基于Usui模型的硬質合金刀具切削高強度鋼磨損仿真研究?
2019-05-29 01:28:28姜增輝宋亞洲賈民飛
制造技術與機床 2019年5期
姜增輝 宋亞洲 賈民飛
(沈陽理工大學機械工程學院,遼寧沈陽110159)
高強度鋼作為近些年來崛起的新型材料,因其強度高、耐腐蝕性好、耐高溫及良好的成形性等特點被廣泛用于汽車、建筑、國防科技等各個領域[1]。這類高強度鋼在切削加工過程中刀具磨損嚴重,為了對切削參數進行合理的選擇,提高加工效率和改善工件表面質量,對高強度鋼切削中刀具磨損規律的研究就顯得十分的重要。
通過仿真研究刀具磨損具有成本相對較低、可選研究參數范圍大等優點,近年來逐漸受到一些學者的關注。岳蕓[2]通過運用DEFORM-3D軟件,采用Usui刀具磨損模型研究了合金鋼30CrNiMo8材料在不同切削參數下的刀具磨損情況,驗證了有限元法研究刀具磨損的合理性。李堯等人[3]基于 ABAQUS進行了30CrMnSiA合金鋼正交切削有限元仿真模擬,得到切削時最佳的主軸轉速。Yen[4]等運用DEFORM-2D,利用Kitagawa修正后的Usui差分磨損模型,獨立地開發了一種能夠同時對刀具的前后刀面進行磨損預測研究的系統。Xie[5-6]等采用ABAQUS建立了一種能夠對刀具的前后刀面磨損進行預測的系統。
本文基于AdvantEdge建立硬質合金刀具切削高強度鋼34CrNiMo6的刀具磨損模型,研究切削加工這類高強度鋼時刀具幾何角度對刀具磨損的影響規律。
1 基于Usui模型的刀具磨損仿真建模
1.1 建立硬質合金刀具Usui磨損模型
(1)Usui磨損模型
基于最小能量法的Usui磨損模型[7-8]如下:

式中:為刀具磨損率,mm/min;P、Q(K)為常數;σn為刀具表面所受到的切削應力,MPa;vs為工件材料相對于刀具的滑移速度,mm/s;T為刀具的切削溫度,℃。
Usui磨損模型中常量P和Q對于不同的刀具材料和工件材料取值不同。為求得硬質合金刀具切削高強度鋼的P和Q,可先試驗得到刀具磨損率,然后通過仿真得到的σn、vs、T值,再由公式(1)求得常量P和Q。
