液相燒結法制備B4C-SiC復合陶瓷材料的研究
2019-07-01 02:31:51李少峰
佛山陶瓷 2019年5期


摘 要:以碳化硼為基體,碳化硅為增強相,氧化鋁和氧化釔為燒結助劑,在常壓條件下通過液相燒結工藝制備了B4C-SiC復合材料。測試了其力學性能,并借助SEM對燒結體進行斷口形貌觀察。結果表明:在本實驗條件下,當氧化鋁和氧化釔添加量在15 wt%時,材料力學性能最佳,體積密度為2.722 g/cm3,相對密度為98.8 %,抗彎強度為496 MPa,斷裂韌性為4.57 MPa·m1/2。顯微組織結構致密,晶粒細小、均勻,基本沒有氣孔。
關鍵詞:碳化硼;碳化硅;復合陶瓷材料;液相燒結
1 前 言
碳化硼由于具有高硬度(僅次于金剛石和立方氮化硼)、比重小(2.52 g/cm3)、彈性模量高(450 GPa)、耐高溫、化學穩定性好、熱膨脹系數小、導熱率好以及良好的中子吸收能力等特點,因此在機械密封行業、輕質防彈裝甲、硬質磨削材料、耐磨軸承、高級耐火材料、航空航天、核反應堆的屏蔽材料等諸多領域得到了廣泛地應用[1,2]。但是由于碳化硼的共價鍵分數高達93.94 %,高于其他結構陶瓷,如SiC(88 %),Si3N4(70 %)等[3],因此,純碳化硼在常壓條件下很難燒結致密,需要添加燒結助劑來活化燒結。同時碳化硼是一種脆性材料,斷裂韌性KIC≤2.2 MPa·m1/2 [4,5],需要加入其他物質對其進行補強增韌。
液相燒結是指在體系中至少有一種組分在高溫條件下形成液相狀態的一種燒結方法。液相燒結要求液相對固相必須有良好的浸潤性,且固相必須在液相中有一定的溶解度。其過程可以分為以下四個階段:預備燒結階段、收縮階段、液相階段、冷卻階段[6]。液相的生成是由于在燒結溫度下制品中易熔成分熔化的結果,燒結溫度較純固相燒結低。體系中的低共熔組分在最低共熔點附近發生熔融,產生粘滯流動傳質、溶解沉析傳質,加快了燒結速度,從而可降低燒結溫度。液相燒結速度較快,收縮顯著,燒結后可以得到密度接近理論密度的制品[7]。為此,在燒結純化合物陶瓷時,常在粉料中加入少量助熔劑,使其在較低的溫度下實現燒結。燒結助劑Al2O3和Y2O3(摩爾比=5:3)可以在高溫下生成釔鋁石榴石(YAG),其熔點為1950℃,可以實現B4C-SiC復合陶瓷材料的低溫液相燒結[8]。
因此,本文以B4C為基體,SiC為增強相,Al2O3和Y2O3(摩爾比為5:3)為燒結助劑,在常壓條件下通過液相燒結工藝制備了B4C-SiC復合陶瓷材料。探討了Al2O3和Y2O3的加入量對復合材料性能的影響。
2 實驗過程
2.1 原料
采用牡丹江金剛鉆碳化硼有限公司生產的B4C,粒度2.5 μm,純度≥98%;市售工業用SiC,粒度1 μm,純度≥98.5%;Al2O3為市售氧化鋁,經煅燒、球磨細化后粒度為2 μm,純度≥99%;市售工業用Y2O3,純度≥99%。
2.2 實驗步驟
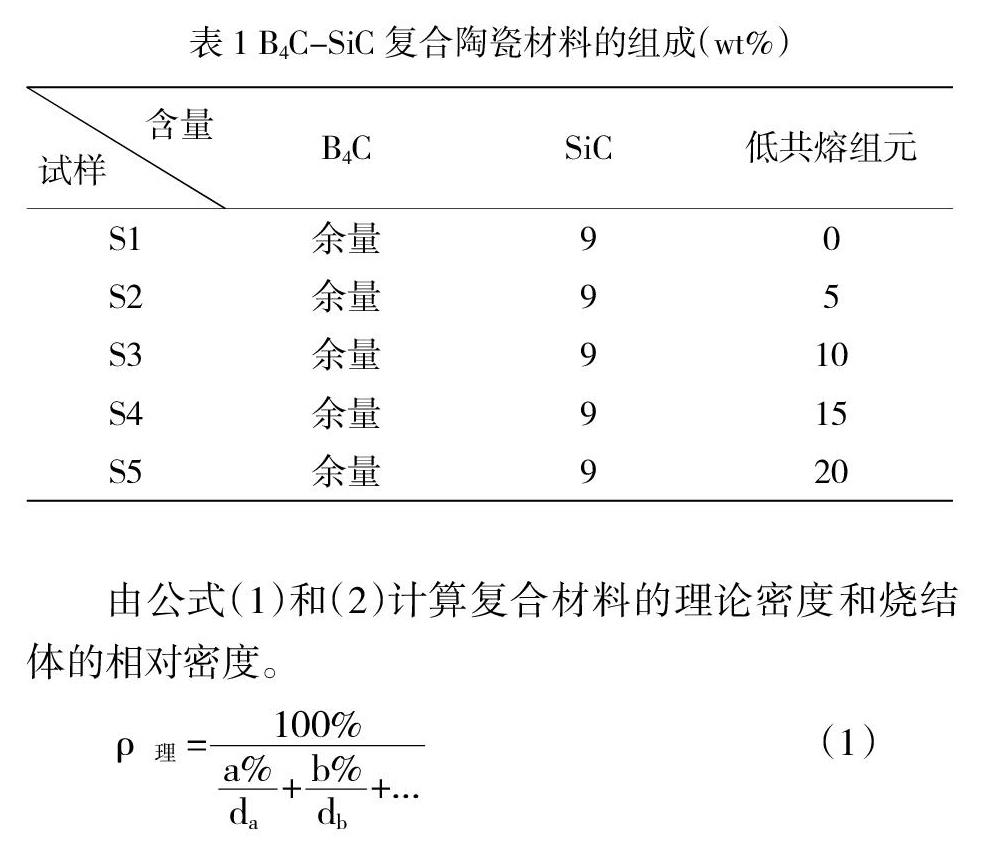
