350km/h高速鐵路智能化腕臂預配管理探討
2019-06-03 02:51:44
探索科學(學術版) 2019年10期
中國鐵建電氣化局南方工程有限公司電氣化分公司 湖北 武漢 430079
1 前言
隨著我國高速電氣化鐵路的高速發展,對于接觸網的施工技術及施工工藝的要求越來越高,接觸網腕臂預配是高速鐵路接觸網施工的關鍵工序,高速鐵路接觸網工程的零部件多數不可反復拆裝,在經過準確的計算后,為確保腕臂一次精確組裝到位,腕臂預配的質量就直接決定了接觸網最終的施工質量,精確預配可減少現場調整工作,提高施工效率。受現場高空作業等條件制約,腕臂預配既要保證質量又要保證效率,因此,研究高速鐵路腕臂預配是接觸網工程的重中之重。
漢十高鐵是《國家中長期鐵路網規劃》中“的高等級鐵路的福銀高鐵的組成部分。該工程設計標準為350km/h。接觸網采用全補償彈性鏈型懸掛,采用鋁合金腕臂支撐裝置。工程具有政治意義深遠、標準高、工藝新、工期緊等系列特點。以下是依據漢十高鐵腕臂預配的經驗心得,簡單介紹一下高速鐵路腕臂預配智能化作業的程序和注意事項。
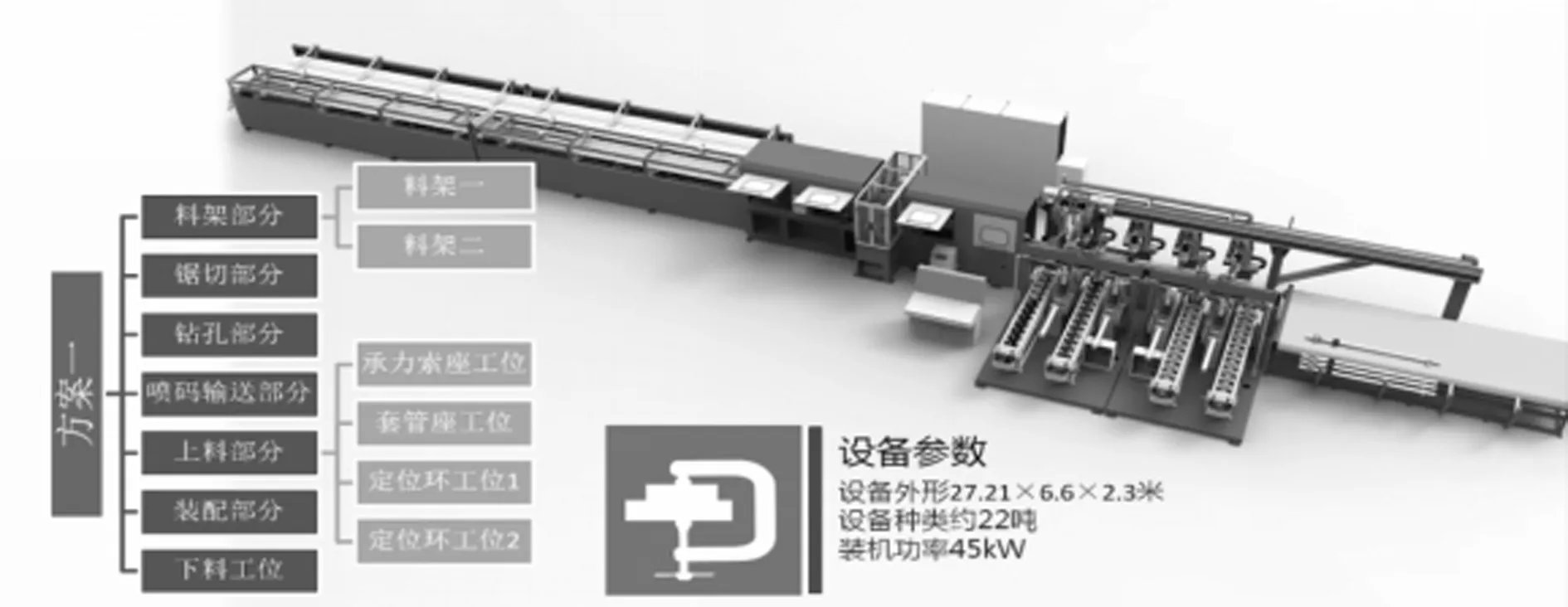
圖1.1 智能化腕臂預配平臺示意圖
2 腕臂預配所需要的材料和工具
2.1 材料 腕臂管、套管單耳、雙套筒連接器、承力索座、垂直定位環、吊鉤定位環、腕臂支撐、定位管、定位支座、管帽、定位器等。
2.2 工具 ①智能化腕臂預配平臺
高鐵智能化接觸網腕臂預配生產線。根據漢十高鐵設計結構高度、棒式絕緣子尺寸、連接零部件參數等全面考慮,計算出數據并畫出原理參數圖示,通過高鐵智能化接觸網腕臂預配生產線開始預配腕臂。

