汽車腐蝕皮紋加工的影響因素及常見缺陷
2019-06-13 06:25:50白哲何凱欣董松梅田星
汽車零部件 2019年5期
白哲,何凱欣,董松梅,田星
(1.廣州汽車集團乘用車有限公司,廣東廣州 511434; 2.廣州棚澤八光模具表面加工有限公司,廣東廣州 511356)
0 引言
汽車內外飾作為整車設計語言的載體,直接向客戶傳達著設計師的設計理念和車型定位,關乎車型的營銷宣傳和企業的品牌形象,受到較大的重視。內外飾除了造型設計之外,其表面處理有多種方式,如噴涂、電鍍、皮紋、皮革包覆和模內轉印等,設計師結合美學和工藝可行性在車型上呈現出某種特定的內外飾表面效果,帶給客戶不同的視覺和觸覺體驗。而皮紋是內外飾應用較多且面積較大的表面處理方式,皮紋在汽車內外飾的作用主要有:(1)弱化零件表面的缺陷,使帶有焊接痕或光澤不均勻的零件得到一定的瑕疵遮蔽[1-2];(2)提高零件表面的耐刮擦性能,皮紋件相對光板件在耐刮擦方面有較大優勢[3];(3)提高零件商品性,使零件表面呈現出不同的花紋效果,幫助設計師打造特定的內飾風格,起到裝飾作用[4];(4)提高駕駛安全性,相對光板件,皮紋件可有效弱化光的反射,減少反射光對駕駛員和乘客的影響,起到一定的保護作用。
1 皮紋的分類
皮紋按照花紋造型可分為:(1)動物紋,如牛、馬、鱷魚等動物皮的花紋,皮紋深度一般為50~200 μm(見圖1);(2)幾何紋,可體現有一定規則的幾何圖案,皮紋深度一般為20~400 μm(見圖2);(3)砂紋,為類似砂效果的花紋,皮紋深度一般為10~60 μm(見圖3)。
皮紋按照加工工藝可分為:(1)腐蝕皮紋,即采用化學方法對零件表面進行腐蝕得到的皮紋;(2)電鑄皮紋,即在零件電鑄工序中得到的皮紋;(3)鑄造皮紋,即在零件鑄造工序中得到的皮紋;(4)采用激光雕刻等新工藝制造的皮紋[5]。在汽車皮紋加工中,目前應用最廣泛的是腐蝕皮紋,本文作者針對腐蝕皮紋進行分析。

圖1 動物紋示例

圖2 幾何紋示例
2 腐蝕皮紋的加工方法
為了呈現不同的皮紋效果,腐蝕皮紋的加工方法主要有3種:直接法、間接法和噴砂法。
直接法采用的耐酸膜的析像能力較強,主要用來制作幾何紋,加工流程如圖4所示。
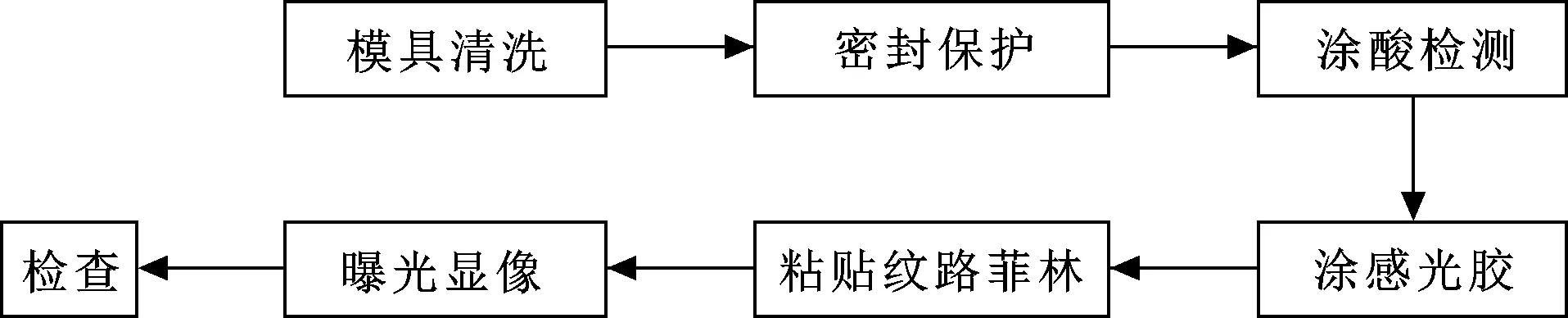
圖4 直接法加工流程
間接法適用于表現柔軟感,所以多用來制作動物紋,加工流程如圖5所示。

