飛機產品制造中從模擬量傳遞到數字量傳遞的工程應用研究
2019-07-04 01:39:06朱宏斌
軍民兩用技術與產品 2019年6期
朱宏斌 徐 穎 王 偉
(航空工業(yè)西安飛機工業(yè)(集團)有限責任公司,西安 710089)
1 引言
傳統型號飛機的協調是以結構模線進行模擬量傳遞的,各傳遞環(huán)節(jié)的人為誤差,各制造依據之間的協調誤差,成形模胎、型架等工裝的制造誤差,以及零件制造誤差等各個環(huán)節(jié)的誤差累積,導致飛機零件制造中裝配不協調問題多發(fā)。現代飛機的協調則多以產品全數字化定義為基礎,優(yōu)先采用數字量傳遞的協調方法,簡化了協調過程,減少了協調環(huán)節(jié),確保了協調依據的一致性,從源頭避免傳遞的各類誤差,從過程中避免誤差的逐步累積。目前,在飛機產品的制造和裝配過程中,普遍運用模擬量傳遞,但是由于各個環(huán)節(jié)存在的誤差累積,零件制造的質量提升阻礙較多。數字量傳遞具有唯一性和一致性,是飛機產品設計、制造和裝配的最終趨勢,但模擬量與數字量的相互轉換,模擬量到數字量的優(yōu)化和改進,以及由模擬量轉化而來的數字量的實際應用結果等,都需要大量的試驗數據和工程應用數據進行驗證。
在數字量傳遞與模擬量傳遞的相互轉換過程中,本文引入逆向工程技術,用數字化測量手段對實物或模型進行測量,根據測量數據構建CAD二維模型,并最終通過三維幾何建模方法重構實物MBD模型。逆向工程技術是從實物出發(fā),進而獲取三維數字模型,使得研發(fā)人員能夠進一步利用CAD/CAM 等先進技術對其進行處理。本文通過逆向工程技術,完成了從模擬量到數字量的轉換,并通過多架份飛機產品的工程實際應用和連續(xù)驗證,為從模擬量傳遞到數字量傳遞的優(yōu)化和改進提供了可行性方案。
2 薄板前緣零件的模擬量優(yōu)化
2.1 模擬量傳遞產生的裝配問題
某變截面薄板前緣蒙皮零件如圖1所示,該產品采用規(guī)格為2024-T3-δ0.02in(1in=2.54cm)的薄板板材,其成形工藝流程為:初步滾彎成形零件外形——壓扳機壓形零件頂部弧度——手工修整外形。零件成形完成后,內外蒙皮中間膠接復合材料發(fā)熱元件,膠接組件經3次熱壓固化后,定型零件外形并進行裝配。該組件裝配過程中,要求前緣頂部與型架上肋位卡板底部的貼合間隙為0~1.0mm,局部間隙允許達到1.0~2.0mm。實際制造過程中發(fā)現,蒙皮零件經過膠接后,組件發(fā)生變形并呈現拱形形態(tài),即裝配時零件兩端能夠較好地貼合工裝型架,但零件其他區(qū)域與型架肋位卡板存在一定間隙,局部間隙超過2.0mm,已無法滿足設計要求,組件裝配示意圖及其與型架肋位卡板的貼合間隙如圖2及表1所示。
