連鑄設(shè)備彎曲段耳軸與足輥加工修復(fù)分析
2019-06-21 07:14:16劉上舉
裝備制造技術(shù) 2019年4期
劉上舉
(廣西柳鋼工程技術(shù)有限公司,廣西 柳州545002)
0 前言
轉(zhuǎn)爐廠是柳鋼的主力廠,彎曲段是板坯連鑄機(jī)的關(guān)鍵設(shè)備,彎曲段的精度直接關(guān)系到板坯的生產(chǎn)質(zhì)量及產(chǎn)量。彎曲段(圖1)在生產(chǎn)中要承受鋼水靜壓力的作用、機(jī)械應(yīng)力和高溫鋼坯承受的熱力,拉坯阻力及本身的重力,彎曲段框架結(jié)構(gòu)扭曲變形。耳軸和足輥安裝面精度超差明顯,也是導(dǎo)致無(wú)法使用的主要部位,由于主要安裝尺寸精度超差過(guò)度,已超過(guò)鉗工手段調(diào)整的范圍。離線修復(fù)方案中對(duì)耳軸和足輥安裝面以堆焊修補(bǔ)磨損和變形余量,機(jī)床加工恢復(fù)尺寸精度。
在離線調(diào)調(diào)試臺(tái)上,4處耳軸有兩對(duì)角與基準(zhǔn)面不接觸,空隙約2 mm,輥面誤差1.0 mm,調(diào)整輥面精度的墊片在各安裝面厚度有1.5 mm,耳軸φ205H6的測(cè)量尺寸都在φ205H6(含銅套)公差范圍內(nèi),足面定位鍵直線厚度誤差1.4 mm。
彎曲段線上安裝精度從在線的激光跟蹤儀反饋數(shù)據(jù)顯示,與生產(chǎn)要求設(shè)備精度差值差1.2~1.5 mm,設(shè)備安裝精度的超差,直接影響拉坯的品質(zhì),降低產(chǎn)品合格率。產(chǎn)品不合格造成的經(jīng)濟(jì)損失遠(yuǎn)超設(shè)備價(jià)值,所以精度不合格并且調(diào)試無(wú)法滿足使用要求的彎曲段報(bào)廢處理。因價(jià)值大,所以想修復(fù)回用降低成本。

圖1 彎曲段模型
1 結(jié)構(gòu)分析
連鑄彎曲段是一個(gè)空間結(jié)構(gòu)是否復(fù)雜的機(jī)構(gòu),彎曲段本身結(jié)構(gòu)具有空間結(jié)構(gòu)龐大、機(jī)械質(zhì)量大、各種小圓倒角多及受載荷情況多樣的特點(diǎn)[1]。圖2是彎曲段整體裝配圖,由上下框架、上下各18排二冷輥組成,上下排輥?zhàn)娱_(kāi)口精度上線要求在0.3 mm以內(nèi),上線安裝時(shí)圖紙的左端向上與結(jié)晶器出鋼口對(duì)齊,安裝時(shí)耳軸定位,安裝在定位槽中。彎曲段重約30 t,外型規(guī)格尺寸4 227 mm*3 400 mm*2 100 mm。框架橫向是兩根大梁,縱向是鋼結(jié)構(gòu)梁連接,內(nèi)部6塊50 mm鋼板連接。上下框架用4根導(dǎo)柱連接。

圖2 彎曲段整體圖
耳軸強(qiáng)度:彎曲段機(jī)架的定位安裝方式是兩點(diǎn)懸掛(上定位軸),所以彎曲段在工作狀態(tài)下承受的載荷在重力方向上都要傳遞到連鑄機(jī)香蕉座的耳軸座上[1],使兩耳軸承受較大的熱應(yīng)力和機(jī)械應(yīng)力。使用中兩點(diǎn)接觸會(huì)產(chǎn)生鐘式搖擺,耳軸會(huì)磨損和變形。設(shè)計(jì)圖紙對(duì)耳軸平行度要求0.1 mm,足輥安裝面到基準(zhǔn)尺寸公差在0.1 mm,并且平面度要求0.1 mm。相對(duì)整體結(jié)構(gòu),此精度要求較高。
2 修復(fù)可行性分析
