某型飛機(jī)前起落架轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度超差故障分析及改進(jìn)
2019-06-25 11:25:18黃振孜張麗娟張春亮
教練機(jī) 2019年1期
黃振孜,張麗娟,張春亮
(航空工業(yè)洪都,江西 南昌,330024)
0 引言
某型飛機(jī)前起落架轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度直接影響飛機(jī)轉(zhuǎn)彎性能,為起落架重要控制尺寸,設(shè)計(jì)要求極高(理論為L(zhǎng)=96±0.2mm),但由于該尺寸形成過程涉及零件眾多、裝配關(guān)系復(fù)雜,加之公差累積環(huán)節(jié)多達(dá)十余處,致使其質(zhì)量波動(dòng)較大。在某批次生產(chǎn)裝配時(shí)有3件超差,偏差最大者達(dá)到了97.2mm,而后續(xù)將起落架分解復(fù)查時(shí)發(fā)現(xiàn)相關(guān)零組件又均滿足設(shè)計(jì)要求。
針對(duì)上述轉(zhuǎn)彎作動(dòng)筒安裝尺寸相關(guān)零件制造合格,而長(zhǎng)度超差的問題,從裝配工藝角度對(duì)前起落架結(jié)構(gòu)形式、裝配過程及故障產(chǎn)生原因進(jìn)行了分析,結(jié)合現(xiàn)場(chǎng)故障情況,最終確定了導(