圖2.2.1 智能化腕臂預配平臺實體圖
高鐵智能化接觸網腕臂預配生產線。根據漢十高鐵設計結構高度、棒式絕緣子尺寸、連接零部件參數等全面考慮,計算出數據并畫出原理參數圖示,通過高鐵智能化接觸網腕臂預配生產線開始預配腕臂。
3 腕臂預配的過程及注意事項
3.1 腕臂預配數據計算及導入 技術員根據現場測量數據,使用專業軟件進行計算。通過U盤保存計算數據通過腕臂智能預配系統導入接觸網建設數據,計算生成腕臂預配數據、預配BOM表和質量跟蹤表;腕臂預配指令通過工業互聯網傳送至PLC控制系統和檢測傳感系統,進而驅動氣動系統和電機伺服系統等的執行機構實現平腕臂和斜腕臂的自動化預配從而降低現有裝配技術的難度,提升作業效率,確保腕臂預裝的精度。
3.2 腕臂管料架部分 料架部分需人工輔助上料,料架分為兩段,每段6米,共12米。可以存儲30根12米鋁合金腕臂管,上料完成后,兩段同步動作將鋁合金腕臂管輸送至切割部分。
3.3 鋸切部分 采用專用鋸片,高速鋸切鋁管,截面光潔效果好。可以單機使用,隨時鋸切。配有水霧冷卻和吹氣清理功能,配有吸塵器,有效清理飛濺鋁屑,尾料自動落料和收集功能。
3.4 鉆孔部分 鉆頭同步進退,具有快進和快給功能,孔面光潔,精度高,自動修磨管頭和管尾銳邊。切削液和鋁屑單獨回收,綠色環保。
3.5 噴碼輸送部分 進口高速噴碼機,噴碼內容可以設定,氣動卡盤對中定位,精度高,可旋轉噴射定位標志,中文標志、條形碼等。
3.6 上料裝配部分 人工輔助上料,按照要求放置腕臂零件到輸送機上,自動遞補空位。上料模具和裝配模具根據零件定制,定位準確,機械手自動從輸送帶上料模具抓料放置到裝配模具。每個工位設有一臺擰螺絲機械手,根據螺絲規矩設計電動扳手,設置扭矩參數和擰螺絲工藝,氣動卡盤和桁架機械手配合實現鋁管定位,到達對應的噴標位置進行擰螺絲。

圖3.6-1 上料裝配整體示意圖
3.7 下料部分 下料輸送機具有儲料功能,需要人工輔助下料,也可以省去輸送機,直接與其他生產線連接。

圖3.7-1 下料部分實體圖
3.8 成品擺放、包裝運輸 平斜腕臂預配完成后,采用特制凹型方木對成品進行固定。最后,將預配好的腕臂送到成品區相應位置存放,腕臂預配完成。
結語
結合在高速鐵路對施工工藝的高標準要求,本文介紹了350km/h高速鐵路智能化腕臂的預配方式,在保證了施工工藝質量的同時又保證了施工效率及施工成本控制。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年10期)2021-07-16 07:13:24
建材發展導向(2021年9期)2021-07-16 07:11:36
印刷工業(2020年4期)2020-10-27 02:46:02
印刷工業(2020年4期)2020-10-27 02:45:52
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