(1)校正修復(fù):經(jīng)過(guò)現(xiàn)場(chǎng)的數(shù)據(jù)收集和使用工況的調(diào)查,導(dǎo)致彎曲段精度喪失的主要原因是整個(gè)架體在使用年久后的扭曲變形。從結(jié)構(gòu)分析來(lái)看,耳軸在框架兩橫向大梁兩端上,并且與大梁是整體結(jié)構(gòu)。縱向6塊復(fù)板連接在大梁框架內(nèi)側(cè),起提高框架整體剛性作用,也是足輥的安裝面,所有足面也隨大梁扭曲變形。如果想通過(guò)調(diào)校大梁來(lái)恢復(fù)精度,從結(jié)構(gòu)來(lái)看是無(wú)法實(shí)現(xiàn),一是使用位置精度要求高(0.1 mm),調(diào)校無(wú)法控制,保證不了精度要求。二是截面450 mm*430 mm大梁是框架結(jié)構(gòu),根本就無(wú)法校正扭曲變形來(lái)恢復(fù)精度。
(2)加工修復(fù):從彎曲段的結(jié)構(gòu)、規(guī)格、重量、加工位置等綜合分析,要實(shí)現(xiàn)加工修復(fù)要滿足幾個(gè)條件:
一是設(shè)備,要具備工作臺(tái)荷載滿足30 t要求,行程超過(guò)5 m、同時(shí)切屑精度在0.05 mm以內(nèi)的大型數(shù)控鏜床;
二是加工刀具和輔具要能保證耳軸和足輥安裝斜面面的加工;
三是具備起重設(shè)備。
從我方的設(shè)備要求來(lái)分析,只能是基本具備以上要求,設(shè)備的工作臺(tái)是3 m*3 m,工件規(guī)格超過(guò)工作臺(tái),還要通過(guò)設(shè)備的工藝性能擴(kuò)展才能完成要求,因此加工修復(fù)還行。
(3)修復(fù)成本:業(yè)內(nèi)是否具備修復(fù)的價(jià)值,就是看修復(fù)成本與購(gòu)置新的備件成本比來(lái)看,在滿足使用壽命的前提下,比例基本在總價(jià)的0.10%~0.3%內(nèi)。一套新彎曲段框架約80萬(wàn),屬于價(jià)值較大的備件。結(jié)果的修復(fù)工藝分析,成本能控制在雙方接受的范圍內(nèi)。通過(guò)修復(fù)方案的對(duì)比和成本分析,我方滿足修復(fù)的要求。
3 難點(diǎn)分析與解決措施
結(jié)合公司的設(shè)備,耳軸的修復(fù)是工藝難點(diǎn)。為保證耳軸能夠承受足夠的備件重量和來(lái)坯壓力,原設(shè)計(jì)和制作是兩端的耳軸與大梁是整體式。耳軸的修復(fù)難點(diǎn)在于無(wú)法使用鏜孔鑲軸的工藝方案恢復(fù)精度。因?yàn)榻Y(jié)構(gòu)原因鑲軸深度受限制,不超過(guò)150 mm深,這個(gè)鑲軸深度無(wú)法滿足受力需要,存在很大的安全風(fēng)險(xiǎn),因此不被采用。所有唯一能使用的工藝方案是堆焊加工,堆焊是補(bǔ)償變形量,加工使其恢復(fù)到原設(shè)計(jì)尺寸精度,加工的難點(diǎn)是用什么方式來(lái)加工軸外圓。外圓的加工方式有數(shù)控銑外圓,車(chē)。耳軸有尺寸φ170H6*140,數(shù)銑加工此尺寸的圓我公司機(jī)床無(wú)法到達(dá)圓度及光潔度要求。所以外圓的加工是加工中的難點(diǎn),因?yàn)槌鲈O(shè)備的加工精度范圍,并且是首次采用數(shù)控鏜加工長(zhǎng)度超過(guò)50 mm軸的外圓。