(2)基于Usui的硬質合金刀具磨損模型
引用文獻[9]中硬質合金刀具切削高強度鋼34CrNiMo6磨損試驗得到的后刀面磨損量VB與切削時間關系曲線,可求得3種切削速度下的刀具磨損率,并通過切削仿真獲取同樣條件下刀具表面的切削應力、刀屑滑動速度和切削溫度,如表1所示。
表1 3 種切削速度下的σn、vs、T 及
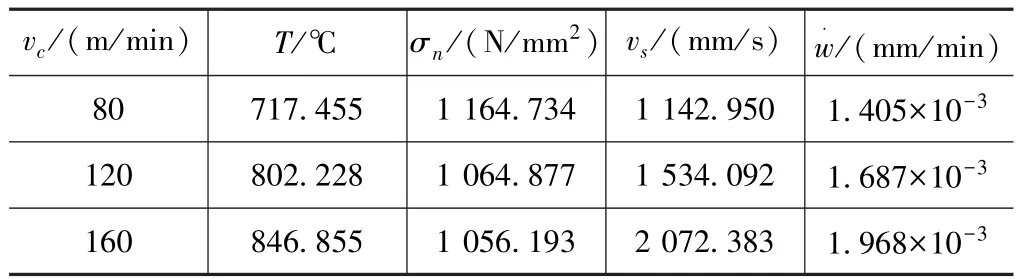
表1 3 種切削速度下的σn、vs、T 及
vc/(m/min)T/℃σn/(N/mm2)vs/(mm/s)w˙/(mm/min)80 717.455 1 164.734 1 142.950 1.405×10-3 120 802.228 1 064.877 1 534.092 1.687×10-3 160 846.855 1 056.193 2 072.383 1.968×10-3
