
薄壁零件運(yùn)用數(shù)控技術(shù)的加工
2019-06-27 00:07:32夏啟軍
科技創(chuàng)新與應(yīng)用 2019年11期
關(guān)鍵詞:不銹鋼
夏啟軍

摘? 要:文章是作者在數(shù)控車(chē)床的實(shí)習(xí)教學(xué)中,學(xué)校在對(duì)外加工產(chǎn)品中遇到的一批薄壁零件。經(jīng)過(guò)對(duì)圖紙的分析,發(fā)現(xiàn)此零件薄壁單邊只有0.64mm,孔壁非常的薄,材料為:1Cr18Ni9Ti奧氏體不銹鋼。而且兩端都有要求極高的圓弧要加工,多圓弧的相切只能采用數(shù)控車(chē)床進(jìn)行加工。為了解決裝夾的受力變形和振動(dòng)的影響,作者設(shè)計(jì)并采用了多種材料來(lái)做輔助裝夾工具,通過(guò)3次試驗(yàn),最后選用尼龍(PA6)作為工裝夾具的材料。此輔助夾具制造方便,定位精準(zhǔn),以內(nèi)端面和內(nèi)孔為基準(zhǔn)進(jìn)行定位裝夾。并且制定了一套完整的加工工藝,加工出了合格的零件。
關(guān)鍵詞:薄壁零件;不銹鋼;專用夾具;端面圓弧
中圖分類(lèi)號(hào):TG659 文獻(xiàn)標(biāo)志碼:A? ? ? ? ?文章編號(hào):2095-2945(2019)11-0096-03
Abstract: This paper is about the thin-walled component in the external processing commodities when I was in the student teaching of CNC lathe. Through the analysis of the drawing, I found the single side of the component is just 0.64mm. The wall of the hole is very thin. The mater is austenitic stainless steel named 1Cr18Ni9Ti. Both ends required to be processed with high quality. Multi-arc only could be processed by CNC lathe. In order to deal with the problems of transformation of clamping stress and the influence of oscillatory, I designed and used many kinds of materials as assistance clamping tools. Through three times experiments, I chose the Nylon (PA6) as the material of tool clamping. This assistance clamping is very easy to make and it can locate correctly. According to the standard of inner end face and inner hole, it could begin to locate clamping. And I made up a whole series of processed technology to process the qualified components.