dǎo)致故障的原因?yàn)榱憬M件公差累積;從影響度分析角度,定位了導(dǎo)致公差累積的關(guān)鍵零組件;從零件制造工藝方面入手,制定了改進(jìn)措施,準(zhǔn)確有效的排除了故障。
1 前起落架結(jié)構(gòu)與裝配過程
1.1 前起落架結(jié)構(gòu)
飛機(jī)前起落架主要結(jié)構(gòu)見圖1,其主要由外筒組件、上接頭組件、轉(zhuǎn)彎作動(dòng)筒、下接頭組件、撥桿組件、齒形搖臂、耳環(huán)組件、三角搖臂、扭力臂組件及前輪叉組件組成。最終裝配完成后,轉(zhuǎn)彎作動(dòng)筒中間位置的兩處精密孔通過螺栓與上接頭組件的耳片孔連接,頂端的耳環(huán)螺栓孔與齒形搖臂精密孔連接,設(shè)計(jì)給定的安裝長(zhǎng)度為L(zhǎng)=96±0.2mm。
1.2 裝配過程
前起落架外部零組件的裝配過程比較復(fù)雜,需要先將相關(guān)的零組件按要求依次裝配成次級(jí)組件,再將次級(jí)組件進(jìn)行組合裝配并按要求調(diào)整校正,最后進(jìn)行轉(zhuǎn)彎作動(dòng)筒的安裝,其裝配過程如圖2。
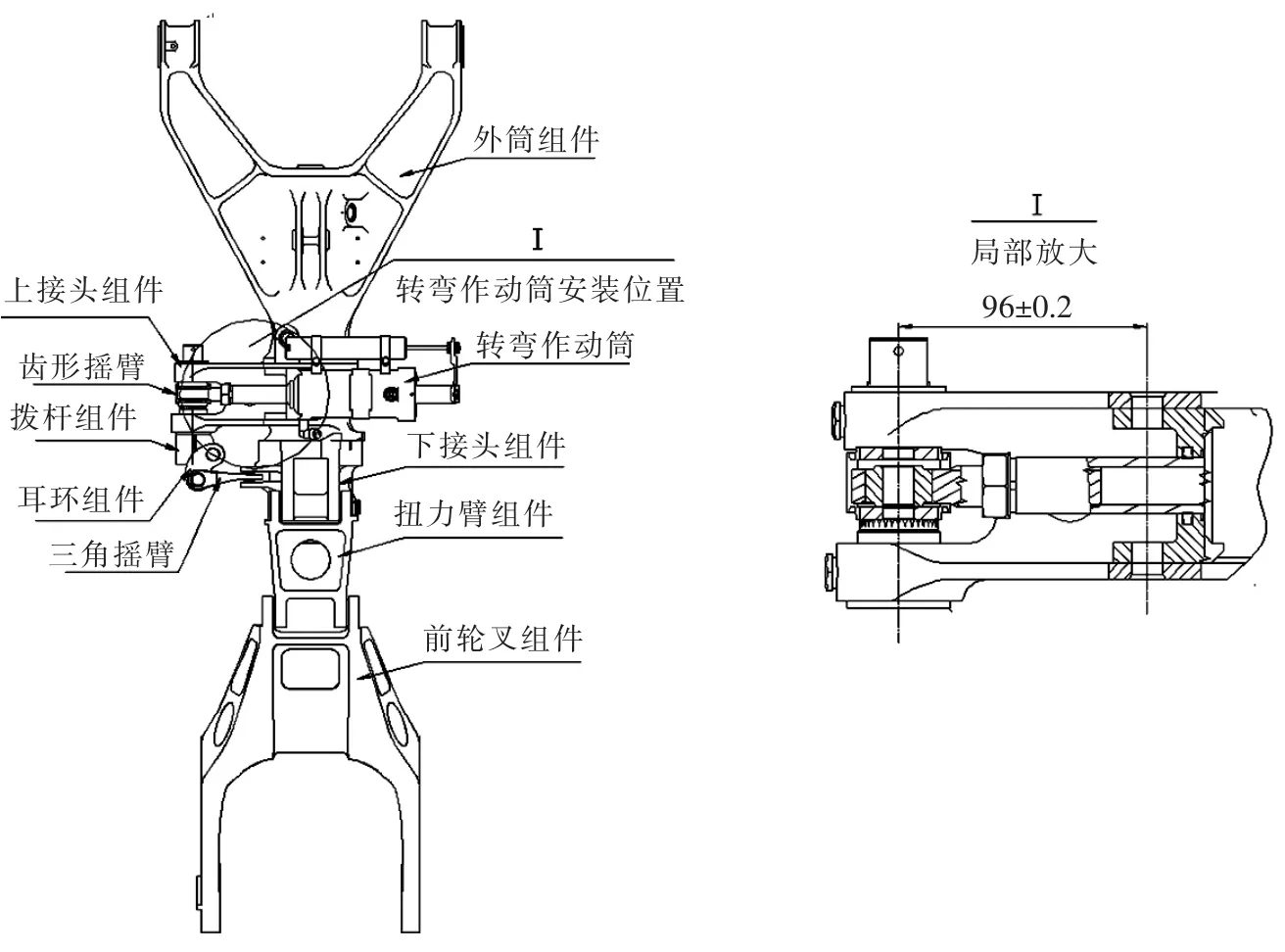
圖1 前起落架裝配及轉(zhuǎn)彎作動(dòng)筒安裝位置示意圖
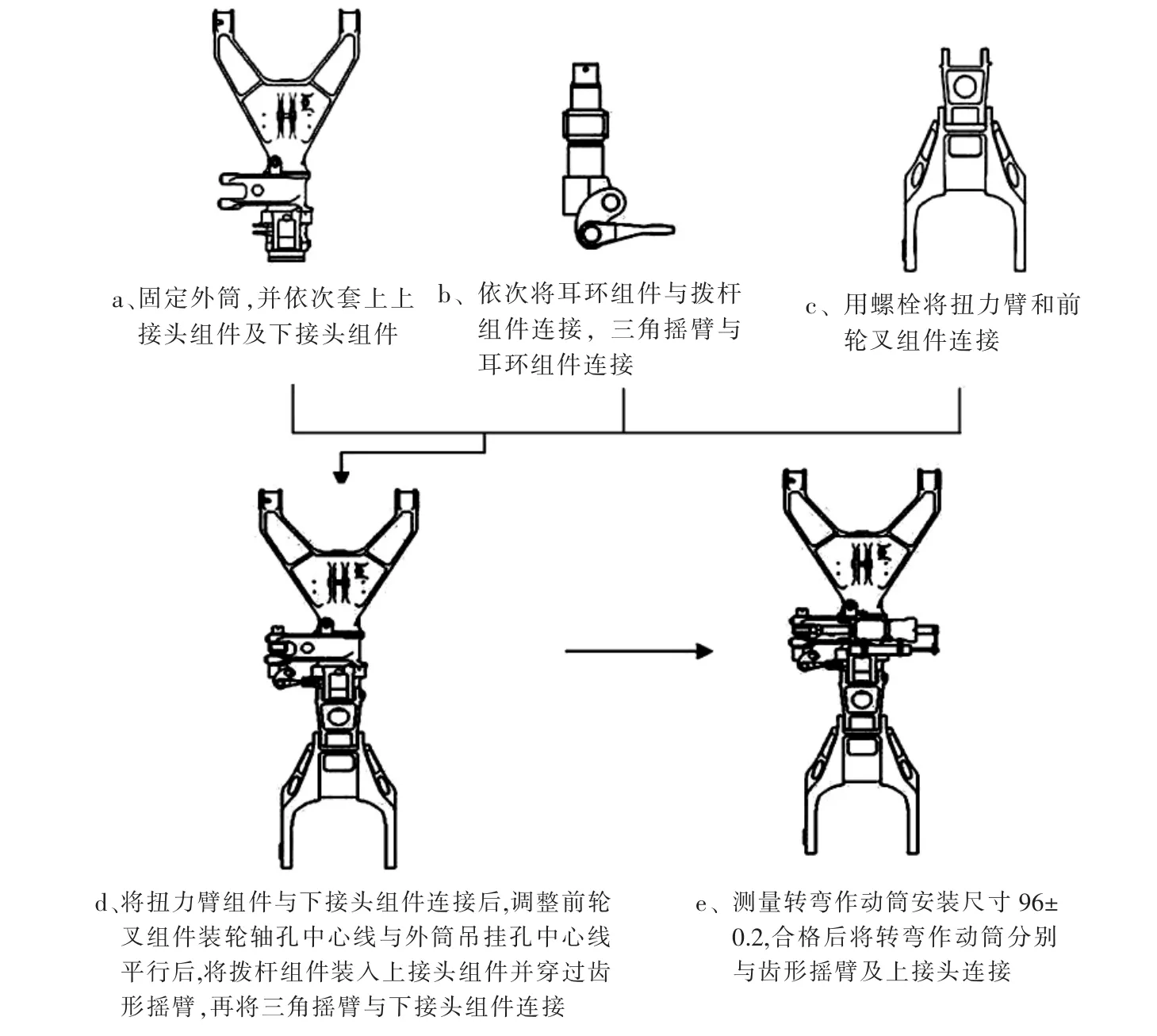
圖2 裝配過程示意圖
2 故障分析