由表1中數據,再以x=1/T為橫坐標,以y=ln(w/σnVs)為縱坐標進行曲線擬合可以得到斜率Q和截距lnP,從而可以計算得到P和Q的值:
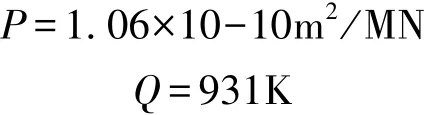
由此,硬質合金刀具切削高強度鋼的磨損仿真Usui模型為:

1.2 刀面磨損仿真及后刀面磨損帶測量
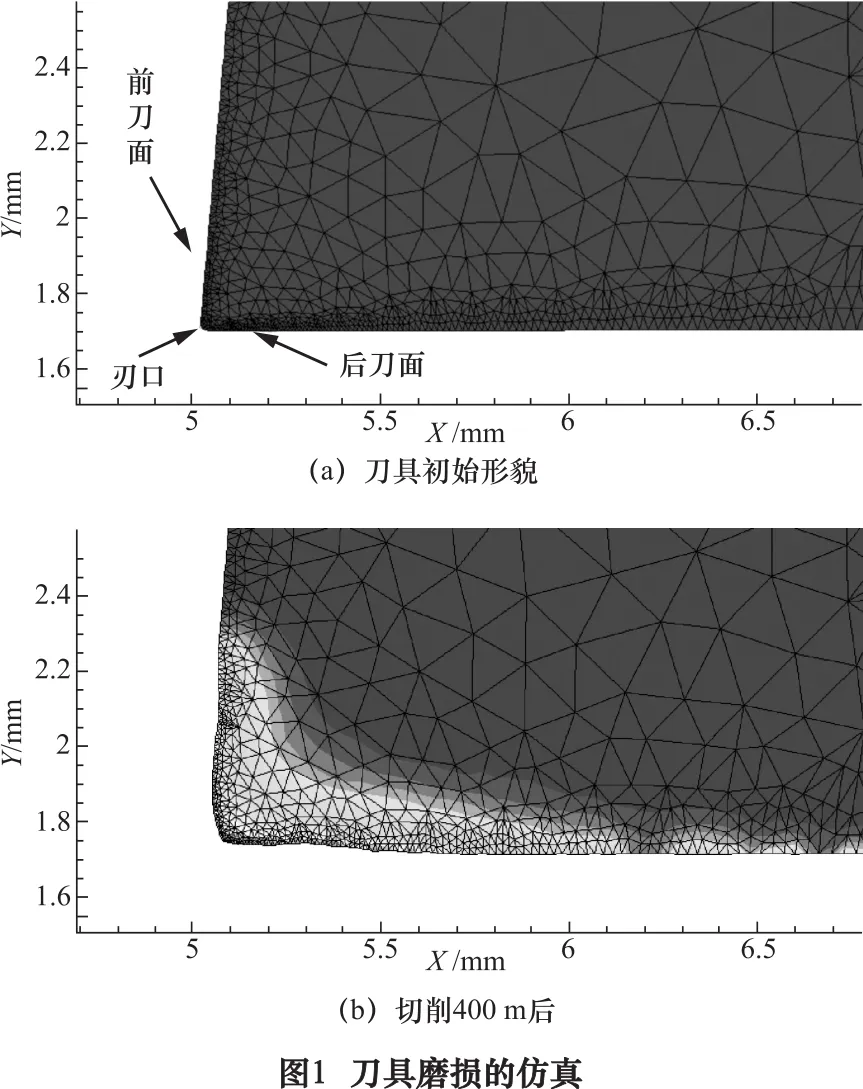
(1)刀具磨損仿真
由公式(2)模型,通過AdvantEdge FEM進行刀具磨損仿真。刀具采用自適應網格劃分技術,仿真切削過程為正交干式切削,仿真刀具的主要幾何參數和切削參數如表2、3所示。
仿真刀具磨損結果如圖1所示。
(2)后刀面磨損帶最大寬度測量
刀具后刀面的磨損帶最大寬度測量的方法如圖2所示。
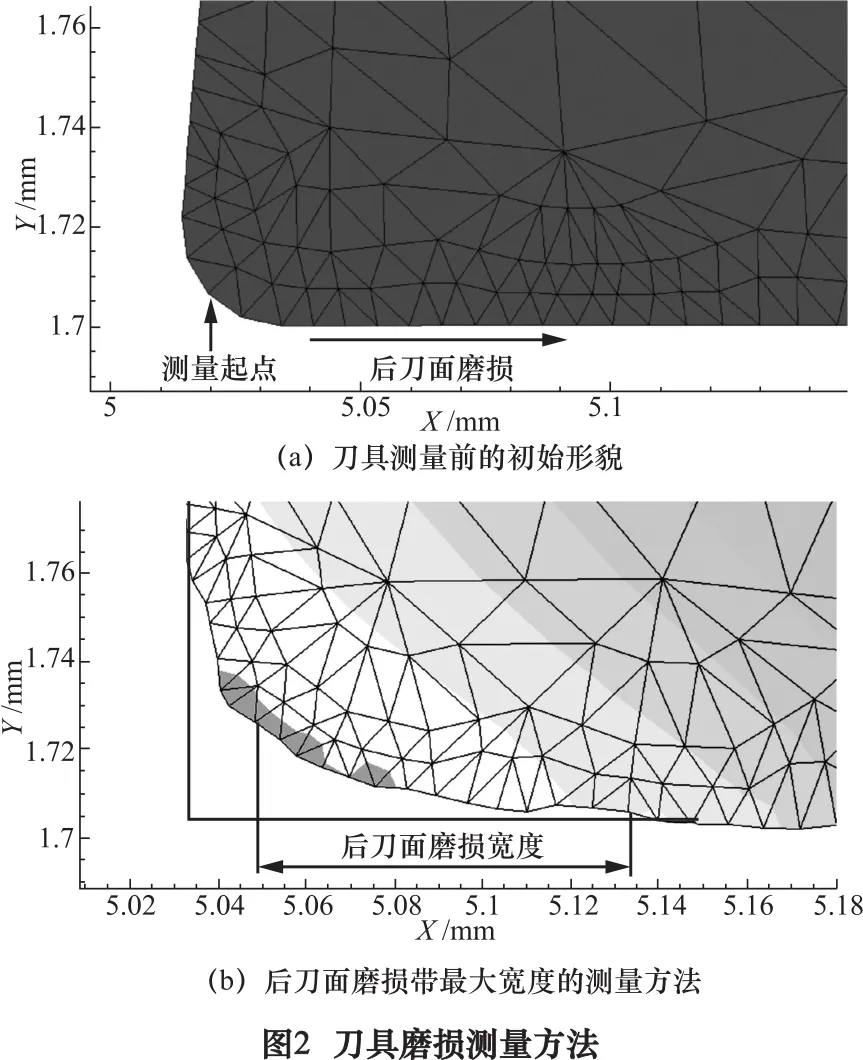
切削過程中刀具后刀面磨損帶最大寬度VBmax如表4所示。