Keywords: thin-walled component; stainless steel; specified clamping; end face arc
前言
薄壁套類(lèi)零件是應(yīng)用在軸上支承零件及軸上零件的導(dǎo)向等作用,目前已廣泛地應(yīng)用在各個(gè)工業(yè)領(lǐng)域,因?yàn)槠渚哂兄亓枯p、節(jié)約材料、結(jié)構(gòu)緊湊等特點(diǎn)。隨著一些產(chǎn)品體積小型化,精密化,薄壁型零件的應(yīng)用也越來(lái)越廣泛,已經(jīng)成為了許多產(chǎn)品的關(guān)鍵性零件。但由于薄壁零件壁薄,剛性差,加工時(shí)容易變形,不易保證加工質(zhì)量,給零件的機(jī)械加工造成困難。我們可利用數(shù)控車(chē)床高加工精度及高生產(chǎn)效率的特點(diǎn)進(jìn)行加工;數(shù)控車(chē)床是按照操作人員編好的零件程序進(jìn)行自動(dòng)加工的,加工過(guò)程中可避免由于操作人員操作失誤造成的人為誤差。本人充分地考慮到加工工藝問(wèn)題,對(duì)零件加工質(zhì)量的影響,為此對(duì)刀具材料的選擇和工件的裝夾更加慎重,對(duì)程序的編制等方面進(jìn)行試驗(yàn),有效地克服薄壁零件加工過(guò)程中出現(xiàn)的變形,保證了該零件的加工精度。
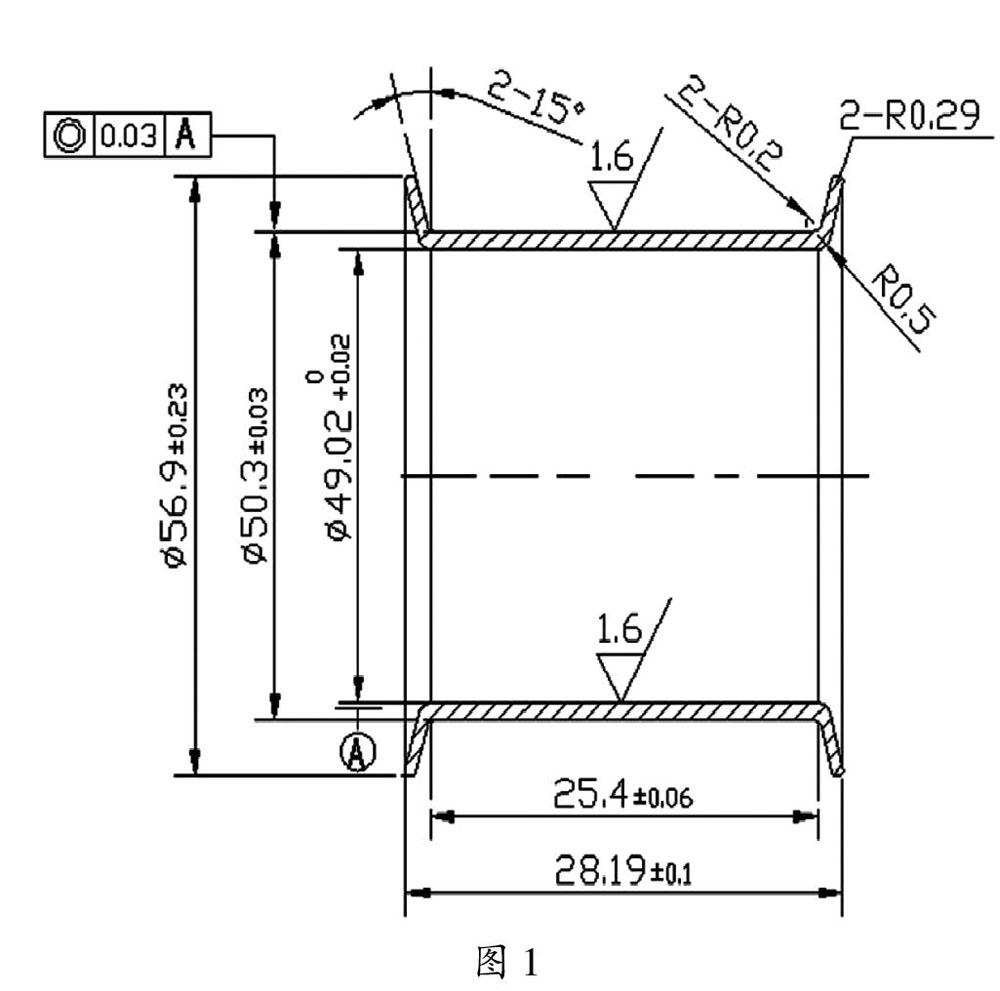
1 零件圖樣分析
如圖1所示,該圖為薄壁套筒類(lèi)零件,從零件圖樣要求及材料來(lái)看,車(chē)削此零件的難度比較大,首先是裝夾的問(wèn)題,要保證內(nèi)孔與外圓的同軸度要求,而且筒壁很薄,單邊只有0.64mm,兩端還有要求較高的圓弧要加工,材料材質(zhì)為奧氏體不銹鋼1Cr18Ni9Ti,含鉻量12%-25%,含鎳量7%-20%。奧氏體不銹鋼切削時(shí)的帶狀切屑連綿不斷,斷屑困難,極易產(chǎn)生加工硬化,硬化層給下一次切削帶來(lái)了很大難度,對(duì)刀具材料的要求高。
薄壁零件要加工好。要解決幾個(gè)關(guān)鍵問(wèn)題,如:工件裝夾、加工的工藝路線、刀具的幾何參數(shù)、程序的合理編制等,影響這個(gè)薄壁零件加工精度的因素有很多,總結(jié)起來(lái)主要有以下幾點(diǎn):
(1)受材質(zhì)影響,零件材料粘度大,硬度高,車(chē)刀易磨損,切削不利。
(2)裝夾問(wèn)題,裝夾不容易,兩端面有端面圓弧,內(nèi)孔與外圓同軸度要求高。
(3)保證精度,因零件壁薄,受力易變形,精度難控制。
2 加工前準(zhǔn)備工作
2.1 解決刀具材料問(wèn)題
分析不銹鋼在切削過(guò)程中會(huì)產(chǎn)生的各種問(wèn)題:
(1)切削力大:不銹鋼在切削過(guò)程中塑性變形大,尤其是奧氏體不銹鋼(其伸長(zhǎng)率超過(guò)45號(hào)鋼的1.5倍以上),使切削力增加。同時(shí),不銹鋼的加工硬化嚴(yán)重,熱強(qiáng)度高,進(jìn)一步增大了切削抗力,切屑的卷曲折斷也比較困難。因此加工不銹鋼的切削力大,如車(chē)削1Cr18Ni9Ti的單位切削力為2450MPa,比45號(hào)鋼高25%。
(2)切削溫度高:切削時(shí)塑性變形及與刀具間的摩擦都很大,產(chǎn)生的切削熱多;大量切削熱都集中在切削區(qū)和刀屑接觸的界面上,散熱條件差。在相同的條件下,1Cr18Ni9Ti的切削溫度比45號(hào)鋼高200℃左右。
(3)刀具易磨損:切削不銹鋼過(guò)程中的親和作用,使刀屑間產(chǎn)生粘結(jié)、擴(kuò)散,從而使刀具產(chǎn)生粘結(jié)磨損、擴(kuò)散磨損,致使刀具前刀面產(chǎn)生月牙洼,切削刃還會(huì)形成微小的剝落和缺口;加上不銹鋼中的碳化物(如TiC)微粒硬度很高,切削時(shí)直接與刀具接觸、摩擦,擦傷刀具,還有加工硬化現(xiàn)象,均會(huì)使刀具磨損加劇。
(4)線膨脹系數(shù)大:不銹鋼的線膨脹系數(shù)約為碳素鋼的1.5倍,在切削溫度作用下,工件容易產(chǎn)生熱變形,尺寸精度較難控制。
正確選用刀具材料是保證高效率加工不銹鋼的決定因素。根據(jù)上面分析不銹鋼的切削特點(diǎn),刀具材料應(yīng)具備足夠的強(qiáng)度、韌性、高硬度和高耐磨性且與不銹鋼的粘附性要小。通過(guò)日常工作經(jīng)驗(yàn)發(fā)現(xiàn)硬質(zhì)涂層可轉(zhuǎn)位刀片正適合本零件的加工,涂層硬質(zhì)合金是在普通硬質(zhì)合金刀表面,采用化學(xué)氣相沉積(CVD)或物理氣相沉積(PVD)的工藝方法,涂覆一薄層(約5-12um)高硬度難熔金屬化合物(TiC,TiN,AL2O3等)。其表面顏色為金黃色的涂層,可使刀片既保持了普通硬質(zhì)合金基體的強(qiáng)度和韌性,又使表面有更高的硬度和耐磨性,更小的磨擦系數(shù)的高的耐熱性比未涂層刀片的刀具壽命提高1-3倍。此外,涂層刀片的通用性好,一種涂層刀片可代替幾種未涂層刀片使用,大大簡(jiǎn)化了刀具管理和降低了刀具本成,獲得了較好的經(jīng)濟(jì)效益。
小結(jié):通過(guò)以上對(duì)零件材料的分析和刀具材料的選用,最后確定采用YG類(lèi)的涂層刀具為粗精車(chē)刀具,以提高零件精度和生產(chǎn)效率。
2.2 解決零件的裝夾問(wèn)題
從零件圖樣分析,此零件需要兩次裝夾才能完工。第一次利用外圓基準(zhǔn)定位裝夾加工內(nèi)孔,第二次就要以內(nèi)孔基準(zhǔn)加工外圓。本人根據(jù)要裝夾工件的大小,設(shè)計(jì)了一套非常經(jīng)濟(jì)的工裝夾具。如圖2所示,第一次采用45號(hào)鋼為材料做了套夾具,夾緊效果好,但工件車(chē)削完拆下來(lái)后,發(fā)現(xiàn)內(nèi)孔壁有摩擦刮花的現(xiàn)象,不能滿足其表面粗糙度的要求。所以不用采用。第二次采用電木(酚醛塑料)為夾具的材料,試車(chē)時(shí)發(fā)現(xiàn),電木的擴(kuò)張力不夠,澆上足夠的冷卻液后,工件在夾具上有打滑的現(xiàn)象,嚴(yán)重影響零件的定位精度,所以電木作為輔助夾具的材料又被取消了。