基于多傳感器測量的航天器艙段自動對接位姿調整方法
2019-06-26 09:02:06陳冠宇成群林張解語洪海波何軍
北京航空航天大學學報 2019年6期
關鍵詞:測量
陳冠宇,成群林,*,張解語,洪海波,何軍
(1.上海航天精密機械研究所,上海201600; 2.西安電子科技大學 機電工程學院,西安710071)
艙段對接是影響航天器整體質量的關鍵因素之一,目前國內仍大多采用人工方式,效率低、精度差、可靠性難以保證,難以滿足迫切的市場需求。因此,研發整套的高效、高精、柔性的自動艙段對接系統迫在眉睫[1-3]。在艙段自動對接過程中,需要對艙段的位姿進行精確、快速地測量以得到其相對位姿誤差,并針對該誤差進行有效的調整。艙段位姿測量和調整是保證對接效率、精度和質量的關鍵,具有重要的研究意義和應用價值。
目前,國內外已有多家機構對位姿的測量和調整方法進行了研究。大多數工程案例[4-7]都采用激光跟蹤系統(Laser Tracker System,LTS)作為位姿測量的手段,該方法測量精度高,測量范圍廣,在大型艙段如飛機[8]的對接過程中應用較多。此外,金賀榮等[9]將雙目視覺測量技術應用于航天器的水平對接過程,該方法通過雙目相機測量并匹配被測艙段表面預先噴涂的靶點,完成對接艙段位姿的測量。但以上2種技術均需要在被測物表面安裝或噴涂相應的靶標,因此增加了人工成本,降低了生產效率,對于導彈等需成批生產的航天器來說,該問題極大地限制了此類技術的應用。此外,安裝或噴涂靶標時并不能保證靶標位置達到完全準確,因此可能會引入新的誤差。除了以上2種技術,也可通過機器視覺識別被測物幾何基元的方式完成對零件位姿的測量[10-11],或通過匹配相應的 CAD模型完成測量[12],但零件的實際尺寸相對CAD模型具有差異,可能引入誤差,魯棒性較差。隨著測量技術的發展,激光輪廓傳感器——亦即線結構光三角法的出現為該問題提供了新的解決思路,如 Nguyen和Lee[13]通過激光輪廓傳感器對焊縫進行掃描,提取相應的幾何特征和參數,對焊接質量進行評價。Rahayem和Kjellander[14]將機械臂和激光輪廓傳感器結合使用,進行零件的參數測量和計算,并根據激光輪廓傳感器的測量特性研究了回轉體橢圓輪廓線擬合的精度問題。Schalk等[15]對線結構光三角法獲得的截面進行了分析。以上研究大多集中在物體形貌特征的測量,對位姿測量問題涉及較少,但其高精度、高抗干擾能力的特點使其具有解決該問題的潛質,如 Bellandi等[16]將工業相機和激光輪廓傳感器共同安裝于機械手的末端構成機器人手眼系統,對待測物體進行識別并確定其位置,完成機器人的抓取動作,但該方法不適用于本文所述的航天器對接情景。
本文提出了一種基于多傳感器協同測量的艙段位姿估計和調整方法,該方法采用激光輪廓傳感器和CCD圖像傳感器對艙段進行測量,結合了激光輪廓傳感器的可靠性和機器視覺的靈活性,通過傳感器對艙段進行掃描,測得其除自轉角外5個自由度的位姿,并通過機器視覺確定艙段繞軸線的轉角。在此基礎上,采用了改進的最小二乘法對被測艙段位姿進行求解,結果將反饋至控制系統進行調姿和對接。
1 艙段位姿多傳感器協同測量
1.1 測量原理
任意狀態的艙段位姿可以用六維向量(XC,YC,ZC,α,β,γ)來唯一表示,如圖 1所示。其中,XC、YC和ZC為艙段端面中心點OC在標定架坐標系O0(實際測量坐標系)中的位置,β和γ分別為艙段軸線在X0O0Y0和X0O0Z0平面中投影的傾斜角,α為艙段繞自身軸線的自轉角。