表2 刀具主要幾何參數

表3 切削參數

表4 后刀面最大磨損量
2 刀具磨損仿真模型的實驗驗證
2.1 實驗條件及結果
實驗選擇仿真相同的34CrNiMo6高強度鋼,硬度為322 HB。工件尺寸規格為直徑?160 mm×75 mm。
實驗刀片選用的是株洲鉆石公司生產的牌號為YBC251硬質合金刀片,型號為CNMG120408-PM,刀具刃口半徑為0.02 mm,主切削刃后角為0°,前角為5°,刀柄選用的型號是MCLNR2525M12。
車床為J1MK460高速精密車床,機床最大工件的回轉直徑為460 mm,主軸轉速級數為12,轉速范圍為25~1 500 r/min,主電動機功率為7.5 kW。
采用超景深三維顯微系統VHX-1000測量刀具后刀面磨損。圖3為實驗得到的硬質合金刀具切削高強度鋼34CrNiMo6后刀面的磨損形貌及測量結果。后刀面最大磨損量如表5所示。
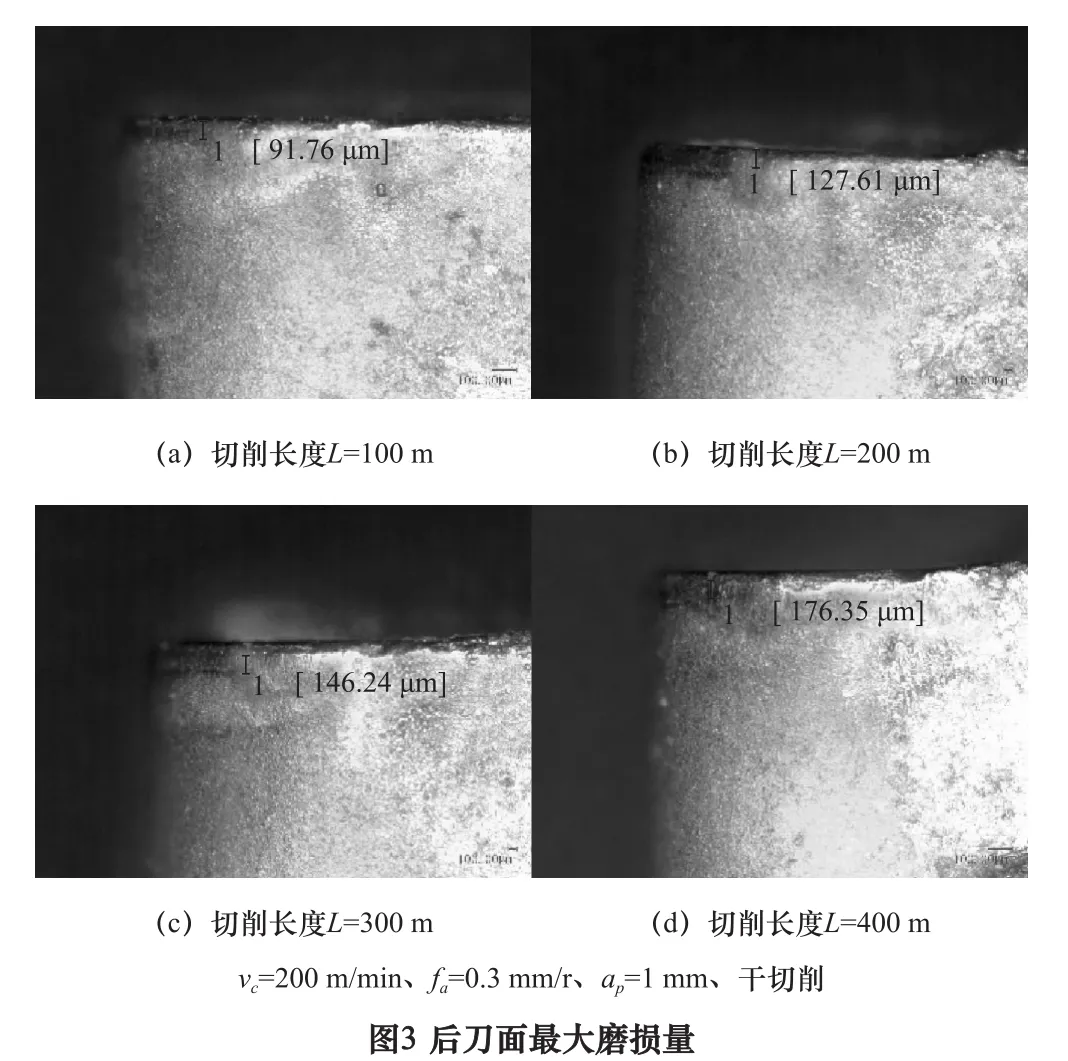