最后本人通過(guò)查找資料,發(fā)現(xiàn)塑代鋼的材料——尼龍,聚酰胺纖維酚子聚合物(簡(jiǎn)稱PA)。尼龍的特性:機(jī)械強(qiáng)度,韌性好,剛度,硬度,耐老化性能好,機(jī)械減振能力好,良好的滑動(dòng)性,優(yōu)異的耐磨性,機(jī)械加工性能好,尺寸穩(wěn)定性好。尼龍的用途:廣泛用于化工機(jī)械,防腐設(shè)備的制齒輪及零件坯料,耐磨零件,傳動(dòng)結(jié)構(gòu)件,家用電器零件,汽車(chē)制造零件,絲桿防止機(jī)械零件,化工機(jī)械零件,化工設(shè)備等。而尼龍當(dāng)中的PA6尼龍相比其它尼龍的機(jī)械強(qiáng)度,剛度,耐熱和耐磨性能更好。
經(jīng)過(guò)3次的車(chē)削效果實(shí)際檢驗(yàn),最后采用尼龍PA6為裝夾工具的材料加工出了一套輔助裝夾工具。此輔助裝夾工具具有如下優(yōu)點(diǎn):
(1)夾具材料為尼龍PA6,擴(kuò)張力好,硬度高,韌性好,不會(huì)刮傷零件,不影響零件內(nèi)表面粗糙度。
(2)采用徑向夾緊,以整個(gè)零件的內(nèi)孔圓周為接觸面,保證零件在加工過(guò)程中抗振動(dòng),不變形。
(3)在輔助裝夾工具與零件的定位止端面,按照零件的端面圓弧加工出同樣的圓弧與零件端面圓弧接觸并定位。
(4)此輔助裝夾工具結(jié)構(gòu)簡(jiǎn)易,緊湊,操作容易,省力安全,制造方便。
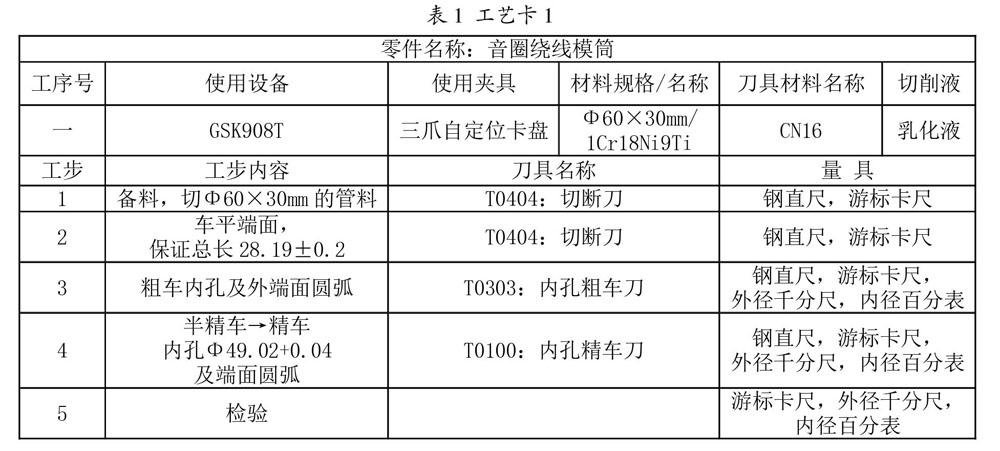
3 零件加工工藝規(guī)程
根據(jù)圖樣分析,首先對(duì)零件上的各圓弧相切數(shù)學(xué)處理,計(jì)算出各基點(diǎn),工序主要分為:粗車(chē)→半精車(chē)→精車(chē)(如表1)。
4 結(jié)論
本論文對(duì)于此類(lèi)圓弧型薄壁的加工,很好的把現(xiàn)代的先進(jìn)新技術(shù)與新材料相融合。利用數(shù)控技術(shù)與新型涂層刀具的優(yōu)點(diǎn),為學(xué)校的對(duì)外加工零件產(chǎn)生效益,實(shí)現(xiàn)了生產(chǎn)實(shí)踐與教學(xué)的雙結(jié)合。
參考文獻(xiàn):
[1]肖詩(shī).刀具材料及其合理選擇[M].機(jī)械工業(yè)出版社,1990.
[2]徐長(zhǎng)壽,朱學(xué)超.數(shù)控車(chē)床[M].化學(xué)工業(yè)出版社,2005.
[3]黃麗芬.數(shù)控車(chē)床編程與操作[M].中國(guó)勞動(dòng)社會(huì)保障出版社,2007.
[4]胡農(nóng),劉繼福,邱言龍.車(chē)工技師手冊(cè)[M].機(jī)械工業(yè)出版社,2000.
[5]蘭建設(shè).機(jī)械制造工藝與夾具[M].機(jī)械工業(yè)出版社,2004.
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國(guó)特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