各配方組分按表1中的比例稱量,加入球磨桶,同時加入0.1 ~ 0.5 wt%的分散劑,以水為研磨介質,以碳化硅球磨子為球磨介質,球料比5:1,球磨4h后加入粘結劑(水溶性樹脂)再球磨2 h,將聚乙烯醇和消泡劑加入后繼續球磨2 h,然后采用噴霧干燥制粒,造粒料含水率控制在1 ~ 2%,混料時加入0.1 ~ 1 wt%的脫模劑。按所需粉末重量稱量,倒入鋼模中進行壓制成型,成型壓力1.5 T/cm2,將素坯放入真空燒結爐內進行燒結。燒成制度為:升溫速率1.5℃/min,高溫時流動氬氣保護,最高燒結溫度為1950℃,保溫時間150 min,保溫結束后自然冷卻。燒結后試樣尺寸為5 × 4 × 40 mm。
由公式(1)和(2)計算復合材料的理論密度和燒結體的相對密度。
2.3 性能檢測
經過平磨、研磨拋光后,試樣尺寸為4 × 3 × 40 mm,采用三點法測試材料的抗彎強度,跨距20 mm;用單邊缺口梁法測試材料的斷裂韌性,缺口深0.5 mm,寬0.2 mm;根據阿基米德原理測試材料的體積密度;用JSM-6700F型場發射掃描電鏡(SEM)對試樣進行斷口形貌表征。
3 結果與討論
3.1 試樣的力學性能
B4C-SiC復合材料燒結體性能指標見表3。
由表3可見,未添加燒結助劑的試樣S1,其抗彎強度和斷裂韌性最低,體積密度2.126 g/cm3,相對密度只有82.8%,測試時吸水現象比較嚴重,說明在此燒結溫度下,燒結體未燒結致密。但是斷裂韌性比純碳化硼提升很多,說明以SiC可以作為B4C材料的的增韌補強相。隨著燒結助劑加入量的增加,相對密度有較大幅度的提升,試樣的力學性能也逐漸增加,但斷裂韌性增加幅度不是太大。當添加量達到15 wt%時,復合材料的力學性能達到最優,相對密度達到98.8 %,接近理論密度。可能是因為,隨著燒結助劑添加量的增加,液相量隨之增大,粘滯流動傳質及溶解-析出傳質加快,SiC顆粒可以更均勻的分散在B4C顆粒周圍,在晶界處起到釘扎效應,阻礙碳化硼晶界移動,使得晶粒細小均勻,隨著燒結體致密度的提高,材料的性能得以提升。當燒結助劑添加量繼續增加達到20 wt%時,雖然體積密度達到了2.755 g/cm3,但相對密度及力學性能反而有所下降,可能是由于液相量含量過多,產生的揮發氣體未及時排出坯體而造成部分封閉氣孔,增加了裂紋傳導的路徑,同時可能由于液相和固相之間的熱膨脹系數不匹配而導致晶界處部分裂紋的產生,從而降低了材料的性能。因此,當燒結助劑的添加量超過一定比例時,復合材料的性能不升反降。
3.2 材料的微觀結構
試樣的顯微結構如圖4所示。
在陶瓷材料中,氣孔等斷裂源缺陷的存在是致命的,它們會顯著降低陶瓷材料的力學性能。圖4(a)為試樣S1的顯微結構圖片(SEM),由圖中可以看到,斷口形貌組織結構存在較多的氣孔,斷裂面較平滑,這是由于未添加燒結助劑,導致其在現有燒結溫度下,材料未能燒結致密,因此,材料的力學性能較低。隨著燒結助劑含量的增加,材料斷口形貌組織結構逐漸致密均勻,晶間夾雜及氣孔數量減少,因此,材料的力學性能逐漸增加。由圖4(d)試樣S4的微觀形貌最致密均勻,晶粒細小,組織間基本看不到夾雜及氣孔等缺陷,斷裂面蜿蜒曲折,既有穿晶斷裂,又有沿晶斷裂,穿晶斷裂意味著抗折強度高,而沿晶斷裂意味著斷裂韌性好。雖然圖4(e)試樣S5的斷裂面同樣曲折蜿蜒,但是由于液相量過多,同時存在極個別的氣孔,所以性能較試樣S4有所下降。