表5 后刀面最大磨損量
2.2 后刀面磨損對比驗證
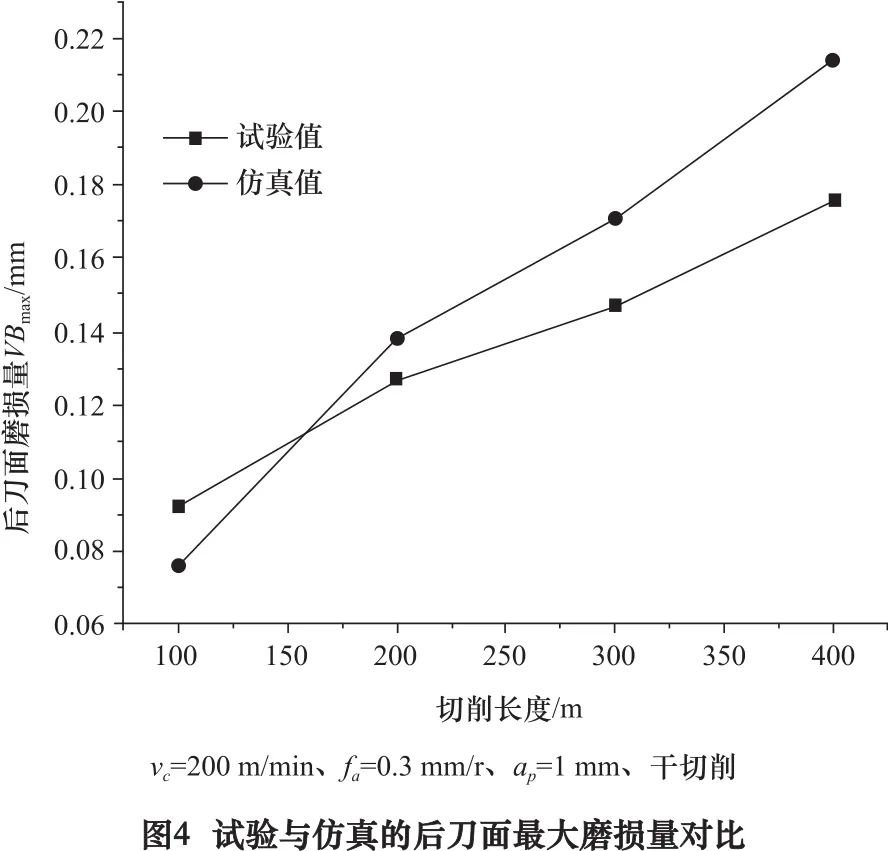
圖4為實驗與仿真的后刀面最大磨損對比。可以看出,刀具磨損初期仿真磨損量大于實驗磨損量,隨著切削繼續進行刀具進入正常磨損階段后,實驗磨損量小于仿真磨損量。這主要是由于刀具在仿真過程中假設不存在彈性讓刀的現象,而在實際切削過程中刀具會產生輕微彈性讓刀,從而減小了后刀面的實際磨損量。總體來看,后刀面磨損的試驗結果與仿真結果還是比較接近的,可以證明仿真模型的有效性。
3 刀具幾何角度對后刀面磨損影響的仿真研究
3.1 仿真研究方案
為研究刀具主要幾何角度對后刀面磨損的影響規律,以刀具刃口半徑ρ、刀具前角γ0、刀具后角α0作為3個主要因素,建立三因素四水平的正交仿真研究方案,仿真方案如表6所示。
仿真切削參數統一選擇為:切削速度vc=100 m/min、進給量為fa=0.3 mm/r、切削深度為ap=1 mm、切削長度L=100 m、干切削。
