軋機提速對四列圓柱滾子軸承的影響和優化措施研究
2019-05-29 14:39:22賈松陽王朋偉
安陽工學院學報 2019年2期
關鍵詞:優化
賈松陽 ,王朋偉 ,范 強
(1.洛陽LYC軸承有限公司;2.航空精密軸承國家重點實驗室,河南洛陽471039)
在供給側結構性改革的持續推進和環保壓力空前嚴厲的形勢下,大量鋼廠紛紛被列入去產能行列,而國內大型鋼廠暫時出現了供不應求的情況,故而采取了提高軋制速度來達到增效的目的。某鋼廠冷軋1250線支撐輥四列圓柱滾子軸承,在軋制力及潤滑方式不變的情況下,轉速由197r/min提高到257r/min。提速后軸承多次出現溫升過高而報警停機。不完全統計,此型號在國內近20家鋼廠約200條線上使用,市場使用率很高,對其優化設計有一定價值。
該四列圓柱滾子軸承結構如圖1所示,外形尺寸Φ690×Φ980×750,材料G20Cr2Ni4A,保持架為支柱焊接,精度等級P5級,承載能力Cr為20700kN,Cor為56500kN。軸承的相關要求符合標準JB/T5389.1[1]。
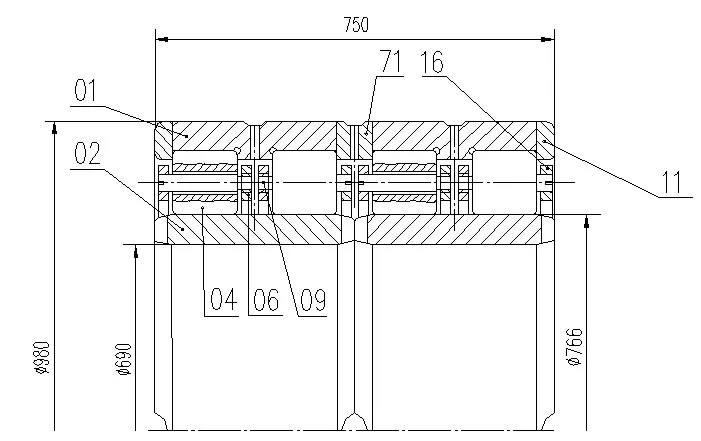
圖1 四列圓柱滾子軸承
1 提速后的影響
1.1 摩擦力矩的變化
軸承的溫升主要來源于工作過程中軸承內部的摩擦。軸承摩擦力矩的計算公式有多種,這里應用Harris TA摩擦力矩計算公式[2]。
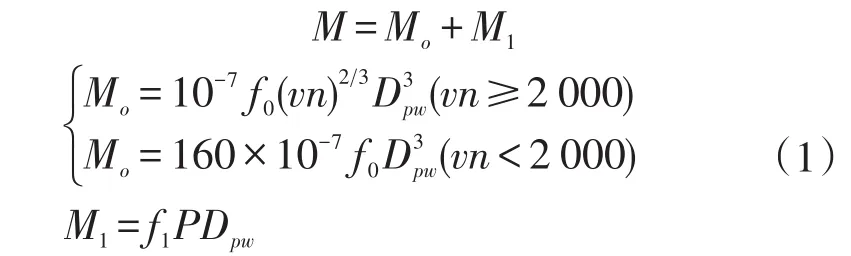
式中:M為總摩擦力距,Nmm;M0為無負荷時軸承的摩擦力距,M1為負荷引起的摩擦力距,Nmm;f0、f1為經驗系數;ν為潤滑油運動粘度,mm2/s(潤滑脂取基油的粘度);n為軸承轉速,r/min;P為當量載荷,N;Dpw為節圓直徑,mm。
查詢樣本[3],各參數取值為:f0取2,f1取0.0003,ν取12mm2/s,提速前n為197r/min,提速后為257r/min,Dpw為836mm,應用工況最大軋制力約為1 000噸,取P為5×106N。計算結果如表1所示。
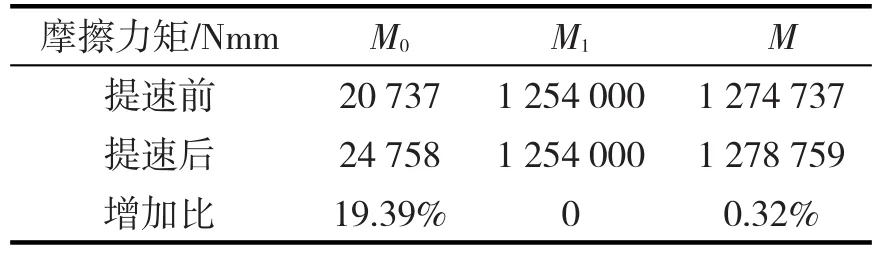
表1 軸承摩擦力矩變化
從上表可以看出,轉速增加30.46%時,無負荷時軸承的摩擦力矩M0增加了19.39%,負荷引起的摩擦力矩M1沒有變化。然而由于負荷較大,M1在總摩擦力矩中所占的比重較大,結果總摩擦力矩僅增加了0.32%。明顯,該軸承屬于低速重載工況,此時,載荷是引起軸承摩擦力矩大的主要因素,速度變化對軸承總摩擦力距變化的影響不大。
1.2 軸承發熱量的變化
軸承發熱量的計算公式為[4]