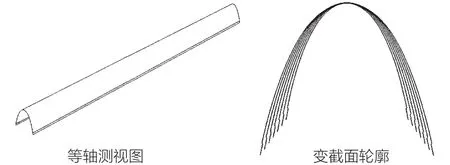
圖1 變截面薄板前緣蒙皮零件示意圖
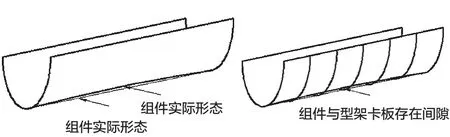
圖2 組件裝配示意圖

表1 組件與型架肋位卡板的貼合間隙 (mm)
由表1所示測量結果可以看出,組件與型架呈現兩頭貼合,向中間過渡間隙逐漸增大的趨勢,實測間隙值已超出前緣頂部貼合間隙為0~1.0mm,局部間隙允許達到1.0~2.0mm的產品要求。
2.2 模擬量傳遞的改進思路
針對該組件出現的裝配問題,追溯組件交檢時發(fā)現,膠接組件按切外樣板檢驗膠接后的組件外形,檢驗位置與裝配型架肋位卡板所在的位置對應,其檢測結果見表2,檢測數據在0~1.0mm區(qū)間內波動,未超出產品間隙控制要求,表明各肋位位置零件外形符合設計要求。
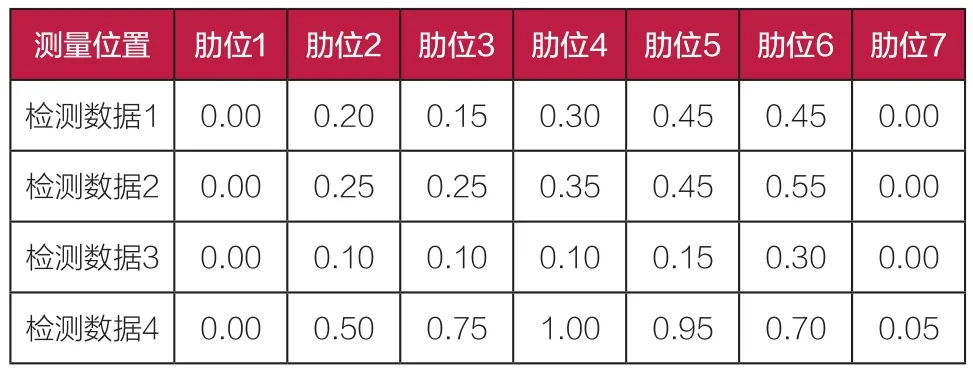
表2 切外樣板檢測零件外形數據 (mm)
組件與型架肋位卡板貼合間隙結果顯示,間隙值超差的主要影響因素為零件頂部形態(tài),進一步分析發(fā)現,組件頂部直線度主要由零件成形工裝進行控制,即制造工裝直線度是保障零件頂部直線度的最終依據,膠接過程不對頂部直線度產生實質性影響。根據制造工裝的反切內樣板標示的百分位位置,首先對零件成形工裝進行直線度測量,并通過模擬補償零件厚度后,協調檢查組件交檢反切外樣板與工裝對應位置的間隙情況,其結果見表3和表4。

表3 工裝各百分位位置直線度測量結果

表4 組件交檢反切外樣板與工裝對應位置的間隙值 (mm)
表3和表4所示結果表明,工裝與組件交檢依據存在不協調。為進一步測量各制造依據間的誤差情況,將原始結構模線與各制造依據間的公差進行對比。檢查結果表明,工裝制造依據、裝配型架制造依據、組件交檢依據與結構模線符合性在公差要求范圍內,但各制造依據相互之間無相互協調關系,即各制造依據存在較大協調誤差,局部誤差可達0.5mm。
2.3 數字量傳遞的實現路徑
飛機產品制造依據之間存在協調誤差,如何避免這些誤差累積并統一各制造環(huán)節(jié)依據的唯一性,其關鍵是傳遞數據的一致性,即解決從模擬量傳遞到數字量傳遞轉化的問題。工裝是保證零件頂部直線度的主要因素,本文從保證工裝直線度為出發(fā)點,并結合模具制造中采用的逆向工程技術,對產品模具的制造和設計環(huán)節(jié)進行對比。
2.3.1 模線樣板到產品數模的構建
