高爐干法除塵技術應用現狀
2019-06-11 08:45:46湯雪松張晨程
世界有色金屬 2019年7期
關鍵詞:工藝
湯雪松,張晨程
(1.中冶華天南京工程技術有限公司,江蘇 南京 210019;2.中天鋼鐵集團有限公司,江蘇 常州 213011)
高爐煤氣干法除塵技術是鋼鐵行業重點推廣的新型節能環保技術,它具有節水環保等特點,屬高爐煤氣凈化工藝領域的一次革命。在我國環保形勢嚴峻、整體資源不足的形勢下,干法除塵工藝發展潛力巨大,已逐步被各企業廣泛所采用。干法除塵具有系統占地少、運行成本低、回收煤氣顯熱多等優勢[1]。
1 高爐干法除塵在大小高爐上的應用狀況
1.1 高爐干法除塵應用現狀
高爐干法除塵技術在2005年前多數應用在450m3級以下高爐,450m3級以上高爐仍以濕法為主。1000m3以上高爐僅有萊鋼1#、太鋼3#高爐等少數高爐采用干法除塵技術,2000m3級以上高爐尚無應用全干法除塵技術[1,2]。早期干法除塵技術及操作不成熟,多數高爐采用干、濕并用的兩套除塵系統。
最近隨著干法除塵技術發展和推廣,300m3級以下小高爐幾乎全部采用干法除塵技術。1000m3以上高爐近40座[3]采用干法除塵技術,主要有太鋼、攀鋼、首鋼、首秦、唐鋼、濟鋼、遷鋼等企業,其中已實現全部高爐都采用煤氣全干法除塵的有企業有首秦、包鋼、萊鋼、韶鋼、承鋼等。
1.2 高爐干法除塵的發展
從高爐干法除塵工藝的發展來看,高爐干法除塵工藝經歷以下過程:
1974年,國內純干法除塵技術首次應用在河北涉縣鐵廠13m3高爐上。1974年至1984年,全國100m3以下高爐基本采用了干法除塵技術。1985年至1995年,全國300m3級高爐基本采用了干法除塵技術。1987年和1998年,干法除塵技術運用在太鋼和攀鋼1250m3級高爐上[4]。2002年,全干式煤氣布袋除塵技術應用到萊鋼、韶鋼等企750m3級高爐。2004年,萊鋼、三鋼、首秦等企業將干法除塵技術應用到1000m3級高爐。2005年至2006年,韶鋼、遷鋼、包鋼等企業將干法除塵技術推廣到2000m3級高爐。2007年9月,唐鋼將干法除塵技術應用到3000m3級高爐。2009年5月,首鋼京唐鋼鐵成功將全干法除塵技術應用在5500m3高爐上[5]。
隨著干法除塵技術的發展及即將新建高爐的建設,將使我國干法除塵技術應用進一步增加。
2 干法除塵工藝對高爐生產的影響
雖然干法除塵工藝已成熟穩定的應用在我國的大小高爐上,產生了較好的經濟和環境效益,但國內相關企業在應用干法除塵工藝后出現管網系統煤氣管道及附屬設備快速腐蝕失效等問題[6],給高爐生產帶來影響。
濟南鋼鐵高爐干法除塵系統運行半年后,補償器、低溫煤氣管道多處腐蝕出現漏點,漏點分布范圍廣且長度約50mm~100mm。現場測得管道平均壁厚約6.2mm~7mm,腐蝕已比較嚴重[7]。
萊鋼高爐管網中不銹鋼波紋補償器腐蝕嚴重出現線狀裂口[8](如圖1所示),部分波紋補償器壽命最短僅5個月。另外TRT機組葉片上附著大量氯化銨積鹽(如圖2所示),造成機組振動嚴重,影響機組正常運行。煤氣管道鋼制排水器鋼板腐蝕嚴重,管壁減薄至1mm~3mm,局部銹蝕漏水嚴重影響煤氣系統正常運行。
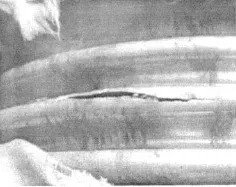
圖1 不銹鋼波紋補償器裂痕圖

圖2 TRT葉片積鹽
唐鋼5座400m3級高爐的煤氣系統均發生不銹鋼波紋補償器腐蝕。管道壁上堆積和附著大量氯鹽,嚴重時堵塞管道、爐窯格子磚等使爐窯效率降低[9]。其它鋼鐵企業均報道過高爐應用法除塵工藝后,煤氣管網中管道、法蘭、排污管焊縫處及TRT葉片均出現不同程度腐蝕[9],給生產均帶來影響。通過以上案例可得出高爐煤氣管道系統腐蝕狀況基本相同。腐蝕部位多集中在波紋管補償器、焊縫處、閥門及管道底部等部位。對煤氣管網正常運行及下游用戶均產生影響。
3 腐蝕原因分析
國內部分企業對煤氣管網冷凝水及管道顆粒物進行取樣分析,得出冷凝水PH值為1~2,冷凝水及管道顆粒物含有大量Cl-、SO2-、Ca2+、Fe2+等離子[7],其中Cl-、SO2-44濃度分別高達46.2l%、0.49%。
濕法除塵系統管道冷凝水中也含有上述腐蝕性成分,只因冷凝水離子濃度低且呈弱酸性,對管網設備腐蝕不明顯現,容易被忽視。寶鋼、唐鋼對濕法除塵系統管道冷凝水進行了分析,測得冷凝水PH值5~7.5,Cl-濃度約2~100×10-6。這是因為在濕法除塵工藝中,煤氣中絕大部分固態及氣態腐蝕性物質被洗滌水溶解帶走,極少數留在凈煤氣中。
干法除塵工藝中,部分固態腐蝕性物質被除塵布袋攔截,但氣態腐蝕性物質(SO2、SO3、H2S、HCl等)及一小部分以微粒形式存在的固態腐蝕性物質通過布袋留在凈煤氣中。另外爐頂打水調溫及管道噴淋降溫等都會給煤氣帶來一定量的飽和水。當環境溫度低于水分露點溫度時,煤氣析出冷凝水,冷凝水與煤氣中腐蝕性物質形成離子較高的酸性溶液,對管網及其附屬設備產生腐蝕。
4 結語
高爐干法除塵工藝應用后管網及附屬設備的腐蝕問題不可忽視,且若不采取切實可行的防范措施,將會造成煤氣泄漏事故,影響管網運行。如何有效地防止和控制高爐煤氣管網腐蝕,是鋼鐵企業當前所面臨的重要課題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52