式中,Q為發熱量,W。將摩擦力矩和轉速代入計算,結果如表2。

表2 軸承發熱量的變化
從以上計算可以看出提速的結果是,軸承的總摩擦力矩增加了0.32%,而軸承發熱量增加了30.87%,由于摩擦力矩變化不大,發熱量(增加30.87%)與轉速(增加30.46%)近似成比例增加。
該結果也表明,雖然軸承發熱來自于內部各種滾動-滑動摩擦,但是僅理解為減小軸承摩擦力矩可以解決軸承發熱是不準確的。本案例可以看出軸承發熱主要與載荷和轉速關系較大。
2 軸承的優化設計
從以上分析可以看到,軸承的發熱量增加較多,應采取措施使熱量散發出去。軸承傳熱模式主要為熱傳導、熱對流和熱輻射三種形式。軸承發熱效率和散熱效率的計算十分復雜[2,5]。從其相關計算方程中可以看出接觸表面間影響散熱效率的主要參數有接觸應力、滑動速度、油膜相關參數和接觸面積等。因此為滿足工況改變后的使用要求,優化設計的思想是:
1)滑動部位減少接觸面積;
2)滑動部位增設散熱油路;
3)降低接觸面粗糙度,優化加工紋理;
4)優化軸承油孔,數量增多、直徑增大。
2.1 優化軸承節圓尺寸
從摩擦力矩和發熱量的計算方程,能夠調整的參數僅為節圓直徑。這是由于該方程是基于試驗,軸承內部的各接觸因素并未直接包含在方程內。可看出降低軸承節圓尺寸Dpw對減少摩擦力矩有益。尤其是M0與節圓直徑的3次方正相關,改變較大。
此外,滾動體公轉通過軸承內腔潤滑劑時也會產生摩擦熱。計算方程為[2]

式中,Hrdrag為摩擦發熱率;ωm為滾子公轉速度,rad/s;Fv為粘性拖動力,N;Z為滾子個數;J是有Nm/s到W的轉換常數。可見摩擦發熱率與節圓直徑呈正比關系,與滾子公轉速度呈正比關系,提速后內腔潤滑劑對滾子的發熱率呈正比增大,間接說明了潤滑劑并非越多越好。
綜合以上,對軸承內部結構進行優化,適當減少軸承的節圓尺寸。節圓直徑還與軸承承載、壽命等有關,減小量是有限的。
2.2 優化套圈擋邊與滾動體接觸
圓柱滾子軸承主要承受徑向載荷,同時依靠套圈擋邊也承受軸向載荷。在接觸面,由于速度差導致滾子端面與擋邊之間存在滑動摩擦,若滾子兩端的滑動不同,摩擦力較大時甚至導致工作過程中的滾子歪斜。滾子端面和套圈擋邊的幾何形狀對于兩者之間滑動摩擦和油膜形成有至關重要的影響:一般認為相比較面接觸,點接觸時的摩擦效應最好[6-7]。為改善滾子端面與擋邊之間的接觸狀態,滾子端面采用球基面,套圈擋邊采用斜擋邊,通過理論計算控制滾子球基面的中心與套圈擋邊接觸點的位置,從而達到最佳的潤滑狀態。相關計算如下。
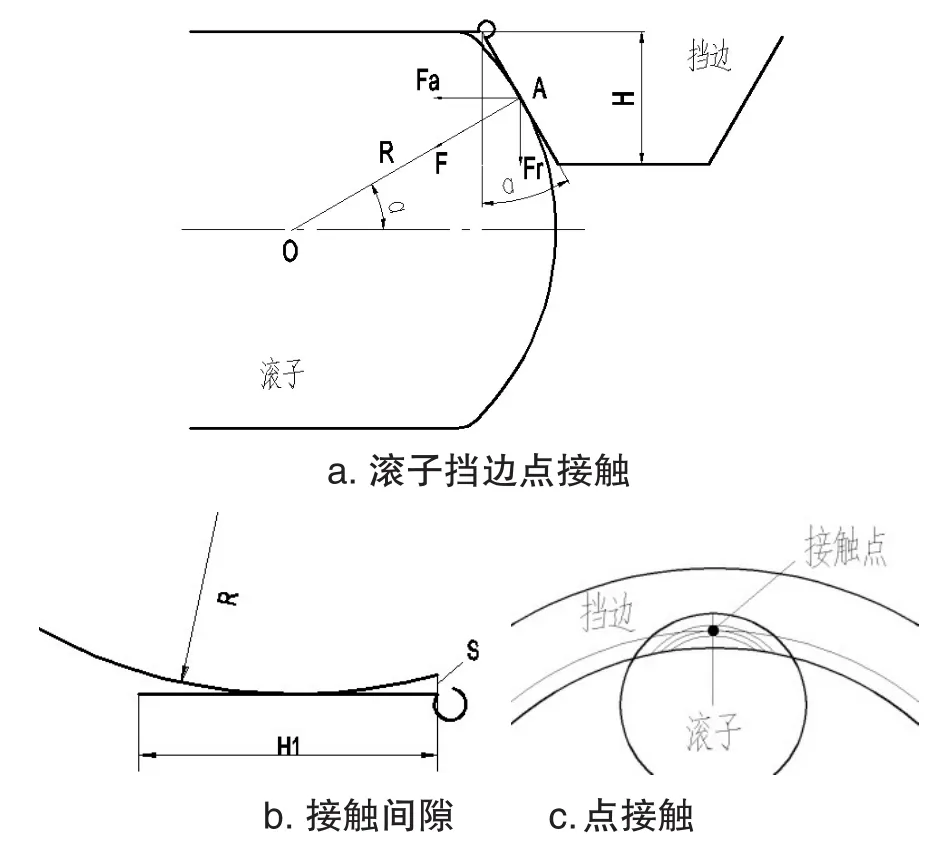
圖2 擋邊與滾子的點接觸
圖2中,H為擋邊的高度,H1為不含油孔尺寸的擋邊的高度,A為中點,R為滾子端面圓弧,接觸角為α,S為最大間隙。圖2a中存在關系式