一般情況下,導(dǎo)致裝配超差的主要原因有三種:零件制造超差、裝配工操作錯(cuò)誤和公差累積。在發(fā)現(xiàn)故障后,裝配單位及時(shí)將故障件進(jìn)行了分解并對(duì)相關(guān)零組件進(jìn)行了復(fù)查,復(fù)查結(jié)果均為合格,隨后便重新進(jìn)行了裝配工作,并對(duì)裝配過程進(jìn)行了實(shí)時(shí)監(jiān)控,裝配過程并未發(fā)現(xiàn)明顯的操作錯(cuò)誤,裝配后對(duì)比結(jié)果發(fā)現(xiàn)并沒有任何改善。因此,可以確定零件制造超差及裝配工操作錯(cuò)誤不是導(dǎo)致此次故障的主要原因。
針對(duì)公差累積的分析需要結(jié)合零件制造工藝進(jìn)行,考慮到部分零組件的結(jié)構(gòu)要素在當(dāng)前制造工藝方案下的加工誤差極小,甚至不超過其裝配間隙要求,可以忽略其對(duì)裝配誤差的影響。因此,對(duì)相應(yīng)的零組件進(jìn)行制造公差分析后,可以對(duì)裝配模型進(jìn)行適當(dāng)?shù)木?jiǎn),依據(jù)精簡(jiǎn)之后的工藝模型可以快速有效的計(jì)算出裝配的偏差值,并進(jìn)一步進(jìn)行影響程度分析,計(jì)算出影響最大的結(jié)構(gòu)要素。
2.1 零組件制造公差分析