圖5 間接法加工流程
噴砂法適用于制作砂紋,加工流程如圖6所示。

圖6 噴砂法加工流程
3 腐蝕皮紋加工的影響因素及常見缺陷
3.1 原材料的影響
內外飾皮紋件一般采用注塑成型工藝,同一零件在注塑條件不變的情況下,采用不同的原材料,所生產的零件表面光澤度不同,一般ABS零件光澤度高于PP零件光澤度[6]。表1為不同原材料的零件光澤度差異示例。
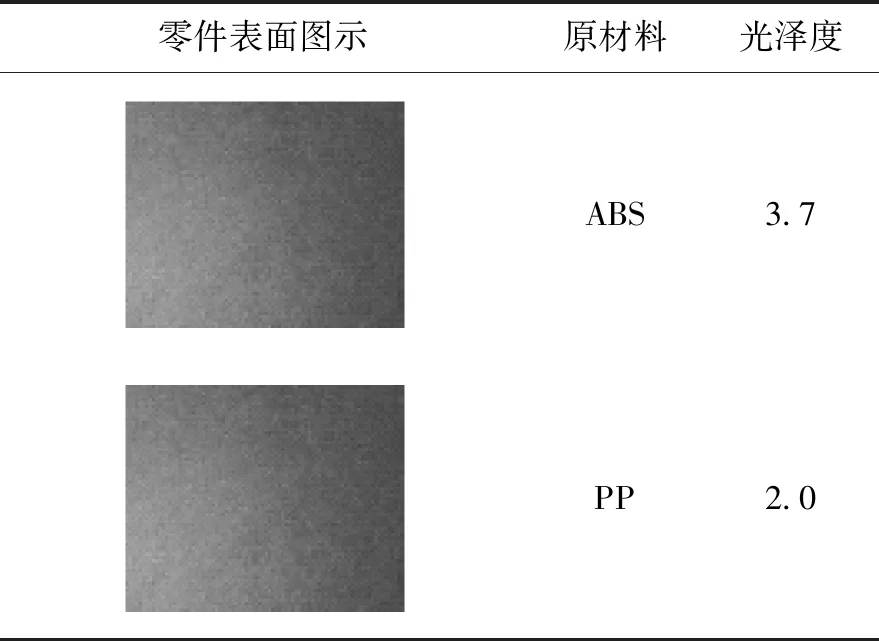
表1 不同原材料的零件光澤度差異示例
表1示例中光澤度檢測儀器為德國BYK光澤度儀,型號為Micro-TRI-gloss,采用60°角度測量數據。
3.2 皮紋粗細的影響
皮紋顆粒的大小由設計師根據內飾風格決定,一般皮紋顆粒越細小,越容易出現刮花,影響客戶的視覺感知。圖7為皮紋粗細對比及刮花示例。
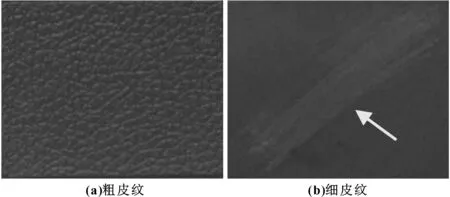
圖7 皮紋粗細對比及刮花示例
3.3 皮紋范圍的影響
內外飾零件具有分型線,當把皮紋范圍全部覆蓋到分型線,注塑成型時此部位就容易產生毛刺,建議把皮紋范圍設定到距離零件分型線約 0.5 mm處結束,可有效避免毛刺產生。圖8為毛刺示例。圖9為建議的皮紋范圍。

圖8 毛刺示例

圖9 建議的皮紋范圍
3.4 皮紋件結構的影響
有些內外飾皮紋件的部分區域拔模角較小,在脫模時容易發生擦碰,從而導致皮紋受損變形。圖10為皮紋脫模損傷示例。圖11為拔模角示意圖。
根據多個車型加工經驗,當拔模角α=1°時,建議皮紋深度不大于5 μm;當拔模角β=1°時,建議皮紋深度不大于10 μm,可有效避免脫模損傷。