3.2 極差分析
(1)正交仿真實驗結果
根據L16(43)正交實驗方案,進行了仿真實驗,其后刀面磨損最大寬度如表7所示。
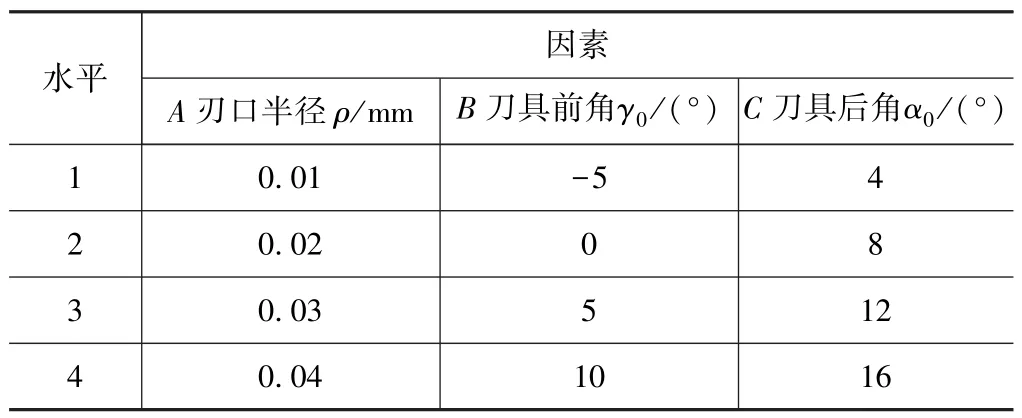
表6 L16(43)正交仿真實驗方案
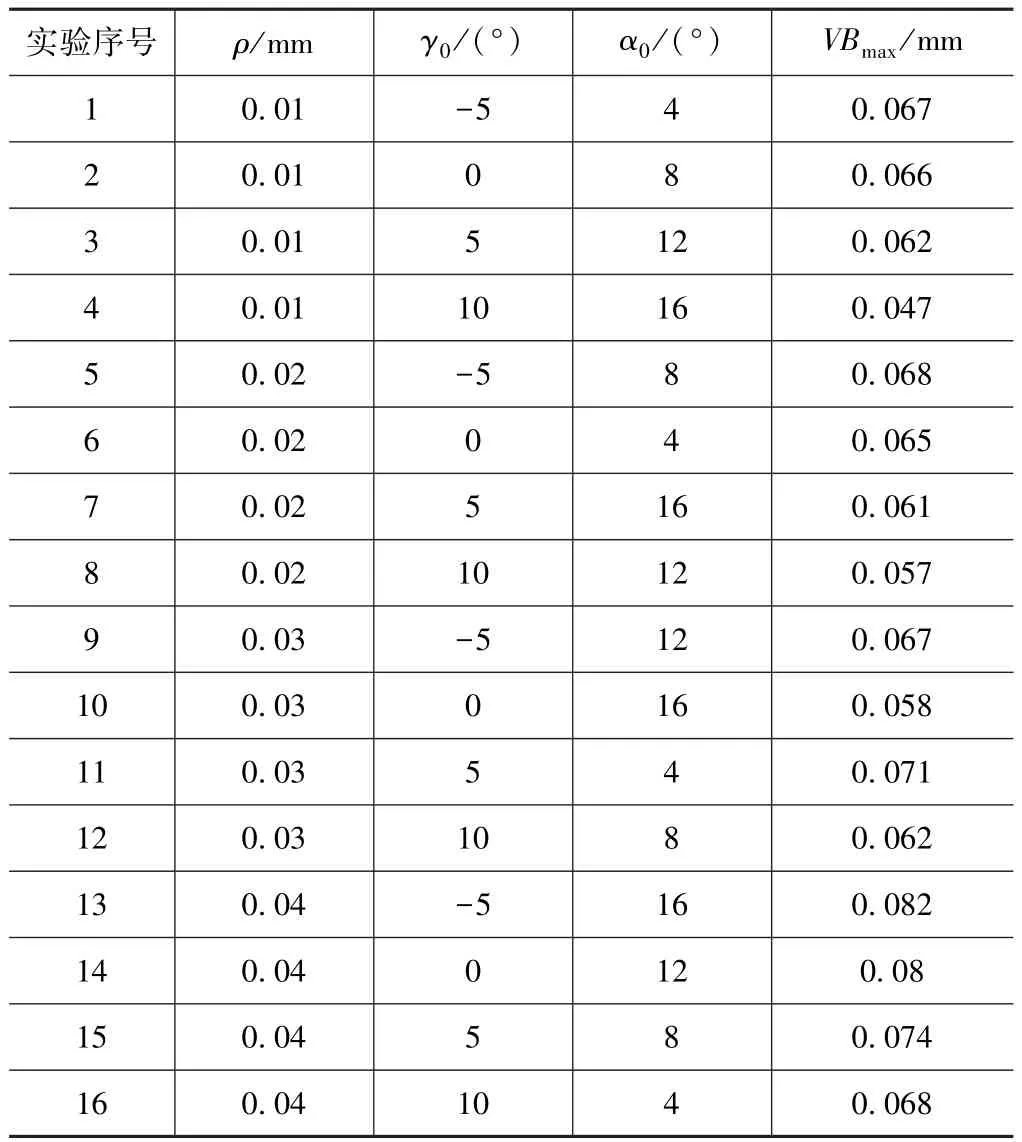
表7 L16(43)正交仿真實驗后刀面磨損量
(2)后刀面磨損極差分析
后刀面磨損帶最大寬度VBmax的極差分析結果如表8所示。由極差值得到對后刀面磨損影響的各個因素主次順序為:刃口半徑>刀具前角>刀具后角。
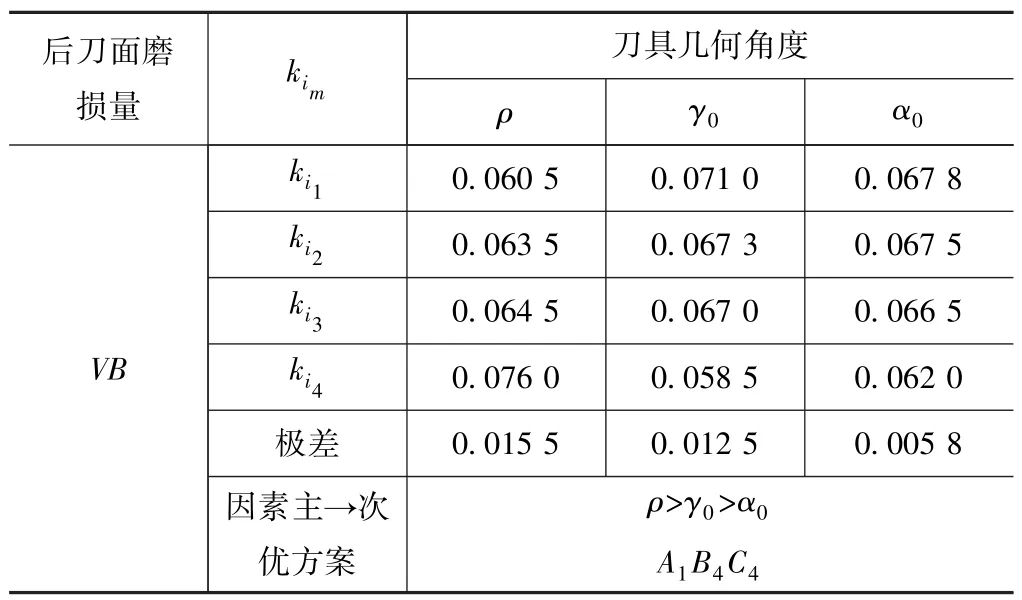
表8 后刀面磨損量仿真結果極差表 mm
從對極差值的分析可以看出刀具刃口半徑和刀具前角對后刀面磨損的影響程度大于刀具后角。從表8可知在選定的研究參數范圍內,刀具幾何角度的最優方案為A1B4C4,即后刀面磨損最小的刀具角度組合為:ρ=0.01 mm,γ0=10°,α0=16°。