根據(jù)前起落架的結(jié)構(gòu)形式及裝配過程,可以分析出影響轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度的零組件結(jié)構(gòu)要素,結(jié)合當(dāng)前的制造工藝進(jìn)行分析計(jì)算,可以得出其相應(yīng)的制造公差,分析情況見表1。
2.2 裝配偏差計(jì)算
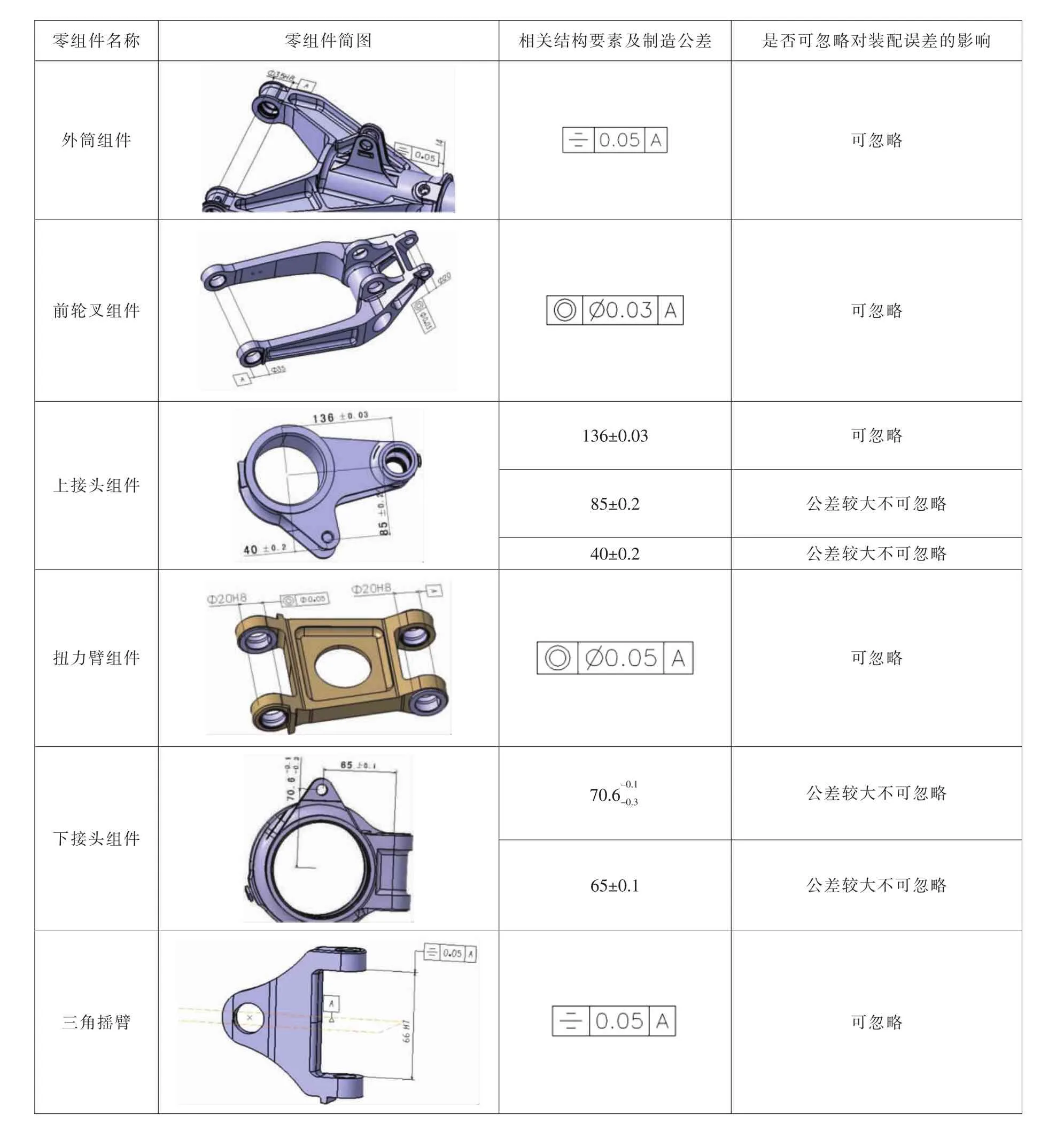
表1 涉及公差累積的特征分析情況表
根據(jù)零組件制造公差分析的結(jié)果可以對(duì)數(shù)模進(jìn)行相應(yīng)的精簡(jiǎn),保留對(duì)安裝長(zhǎng)度影響較大的零組件進(jìn)行最終裝配偏差的計(jì)算,精簡(jiǎn)后的狀態(tài)見圖3,參考示意圖可以構(gòu)建出安裝長(zhǎng)度的數(shù)學(xué)函數(shù):
其中根據(jù)制造公差分析可知的參數(shù)變化范圍如下:
代入計(jì)算可得知:94.18≤Z≤97.82,即在目前的加工工藝狀態(tài)下,理論上轉(zhuǎn)彎作動(dòng)筒的安裝長(zhǎng)度為96±1.82。
2.3 影響程度分析:
參考精簡(jiǎn)后的模型及數(shù)學(xué)函數(shù)可以得知,在所有的已知參數(shù)均取標(biāo)準(zhǔn)值的情況下,Z正好等于96,因此,僅保留一項(xiàng)參數(shù)作為未知數(shù),將其他參數(shù)按標(biāo)準(zhǔn)值代入函數(shù),可以近似計(jì)算出單個(gè)特征要素對(duì)最終安裝長(zhǎng)度的影響程度,計(jì)算結(jié)果見表2。