圖10 皮紋脫模損傷示例

圖11 拔模角
3.5 模具鋼材的影響
內外飾皮紋件加工廠根據不同零件的性能要求選取不同的模具鋼材,部分零件模具具有鑲件,且鑲件鋼材與主體鋼材不同,經過皮紋加工后不同鋼材區域目視光澤度有明顯差異,見圖12。因零件在注塑過程中有復制模具的表面處理工藝,包括復制模具光澤度,導致該類模具所制造的零件表面容易產生光澤度差異,見圖13。
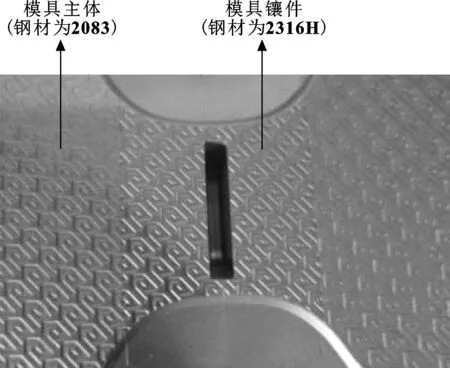
圖12 不同模具鋼材經過皮紋加工后光澤度差異示例
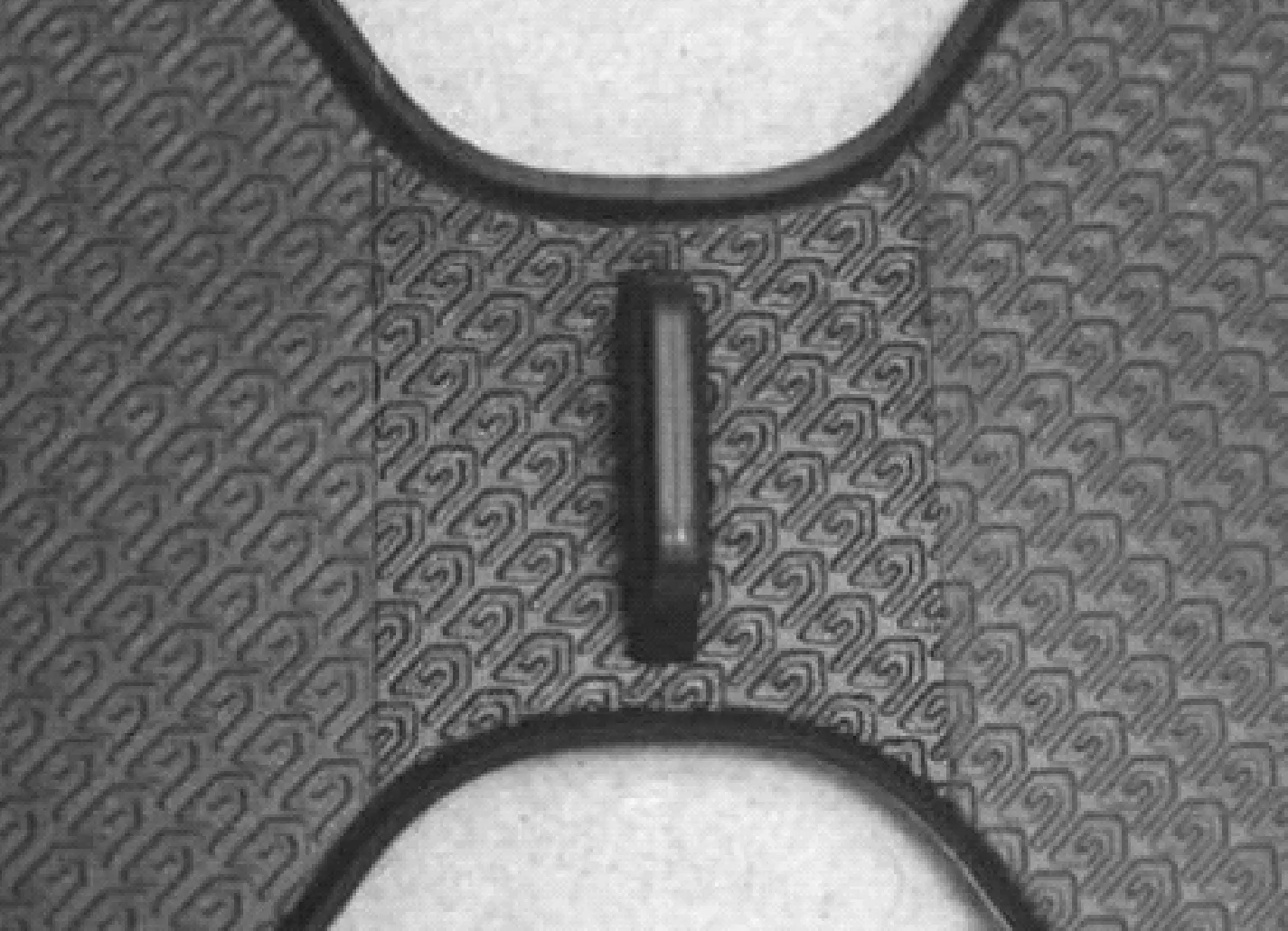
圖13 不同模具鋼材制造的零件光澤度差異示例
3.6 前加工工序的影響
內外飾皮紋件在進行皮紋加工之前需完成前加工工序,如焊接、電火花加工等,部分前加工工序引起模具表面局部發生變化,見圖14—16,導致模具表面不同區域在皮紋加工過程中反應不一,從而引起皮紋件紋理不均勻,見圖17。
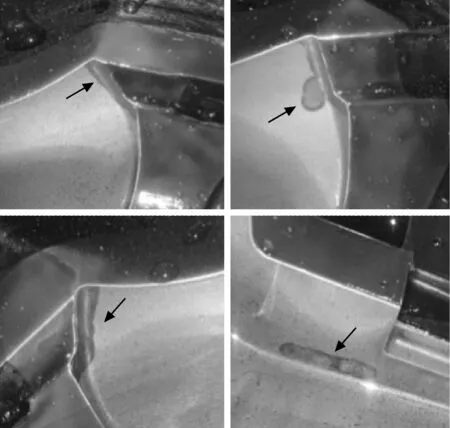
圖14 模具焊接區域示例
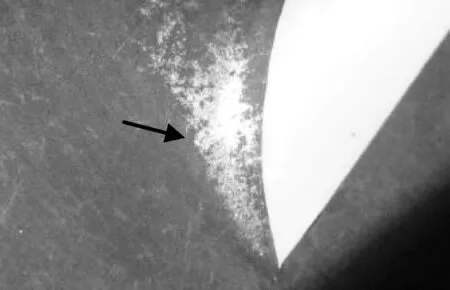
圖15 電火花加工殘留示例