圖1 艙段位姿示意圖Fig.1 Schematic diagram of cabin position and pose
對于艙段對接來說,不同艙段間的位姿偏差主要為沿 Y0、Z0軸的平移偏差 Δy、Δz以及繞 X0、Y0、Z0軸的旋轉偏差 Δα、Δβ和 Δγ。一般來說,艙段對接采用間隙配合,要想成功對接,艙段之間的位姿誤差不能高于0.1 mm。因此,整個測量系統的設計精度為0.1 mm,重復精度不低于0.03 mm。通常來說,激光測量能夠進行三維測量,精度高、可靠性好,但效率較低,而視覺測量速度快、靈活性強,但往往用于二維場合,并受到視場的限制。為了滿足高精度、高效率位姿三維測量的需求,將采用激光輪廓掃描與工業相機局部拍攝協同的測量方式,如圖 2所示,即 Δy、Δz、Δβ和 Δγ通過激光輪廓傳感器測得,Δα通過工業相機測得。激光輪廓傳感器本質上是一種基于光學三角測量法的二維激光測距傳感器,可以獲得激光扇面內的光帶上若干離散點相對于傳感器的深度信息,通過扇面移動可以擬合出艙段軸線及端面位姿信息。工業相機可以通過拍照獲取銷孔位置,通過圖像處理可以測出不同艙段繞軸自轉的角度與目標角度之間的差異。多傳感器協同測量既體現了激光輪廓傳感器測量的可靠性,又發揮了機器視覺測量的靈活性。

圖2 艙段位姿多傳感器測量系統Fig.2 Cabin section position and pose multi-sensor measurement system
1.2 位姿求解算法
1.2.1 軸線及端面位姿求解
根據激光輪廓傳感器獲得的物體輪廓點云數據進行求解就可以得到被測物的位姿。掃描過程中,同時記錄傳感器的X0坐標,令 X0=xi,可取得若干平行平面上的輪廓數據,即一組相似的橢圓圓弧鏈(L1,L2,…,LN),如圖 3所示。

圖3 通過若干橢圓圓弧估計軸線參數的過程示意圖Fig.3 Schematic diagram for estimating axis parameters through several elliptical arcs
這些輪廓數據從微觀上來看為一系列離散的點,因此,對于每個圓弧鏈(L1,L2,…,LN),取其具有最大 Y0坐標的點(Pb1,Pb2,…,PbN),根據幾何關系可知,(Pb1,Pb2,…,PbN)為圓柱的一條母線,因此其傾角即圓柱軸線的傾角。對其在平面X0O0Y0上的投影通過最小二乘擬合算法進行擬合,就可以求得 β。同時,對橢圓圓弧鏈進行擬合,所得圓心記為(C1,C2,…,CN),對其在平面X0O0Z0上的投影通過最小二乘擬合算法進行擬合,就可以求得γ。再根據β和γ的值對艙段進行調平。調平后,再次采用激光輪廓傳感器進行掃描,得到橢圓圓弧(L′1,L′2,…,L′N)。此時,β和γ約等于零,因此(L′1,L′2,…,L′N)接近正圓圓弧,對其進行正圓 擬合,得 到對應圓 心 (C′1,C′2,…,C′N),進行空間直線擬合,得到零件軸線的方向向量以及其與平面Y0O0Z0的交點。根據投影關系可知,此時端面在平面 X0O0Z0上的投影為一條直線,因此可對該直線進行擬合,得到端面中心X0的坐標XC,根據軸線的空間位姿,計算端面中心的坐標(XC,YC,ZC),平移完成對零件進行位姿測量和調整。
對橢圓圓弧(L1,L2,…,LN)進行最小二乘擬合選取目標函數為

式中:a為橢圓一般方程的六維系數向量,滿足a=[A,B,C,D,E,F]T;M為每個橢圓上擬合點的個數;G(xi,yi,a)為橢圓方程的一般形式,即

對式(2)的求解方法較多,Rahayem等[17]對各種擬合算 法 進 行 了討論,并 認 為 由 Halírˇ[18]和Ahn[19]等提出的改進直接最小二乘擬合算法在效率、準確度和抗噪等方面性能優異。該算法是對Fitzgibbon等[20]提出的橢圓直接最小二乘算法的改進,避免了約束矩陣的奇異性[21-23]給計算帶來的不便,相比其他迭代算法效率更高。
該算法中,最小二乘可表述為一個最優化問題:

式中:a1和a2為對應橢圓代數方程中的系數向量,其中 a1=[A B C],a2=[D E F];參數矩陣D1和D2分別為

其中:(xi,yi)為擬合點的坐標。對于橢圓代數擬合問題來說,約束條件4AC-B2=1可寫作如下矩陣形式:

其中:R為一個3×3的約束矩陣,即

在式(5)情況下,式(2)即是一個約束最優化問題,根據文獻[18]有

式中:λ為拉格朗日乘數。對式(7)進行求解,可得橢圓一般方程的6個系數A~F,進而可解出橢圓的幾何參數,即橢圓長、短半軸 a、b,橢圓的圓心坐標(xC,yC)以及橢圓的旋轉角 φ。再對圓心(C′1,C′2,…,C′N)進行空間直線擬合,選取目標函數為
式中:擬合的空間直線與平面 Y0O0Z0的交點為P0(0,y0,z0),該空間直線的一個方向向量為 T=(1,p,q)。對式(8)進行求解,可得直線與平面Y0O0Z0的交點 P0(0,y0,z0)以及直線的一個方向向量T=(1,p,q)。根據該方向向量求出對應軸線的姿態角γ,同樣的,通過擬合母線的方式得到軸線姿態角β。由于艙段調平后端面在平面X0O0Z0和 X0O0Y0上的投影為一條直線,因此可通過圖形學的方式求取端面中心XC,根據軸線的空間位姿[24]計算端面中心的坐標(XC,YC,ZC)。
1.2.2 銷孔角度偏差求解
工業相機測量目的是測出艙段實際繞軸自轉的角度與目標角度之間的差異,即實現艙段端面1上定位孔和與之對應端面2上定位銷位置(x3,y3,z3)、(x4,y4,z4)以及銷和孔之間夾角 Δα測量,并驅動旋轉機構補償該誤差。以艙段端面O1為例,如圖4所示,采用工業相機對孔進行拍攝,經圖像處理測得孔圓心在標定板坐標系O3X3Y3Z3中的坐標是(x33,y33,z33)。為了方便與端面O2上的銷進行比對,需要將孔坐標轉換到世界坐標系O0X0Y0Z0中,即

同理,采用另一臺CCD相機對端面2進行拍攝。若端面 O2上的標定板坐標系是 O4X4Y4Z4,則銷在世界坐標系O0X0Y0Z0中的坐標為

經過姿態的多次測量和調整,當兩艙段軸線的對中誤差小于裝配公差時,就認為兩艙段軸線已經調成水平,此時由激光輪廓傳感器測得的端面 O1和端面 O2的圓心坐標分別為(x1,y1,z1)和(x2,y2,z2),則孔和銷之間的夾角為

綜上,通過以上步驟,可分別求出艙段軸線的3個姿態角α、β和 γ,以及端面圓心的空間坐標(XC,YC,ZC)。考慮到最小二乘法對離群值的敏感性,可通過 M-估計[19,25]對以上最小二乘擬合算法的魯棒性進行增強。
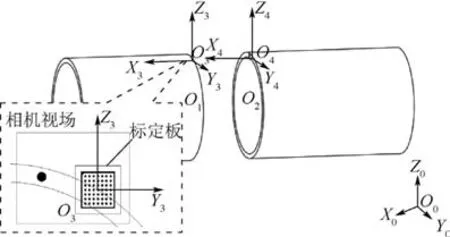
圖4 艙段端面銷、孔位置測量原理Fig.4 Principle for measuring position of cabin end face pin and hole
2 艙段位姿調整
艙段位姿調整機構如圖5所示,每個艙段采用2個托架支撐,艙段自動對接平臺通過一套調姿托架(含2個托架)與一套基準托架(含2個托架)來實現艙段對接過程的協同調姿,2個基準托架用于托舉第一段艙段,作為對接基準,2個調姿托架托舉待對接的艙段,可實現艙段偏擺、俯仰以及繞軸線旋轉3種姿態調姿,與基準艙段完成對接,托架具有一定柔性,用于補償對接誤差以完成對接。詳細的艙體位姿測量及調整流程如圖6所示。首先,通過激光輪廓傳感器測得艙段傾角β、γ,并驅動調姿平臺沿 Y0、Z0方向運動,將艙段調平;其次,通過激光輪廓傳感器測量擬合出艙段前端面的中心位置(XC,YC,ZC),再次驅動調姿平臺沿Y0、Z0方向運動,將需要對接的艙段調整到同一高度。接下來,采用工業相機對艙段對接銷、孔位置進行拍照,獲取角度偏差并驅動艙體自轉。只要銷、孔位置達到裝配公差,就驅動艙段沿X0方向移動XC距離,完成對接。需要說明的是,對接的2個艙段,一個為基準艙段,只需要執行流程中的步驟①~④即可,另一個為對接艙段,以基準艙段為基準進行姿態調整和對接。

圖5 艙段位姿調整機構原理圖和設計圖Fig.5 Schematic diagram and design drawing of cabin position and pose adjustment mechanism

