱后進(jìn)行酸洗可以避免上述問題的出現(xiàn),酸洗時(shí)間一般不超過15分鐘。硫酸濃度<150g/L,F(xiàn)eSO4含量>100g/L時(shí)不再使用。酸洗工藝見表3

表3 65Mn盤條酸洗工藝
涂層工藝控制要點(diǎn):
從油淬火-回火彈簧鋼絲生產(chǎn)流程不難發(fā)現(xiàn):盤條酸洗后需進(jìn)行磷化處理后才可進(jìn)行拉拔。之所以選用磷化方式進(jìn)行涂層是為提高鋼絲拉拔后的表面質(zhì)量。磷化涂層又稱作磷酸鹽涂層,是采用化學(xué)方法在金屬表面上生成一層磷酸鹽薄膜(Zn(PO4)2·4H2O與FeHPO4·2H2O),是大減面率拉拔鋼絲的最理想的涂層。磷化工藝流程是:酸洗→水沖洗→磷化→水沖洗→涂硼砂→烘干。
2.2.2 拉拔工藝
油淬火-回火彈簧鋼絲與常規(guī)拉拔后直接交貨的彈簧鋼絲不同,油淬火-回火彈簧鋼絲是使成品鋼絲經(jīng)過熱處理后得到相應(yīng)的組織結(jié)構(gòu),進(jìn)而得到相應(yīng)的力學(xué)性能。所以生產(chǎn)過程中對(duì)于油淬火-回火彈簧鋼絲的拉拔過程并沒有嚴(yán)格的要求,可以根據(jù)各生產(chǎn)廠拔絲機(jī)實(shí)際情況確定拉拔遍數(shù)和每一遍的減面率。此次試制結(jié)合該廠生產(chǎn)設(shè)備實(shí)際、原料質(zhì)量等因素,最終將拉拔過程選定為:8.0mm→7.1 mm→6.4 mm→6.0 mm。
2.2.3 熱處理工藝
油淬火-回火彈簧鋼絲的熱處理過程是將拉拔到成品尺寸的鋼絲,在連續(xù)爐中進(jìn)行淬火及相應(yīng)的回火處理,待處理的鋼絲在加熱爐中加熱到完全奧氏體化所需的溫度,然后通過淬火(油介質(zhì))得到相應(yīng)的組織結(jié)構(gòu)(馬氏體),再通過回火,獲得高強(qiáng)度、高塑性并具有良好韌性鋼絲,此次試制能否成功,熱處理環(huán)節(jié)起著至關(guān)重要的作用。
加熱爐工藝控制要點(diǎn):
與傳統(tǒng)彈簧鋼絲熱處理過程不同,油淬火-回火鋼絲奧氏體化時(shí)過熱度不能太高,溫度太高就會(huì)造成處理后鋼絲中殘余奧氏體量增加及馬氏體針粗大,鋼絲的強(qiáng)度和硬度下降并且彎曲值也會(huì)得到相應(yīng)的降低。要的到良好性能的彈簧鋼絲,殘余奧氏體要最大限度的進(jìn)行分解,如果加熱時(shí)過熱度過高,就需要較長的回火時(shí)間來進(jìn)行殘余奧氏體的分解,對(duì)于生產(chǎn)廠來說就會(huì)使現(xiàn)場(chǎng)生產(chǎn)效率降低,無形中增加了工廠的生產(chǎn)成本。最終將連續(xù)爐奧氏體化溫度選用830℃左右。
油槽淬火工藝控制要點(diǎn):油淬火的介質(zhì)一般都是選用礦物質(zhì)油,也會(huì)添加一些添加劑,以保證淬火介質(zhì)的穩(wěn)定,此次試制選用的淬火介質(zhì)為光亮淬火油。