2.4 故障分析結(jié)論:
在了解了起落架的結(jié)構(gòu)組成及裝配過程的基礎(chǔ)上,通過對(duì)零組件制造公差分析、裝配偏差及影響度分析,可以得到如下結(jié)論:
1)導(dǎo)致轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度超差的主要原因是公差累積。
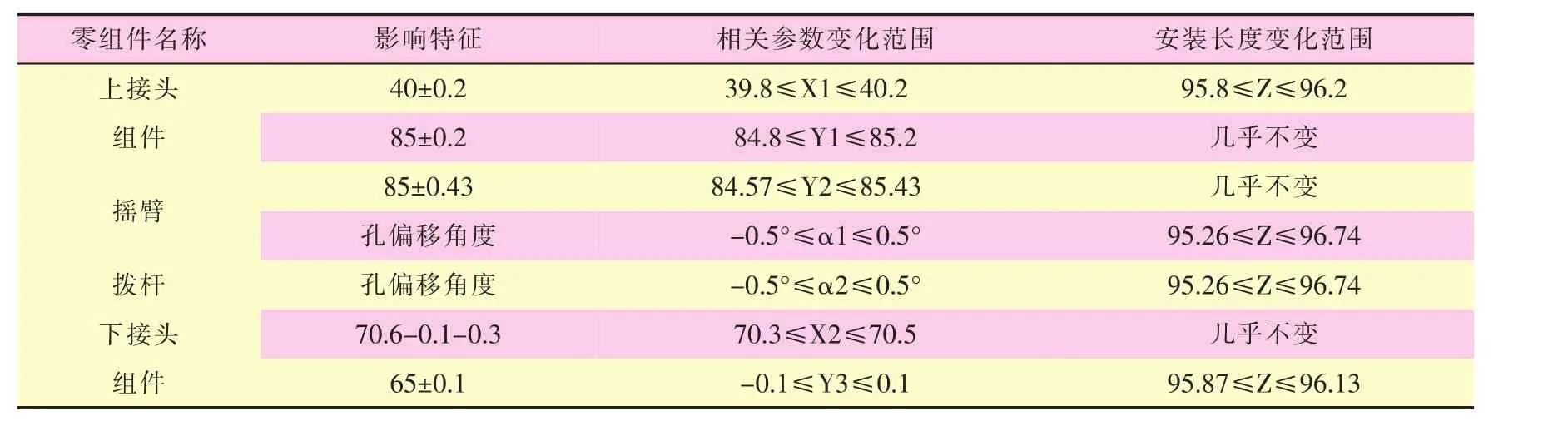
表2 各相關(guān)特征影響程度
2)對(duì)安裝長(zhǎng)度影響最大的零組件特征是齒形搖臂的孔偏移角度及撥桿的孔偏移角度。
3 改進(jìn)措施
結(jié)合故障分析情況可以知道,要解決轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度超差的故障,最經(jīng)濟(jì)有效的方法就是修正搖臂和撥桿的角度偏差,現(xiàn)有的加工方法是在加工齒形后根據(jù)齒形劃線加工孔,偏離量離散性較大,重新制作標(biāo)準(zhǔn)的搖臂和撥桿需要大幅改進(jìn)工藝方法并且需要定制大量的定位工裝,施工難度較大。因此,本著改動(dòng)影響最小的原則,決定采用保留撥桿并以撥桿配制新?lián)u臂的工藝方法。