圖6 位姿測量調整流程圖Fig.6 Position and pose measurement and adjustment flowchart
3 實驗驗證與分析
項目研制的艙段自動對接裝置如圖7所示,位姿測量系統采用了Gocator 2350激光輪廓傳感器,該傳感器測量范圍400 mm,視場FOV為158~365 mm,Z方向分辨率為0.019~0.060 mm,X方向分辨率為0.15~0.3 mm,視覺系統采用2套大恒MER-1810-21U3C工業相機,分辨率為4 912像素×3 684像素,像素尺寸為1.25μm×1.25μm,分別配備 M2514-MP2百萬像素定焦鏡頭,焦距為25 mm。系統采用了 Holcon機器視覺軟件對視覺系統進行標定及二維測量圖像處理。因此,該配置完全滿足了艙體位姿測量的精度需求。

圖7 艙段自動對接平臺Fig.7 Cabin automatic docking platform
對艙段進行位姿測量、調整及對接實驗,首先采用激光輪廓傳感器對艙體進行掃描,掃描獲取的圖像及處理結果如圖8所示。實驗中,分別對直徑為125、200和340 mm 3種艙段進行了測量,每個艙段測量3次,并采用第2節的位姿求解方法,求得 XC、YC、ZC、β和 γ的絕對測量誤差以及重復誤差,如表1所示。可以看出,該測量系統遠遠滿足了絕對測量誤差0.1 mm,重復測量誤差0.03 mm的要求。
采用激光輪廓傳感器進行一次測量后,將位姿求解結果反饋到控制系統中進行位姿調整,調整后再采用激光輪廓傳感器進行測量,某型號航天器調整前后的測量結果如表2所示。可以看出,通過一次調整,XC、YC、ZC、β和 γ的位姿已經滿足對接的要求。在保證測量精度的前提下,一次掃描時間在30 s以內,也能滿足快速測量的要求。

圖8 激光輪廓傳感器掃描及處理結果Fig.8 Laser profile sensor scanning and processing results

表1 艙段位姿測量誤差Tab1e 1 Measurement error of cabin position and pose

表2 各艙段調整前后位姿數據Tab1e 2 Each cabin position and pose data before and after adjustment
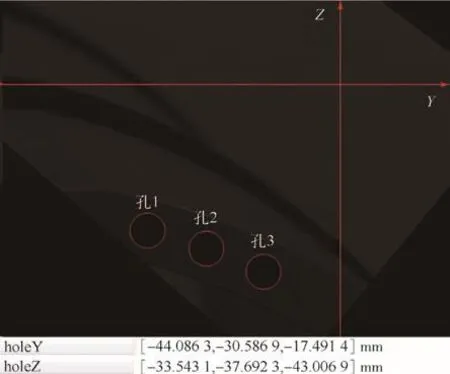
圖9 艙體對接孔位置圖像處理結果Fig.9 Image processing results of cabin docking hole position
在此基礎上,采用經過標定的大恒相機對艙段端面上的3個孔的兩兩夾角進行測量,測量和圖像處理結果如圖9所示。為驗證孔位測量的精度,引入API(美國自動精密工程公司)激光跟蹤儀對相機拍照測量的精度進行驗證,相機測量結果與API激光跟蹤儀的測量結果進行比對,如表3所示。可以看出,相機和API激光跟蹤儀夾角測量最大的誤差為0.015 29°,滿足了測量的精度要求。
采用相機進行一次測量后,將角度偏差求解結果反饋到控制系統中進行調整,調整完后再進行測量,調整前后的測量結果如表4所示。可以看出,通過一次調整,對接角度偏差Δα已經滿足對接的要求。在此基礎上,經過多次實驗驗證,3個艙段均能順利完成對接,對接成功率為100%。此外,該系統將對接時間從原來手工操作1 h縮短至10 min,極大地提高了航天器艙段對接的效率。

表3 艙段孔之間夾角測量Tab1e 3 Measurement of ang1e between cabin ho1es (°)

表4 調姿前后相鄰艙段相對自轉角測量數據Tab1e 4 Re1ative segment ang1e measurement of adjacent cabins before and after posture adjustment
4 結 論
本文針對艙段自動對接裝配中的位姿測量及調整問題,提出了一種基于多傳感器測量的艙段測量及位姿調整方法:
1)該方法采用了激光輪廓傳感器和CCD圖像傳感器對多個艙段的位姿分別進行測量,并采用改進的最小二乘法對被測艙段位姿進行求解,位姿求解結果將反饋至控制系統中進行調姿和對接。
2)實驗結果表明,艙段位姿測量及調整精度滿足了對接需求。該方法有效提高了自動對接系統的精度、效率和穩定性,提高了裝配一致性,滿足航天器艙段自動對接的要求。
3)多傳感器測量技術對航天器艙段自動對接進行了具有重要意義的探索,具有廣闊的推廣應用前景。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