圖16 模具鋼材偏析示例

圖17 皮紋件紋理不均勻示例
4 結束語
(1)汽車腐蝕皮紋加工的影響因素有原材料、皮紋粗細、皮紋范圍、皮紋件結構、模具鋼材和前加工工序;
(2)汽車腐蝕皮紋常見的缺陷有刮花、毛刺、脫模損傷、光澤度差異和紋理不均勻;
(3)采用不同原材料注塑的零件表面光澤度不同,一般ABS零件光澤度高于PP零件光澤度,建議同一車型內外飾塑料件盡量采用同一種原材料,方便進行整車光澤度一致性控制;
(4)皮紋顆粒越細小,越容易發生刮花不良,針對乘客接觸和操作較多的零件,建議采用顆粒稍大、不易刮花的皮紋類型;
(5)建議把皮紋范圍設定到距離皮紋件分型線約0.5 mm的位置結束,可有效避免毛刺產生;
(6)皮紋件拔模角較小的區域在脫模時易受損,建議在皮紋件拔模角較小的區域注意皮紋深度的控制;
(7)同一模具采用不同的模具鋼材,相應的皮紋件表面容易產生光澤度差異,在模具具備鑲件的情況下,建議鑲件鋼材和模具主體采用相同的鋼材,避免因鋼材差異引起的零件光澤度差異;
(8)前加工工序(如焊接、電火花加工)可導致模具表面發生變化,相應的皮紋區域容易產生紋理不均勻,建議盡量減少前加工工序對模具表面的影響,優化加工工藝,減少腐蝕皮紋加工不良的產生。