針對(duì)軸外圓加工這種情況,采取一種新的加工思路,將數(shù)控X/Y兩軸聯(lián)動(dòng)加工外圓,改成X/Y兩軸定位不動(dòng),主軸旋轉(zhuǎn),刀具繞軸旋轉(zhuǎn)切削,刀桿使用空心管,一端與機(jī)床主軸連接,一段在管壁外端垂直安裝鏜刀,加工時(shí)空心管內(nèi)部穿過(guò)耳軸,刀頭在耳軸外圓切削,像車(chē)床車(chē)軸一樣,不同點(diǎn)車(chē)床是工件旋轉(zhuǎn),而此方法是刀具旋轉(zhuǎn)[2]。這種方式可以解決鏜類(lèi)設(shè)備無(wú)法加工長(zhǎng)軸外圓的問(wèn)題。圖3為專(zhuān)用外圓加工刀具。
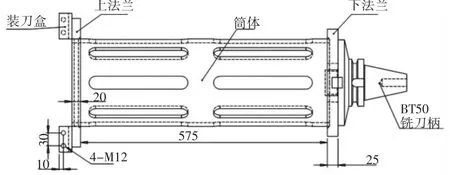
圖3 刀具系統(tǒng)
4 工藝流程
經(jīng)過(guò)對(duì)彎曲端的結(jié)構(gòu)、修復(fù)難點(diǎn)等問(wèn)題的分析,整個(gè)彎曲段的修復(fù)工藝流程是:
(1)上機(jī)檢測(cè):彎曲段上數(shù)控鏜床檢測(cè)足輥及耳軸的變形量,記錄檢測(cè)數(shù)據(jù);
(2)焊前加工:校正好工件,銑出校正基準(zhǔn)和加工基準(zhǔn),堆焊后以此為基準(zhǔn)校正加工,加工去除耳軸和足輥疲勞層,為堆焊做準(zhǔn)備;
(3)堆焊:對(duì)變形安裝位置實(shí)施堆焊,足輥安裝面用不銹鋼焊條堆焊、耳軸采用圓周焊;
(4)時(shí)效:時(shí)效1個(gè)星期,釋放焊接應(yīng)力,減少加工變形;
(5)加工:已安裝面為基準(zhǔn),用專(zhuān)用刀具加工耳軸;裝立式銑頭加工足輥安裝面;
(6)回裝:回裝耳軸上的銅套和足輥安裝面的槽。
5 實(shí)施
工件水平放置在旋轉(zhuǎn)工作臺(tái)上,足輥面朝上。按彎曲段線上使用狀態(tài)校正好,保證不修復(fù)的部位不受修復(fù)而影響使用。用打表方式檢測(cè)耳軸平行度和平面度,數(shù)據(jù)顯示4根軸左右對(duì)稱(chēng)變形,平面度差2.3 mm,各足輥面到基準(zhǔn)的數(shù)據(jù)差正負(fù)達(dá)1.5 mm。銑出下次加工的校正基準(zhǔn),去除疲勞層,堆焊需要加工的無(wú)余量的面。耳軸加工時(shí),先用螺旋銑開(kāi)粗堆焊層余量1 mm,螺旋銑開(kāi)粗的效率比其他方法高。在足輥面粗精加工完成后,在對(duì)耳軸用專(zhuān)用刀具精加工。這樣做的目的有利于堆焊和加工應(yīng)力的釋放,減少應(yīng)力對(duì)加工精度的影響。加工后的檢測(cè)數(shù)據(jù)是,4根耳軸平面度和平行度分別是0.05 mm和0.04 mm,基準(zhǔn)到足輥面的尺寸都在0.1 mm公差內(nèi)。完全符合圖紙的要求和生產(chǎn)使用要求。
6 結(jié)論
(1)彎曲段框架受力變形對(duì)使用精度的影響,通過(guò)此分析和方案的實(shí)施證明喪失的精度能夠恢復(fù),耳軸和足輥安裝面尺寸精度達(dá)到圖紙?jiān)O(shè)計(jì)要求。
(2)首套彎曲段修復(fù)攻關(guān)成果,為轉(zhuǎn)爐廠6條板坯連鑄生產(chǎn)線設(shè)備彎曲段整體變形的精度恢復(fù)提供了寶貴的經(jīng)驗(yàn)。
(3)在修復(fù)過(guò)程中,針對(duì)耳軸加工困難點(diǎn),勇于創(chuàng)新,設(shè)計(jì)新的刀具、擴(kuò)展機(jī)床設(shè)備工藝,打開(kāi)新的加工思路解決生產(chǎn)中實(shí)際問(wèn)題。
(4)新工藝、新刀具、新操作方法為大型葉輪軸在數(shù)控鏜床修復(fù)軸承安裝位置提供了新的工藝思路。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00