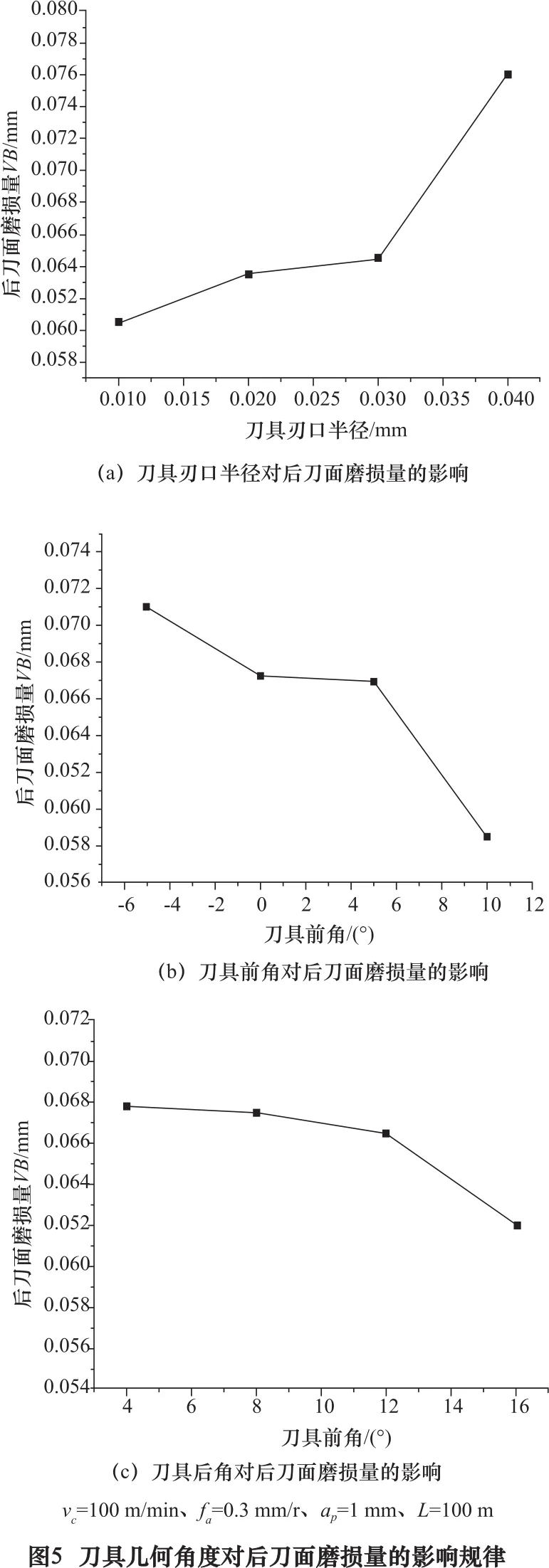
3.3 直觀分析
如圖5所示是根據表8中的數據做出切削參數對后刀面磨損量影響的直觀分析圖。由此可知,隨著刀具刃口半徑的增大,后刀面的磨損量呈現明顯上升的趨勢。刀具前角、后角增大,后刀面磨損量有明顯的下降趨勢。
4 結語
(1)建立了硬質合金刀具切削高強度鋼34CrNiMo6的刀具磨損仿真模型。
(2)通過正交仿真實驗得到在研究參數范圍內刀具幾何角度對刀具后刀面磨損影響的主次順序為:刀具刃口半徑>刀具前角>刀具后角。
(3)通過對極差分析結果的直觀分析得到在研究參數范圍內后刀面磨損量隨著刃口半徑的增大而增大,隨著刀具前角和后角的增大而減小。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
核科學與工程(2015年4期)2015-09-26 11:59:03