具體方法就是在精加工搖臂精密孔時(shí),將搖臂齒形與撥桿齒形嚙合,模擬裝機(jī)狀態(tài),再將撥桿固定在自制V型塊上,利用芯棒校正撥桿孔水平,準(zhǔn)確定位搖臂孔后,將撥桿及搖臂固定并鏜削搖臂精密孔,以這種方法加工的搖臂孔與齒形中心連線相對(duì)撥桿孔軸線的平行度可以控制在0.1以內(nèi),定位方式見圖4。
4 工程驗(yàn)證情況
按照新的工藝方案對(duì)搖臂進(jìn)行協(xié)調(diào)配制后,將撥桿與配制搖臂裝回3件故障起落架,再測(cè)量安裝長(zhǎng)度,發(fā)現(xiàn)均滿足96±0.2,故障得到了有效的解決,具體情況見表3。
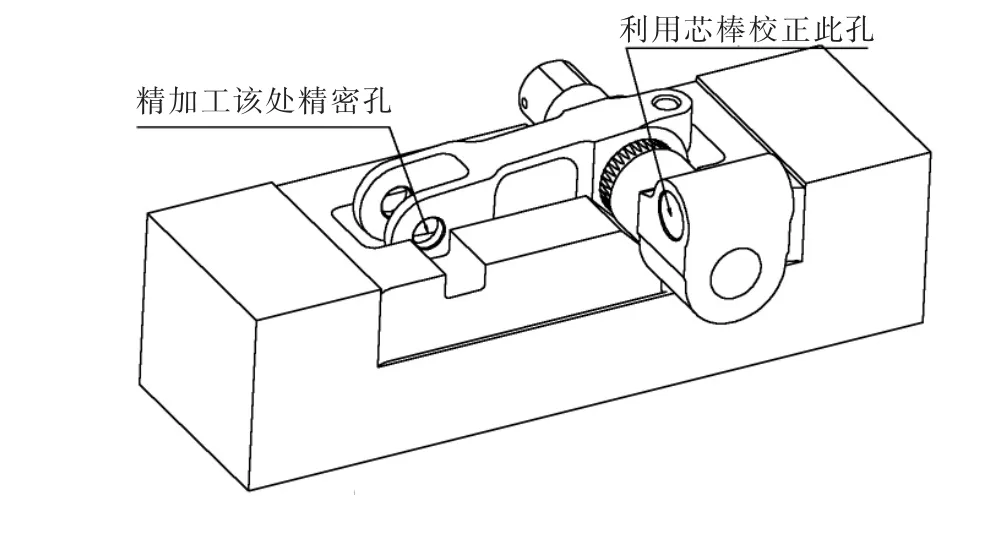
圖4 配制搖臂方法圖示
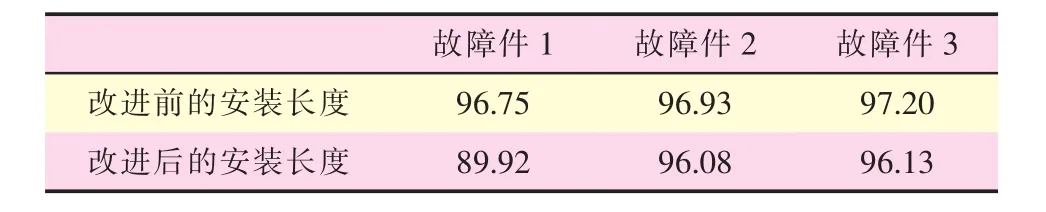
表3 工程驗(yàn)證情況表
5 結(jié)語(yǔ)
轉(zhuǎn)彎作動(dòng)筒安裝長(zhǎng)度超差故障是由于相關(guān)的零組件公差累積導(dǎo)致,其中搖臂和撥桿是導(dǎo)致公差累積的關(guān)鍵零組件。在工藝更改最小化的前提下,采用搖臂、撥桿協(xié)調(diào)配制的工藝方法,減少了在關(guān)鍵位置的公差累積,順利排除了故障。本文的分析思路及處理措施為解決起落架系統(tǒng)裝配公差累積問題提供了一定的借鑒和參考。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