式中,Dw為滾子直徑,mm。在已知滾子直徑和擋邊高度的情況下,確定角度α即可確定滾子端面R的值。該方程計算后的接觸點實際上是擋邊的中點,包含了油溝的尺寸,而更準確的計算應排除油溝的尺寸,A點H1的中點。因此應修正為下式

擋邊受力

為保證受力均勻,在滾子端面壓縮變形后,與擋邊邊緣的接觸間隙應為大于等于0。鋼-鋼點接觸接觸壓縮量為

式中ηδ系數,可查表[4];∑ρ為主曲率和函數,其計算方程為

式中,R1,R2為兩接觸面的圓弧半徑。該處滾子端面的圓弧半徑為R,擋邊面為平面,即R2無窮大。得到

由圖2b幾何關系得最大間隙為

應使δ≤S。令相等時由式(5)~(10)可得出α和R的值,滾子所受軸向力Fa可簡化為軸承總軸向力平均分配到每個滾子上。實際上,根據經驗總結,α一般在10'~30'之間[8-11]。當軸承工況為低速重載時,應取較大的偏角,便于形成油膜。相比較平面接觸,這種點接觸周邊更易形成油膜。滾子在滑動過程中,油膜可帶走熱量。需說明的是,該算法并不精確,更準確的算法應使用彈流潤滑相關理論[12-14]。對于工程實踐,該算法簡單實用,可大略計算出斜角α的值,況且目前的加工精度較難準確控制10'~30'之間的某個定值,在一定公差范圍內,可以認為上述算法是正確的。
2.3 優化中擋圈接觸面
中擋圈和外圈和滾子端面有較大面積的接觸,在中擋圈的下半部分設計為斜擋邊,并設計一油槽。起到減少滑動面積,增加散熱油路的作用。如圖3所示。