本實驗主要采用SiC顆粒在B4C基體中彌散進行增韌補強。顆粒補強陶瓷基復合材料的增韌機理主要有裂紋偏轉增韌、微裂紋增韌及釘扎效應等[9]。材料在受到一定外力的作用時發生斷裂,裂紋在擴展過程中路徑發生分叉、偏轉會消耗更多的能量,路徑分叉越多,越蜿蜒曲折,消耗的能量就越多[10]。因此,如果一種材料想要同時擁有較高的抗折強度和斷裂韌性,那么斷口形貌必須穿晶斷裂和沿晶斷裂兩種方式共存。純碳化硼的斷裂面主要是穿晶斷裂,斷裂面比較平滑,這就是碳化硼材料斷裂韌性低的主要原因[11]。在B4C材料中添加SiC顆粒后,使得碳化硼材料的斷裂方式發生了轉變,因此力學性能提高。
4 結論
在本實驗條件下,以SiC作為增韌補強相可以顯著提高B4C材料的力學性能,添加Al2O3和Y2O3可以有效增強B4C-SiC復合材料的燒結活性。當燒結助劑添加量為15 wt%時力學性能最好,其抗彎強度為496 MPa,斷裂韌性為4.57 MPa·m1/2,相對密度達到98.8 %,接近理論密度。B4C-SiC復合材料的增韌機理主要為SiC顆粒彌散引起的釘扎效應和裂紋偏轉。
參考文獻
[1] Thevenot F. A review on boron carbide[J]. Key Engineering Materials. 1991, 56/57: 59 ~ 88.
[2] 徐璟玉等. 原位生成CeB6/B4C陶瓷的力學性能和顯微組織[J].功能材料. 2009, 2(40): 278~280.
[3] 周玉.陶瓷材料學[M]. 哈爾濱:哈爾濱工業大學出版社,1995.
[4] 丁碩等. 碳化硼材料研究進展[J]. 材料科學與工藝. 2003, 11(1): 101~105 .
[5] 肖漢寧, 高朋召. 高性能結構陶瓷及其應用[M]. 北京: 化學工業出版社, 2006.
[6] GERMAN R,SURI P,PARK S. Reviw:liquid phase sintering[J]. Journal of Materials Science. 2009, 44: 1 ~ 39.
[7] 毛小東, 沈衛平等. 液相燒結SiC陶瓷的研究進展[J]. 材料導報, 2008, 22 : 194~197.
[8] 李文輝, 李文新等. 碳化硼陶瓷的液相燒結試驗研究[J]. 哈爾濱理工大學學報, 2002, 7(2): 73~75.
[9] 穆柏春等. 陶瓷材料的強韌化[M]. 北京: 冶金工業出版社, 2002.
[10] 李少峰. B4C-SiC復合材料的制備及性能研究[J].佛山陶瓷, 2018, 28(5): 12~15.
[11] Hamada S,Hirao K,Yamauchi Y,et al. B4C-CrB2 composites with improved mechanical properties[J]. J Eur Ceram Soc. 2003, 23: 561~565.