油溫一般控制在40-50℃,生產(chǎn)過程中加熱后鋼絲的溫度會(huì)帶到油槽中,使油溫會(huì)達(dá)到80℃以上。為防止油槽中高油溫現(xiàn)象的出現(xiàn),需要使用一個(gè)規(guī)格容量大的油箱,通過油泵使油箱與油槽中的油進(jìn)行循環(huán)起到冷卻和過濾雜質(zhì)的效果。此外,本次試制所使用的油箱還安裝了冷卻水管,用來保證油溫始終保持在所需溫度范圍內(nèi)。
回火工藝控制要點(diǎn):
回火溫度的控制將會(huì)決定油淬火-回火鋼絲的力學(xué)性能,鋼絲的硬度與塑性是相互制約的關(guān)系,一總體上,隨著回火溫度的提高,硬度和抗拉強(qiáng)度會(huì)得到相應(yīng)的降低,塑性指標(biāo)會(huì)相應(yīng)提高。生產(chǎn)實(shí)際中的回火溫度是根據(jù)用戶所需鋼絲的鋼種和用途而決定,油淬火-回火彈簧鋼絲既要保持高硬度(高強(qiáng)度),同時(shí)還要有良好的韌性及塑性以及較好的疲勞性能。彈簧鋼通過淬火加中溫回火可以顯著提高鋼的彈性極限,本次試制選用中溫回火,回火溫度范圍為400-500℃。
收線速度的確定:
DV值是加熱爐生產(chǎn)能力的一項(xiàng)主要參數(shù),可以體現(xiàn)出爐窯給鋼絲加熱的能力。DV值: D是鋼絲直徑(mm),V是走線速度(m/min)。每臺(tái)爐窯的DV值是常數(shù),所以在生產(chǎn)實(shí)際中確定要處理的鋼絲規(guī)格后,通過計(jì)算可以得出相應(yīng)的走線(收線)速度。此次試制所選用的油淬火回火連續(xù)爐設(shè)計(jì)DV值為39 mm*m/min ,所以此次試制收線速度設(shè)定為6.5m/min。
3 產(chǎn)品質(zhì)量分析
按照上述各工序工藝要點(diǎn)確定的加工工藝,本次試制65Mn油淬火-回火鋼絲1520kg,最初設(shè)置加熱爐一、二段830℃,三至六段820 ℃,回火溫度460℃,實(shí)測(cè)性能為HRC:47,抗拉強(qiáng)度:1560MPa,斷面收縮率41%,符合目標(biāo)值。為了日后批量生產(chǎn)需要,在保持加熱爐溫度不變的情況下,對(duì)回火爐溫度進(jìn)行了多次調(diào)整,試驗(yàn)結(jié)果如表4。
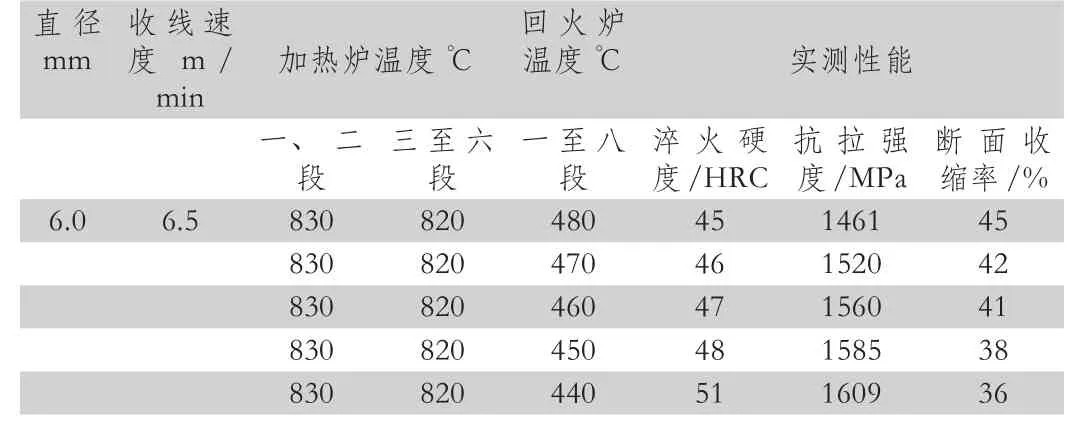
表4 65Mn熱處理工藝及性能檢測(cè)結(jié)果
4 結(jié)論
根據(jù)國內(nèi)市場(chǎng)需求情況設(shè)計(jì)了油淬火-回火彈簧鋼絲的力學(xué)性能及加工盤條的選擇,并根據(jù)某集團(tuán)公司鋼絲廠現(xiàn)有的工藝流程和裝備條件,確定了最終的酸洗涂層、拉拔及熱處理工藝,試制的φ6.0mm,65Mn油淬火-回火彈簧鋼絲各項(xiàng)性能達(dá)到了設(shè)計(jì)要求。在此基礎(chǔ)上,通過調(diào)整回火溫度,掌握了820 -830℃固定加熱溫度情況下,所允許的回火溫度波動(dòng)范圍為450 -480℃。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