圖3 中擋圈油槽
2.4 優化保持器組件
保持器仍選用支柱焊接保持器。在軸承工作過程中,由支柱對滾子進行引導扶正,防止滾子出現歪斜等,所以支柱與滾子支柱孔的接觸面會產生沖擊及滑動摩擦[15]。為改善轉動過程中支柱表面與滾子支柱孔之間的接觸狀態,減少其間產生的摩擦,對滾子支柱孔進行精鉸加工,提高滾子支柱孔表面的粗糙度登記,增加滾子運轉的穩定性。該措施也是防止支柱和滾子配合不好,滾子產生晃動或歪斜,使滾子在滾道內產生額外的滑動摩擦,對擋邊的受力和摩擦也有改善作用。
同時,在滾子支柱孔兩端留有斜坡或做較大的倒角處理,即可減少支柱與滾子孔兩者之間的接觸面積,降低滾子對支柱的剪切應力;同時控制墊圈上支柱孔直徑公差、圓周方向任意相鄰兩支柱孔間距的公差,支柱頭的焊接質量,從而保證滾子與支柱的裝配精度。
如圖4所示,在與滾子端面相接觸的保持架墊圈內外徑端面處加工成斜面,裝配后此斜面與滾子端面形成楔形空間,便于潤滑油的進入,改善支柱與滾子支柱孔之間的發熱;
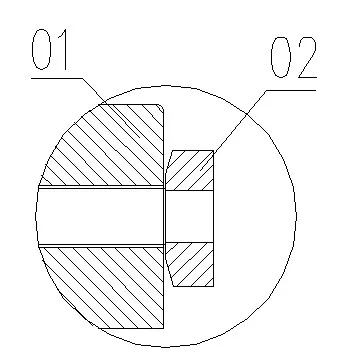
圖4 契型保持架墊圈
2.4 優化套圈滾道粗糙度
工作表面粗糙度對耐磨性能影響較大。表面質量越好,越利于油膜的形成[16],從而降低摩擦系數,減少摩擦發熱,也減緩了滾道面的磨損。在該重載工況下,軸承承受較大徑向載荷,極易導致工作面上出現很高的接觸應力。若工作表面粗糙度不好,波峰波谷就像尖角缺口和裂紋一樣,對應力集中很敏感,從而影響零件的疲勞強度。研究表明粗糙度峰高參數對壓力分布和油膜厚度的影響最為明顯。隨著粗糙峰高的增大,壓力峰的個數及其幅值均在增加,而最小油膜厚度的數值在減小。波長較小時,峰高的微小變化會引起油膜最大溫升的急劇增大。而波長較大時,油膜的最大溫升對峰高的變化并不敏感[17]。從相關研究中可以看到表面粗糙度對油膜形成、溫升的影響十分復雜[18-21]。
在該案例中,選擇對套圈滾道進行超精加工。不僅可以降低表面粗糙度,也可形成較好的紋理,充分改善滾道的彈流潤滑特性,降低滾動-滑動摩擦,降低溫升。采用高端裝備1.6米MAGERLE特大型軸承超精機,加工后滾道粗糙度可達到Ra0.2以下。同時,對滾道的超精也可以形成凸度輪廓,對滾道的接觸應力有明顯改善[22-24]。
2.5 優化潤滑油孔,改善散熱效果
在該工況下軸承采用油氣潤滑。在壓縮空氣的作用下,潤滑油以油膜形式粘附在油氣管壁四周,并以緩慢速度前移,以滴狀噴至潤滑點。同時,潤滑點也被壓縮空氣冷卻。需油量是油氣潤滑控制的主要參數,當實際油量小于需油量時,不能形成可靠的潤滑油膜,接觸面間形成邊界潤滑;實際油量大于需油量時,潤滑油高速攪拌生熱,溫升加快[25]。故而存在一個最佳需油量的值,能使潤滑狀態達到最佳。需油量的計算一般推薦使用經驗公式

式中,Q為軸承的耗油量,mm3/h;D為軸承外徑,mm;B為軸承列寬,mm;c為系數,一般取0.00002~0.00005。該公式計算結果僅作為基準參考值,實際供油量應擴大數倍,需根據經驗和試驗確定[26-28]。
本案例在提速后,采取不改變供油量,適當增大油孔直徑、增加油孔數量的措施。增加油孔數量可達到軸承內部各個位置供油量更為均勻,有利于形成均勻且完整的潤滑油膜。油孔直徑增大可使氣體通過均勻分布且數量更多的油孔帶走更多的熱量。綜合目的是改善軸承內部潤滑油的分布狀態和散熱效果。設計中油孔數量亦不可增加過多,否則可能會造成每個潤滑點油量不足。總之油氣潤滑較依賴經驗或實驗,需在應用中逐漸調整,達到最佳狀態。
3 優化效果
通過以上優化措施,優化后的軸承在鋼廠裝機試用,跟蹤記錄軸承使用情況,在最大轉速250r/min,最大軋制力約1000t的工況下,截止目前(已使用5個月)軸承未出現溫度過高的現象。優化后的軸承滿足提速后的工況。
4 結論
提速增效已成為未來鋼鐵行業發展的趨勢,四列圓柱滾子軸承的設計也應向降低溫升方向發展。采取的措施為一方面降低接觸面的滾動-滑動摩擦,另一面要研究軸承散熱的有效措施。目前軸承的發熱散熱理論仍待更深入更系統的研究,工程應用上也應主動將相關理論轉換為實踐,特別是在軸承開發設計階段。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45