為了獲得產品三維數模,實際中將零件對應工裝的制造依據(反切內樣板)進行數據掃描,從而獲得零件端面的二維CAD數據圖,根據零件母線為直線的特點,通過掃描數據構建出零件的初始三維數字化模型,如圖3所示。

圖3 零件的初始三維數字化模型
由于模線樣板誤差較大,直接構建的三維數模與設計尺寸存在一定偏差,因此需結合設計圖紙尺寸要求,對已獲得的CAD數據進行二次優(yōu)化,并驗證各尺寸數據與設計數據的符合性。通過不斷優(yōu)化和調整初始三維數字化模型,最終建立典型零件的三維數字化模型,本文選取對象對應的最終數字化模型如圖4所示。
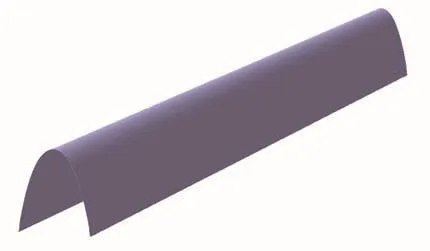
圖4 典型零件的三維數字化模型
2.3.2 產品數模轉化為工裝實物
將已構建的零件三維數字化模型作為零件制造工裝設計的原始依據,設計出如圖5所示的數字化工裝數模,采用數控加工技術制造工裝,并對工裝型面進行計量。計量結果顯示,工裝型面公差及直線度公差均在0.15mm以內。
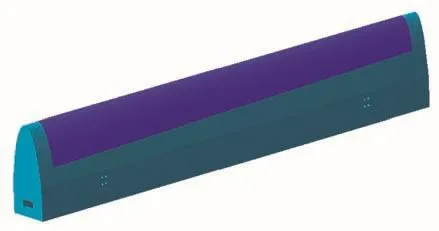
圖5 數字化工裝數模
2.4 驗證結果與推廣
按初步滾彎成形——壓扳機壓形零件頂部弧度——工裝手工修整外形的既定工藝流程,采用新工裝制造3件典型試驗件,經膠接成形組件后按切外樣板檢驗,其檢測結果見表5。
交檢結果均滿足組件外形控制要求,組件在裝配型架進行裝配時,1項前緣組件頂部與型架肋位卡板的間隙值控制在1.5mm以內,2項組件間隙值實測在1.0mm以內,其實測數據見表6。
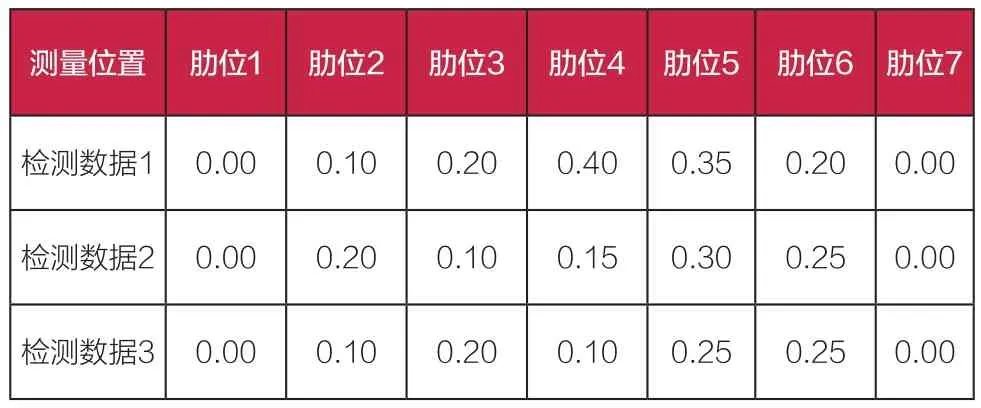
表5 切外樣板檢測零件外形數據 (mm)
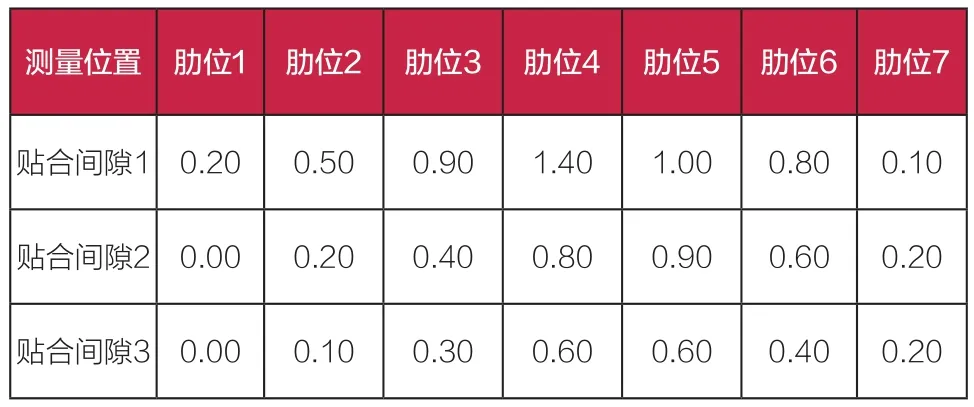
表6 組件與型架肋位卡板貼合間隙 (mm)
表6數據表明,組件外形與設計理論數據的符合性得以提高,產品超差數據降低超過1.0mm,驗證了該方法的可行性。為了更加深入地驗證連續(xù)投入產品質量的穩(wěn)定性,在原有3件試驗件基礎上,增加9件試驗件投入。經過多架次的產品裝配驗證,膠接后組件與型架肋位卡板的實測間隙基本控制在1.0mm以內,最大局部間隙值為1.6mm,證明了本項目實施的正確性,表明數字量傳遞能夠有效地降低產品質量超差,提高零件制造質量。
根據本文選取典型零件的驗證結果,采用相同的逆向工程技術,將其應用在另外2項同類型薄板前緣零件中進行建模設計,依據獲得的三維數字化模型設計和加工零件制造工裝,并驗證工裝制造零件的外形數據和裝配數據。數據結果同樣表明,零件對應組件的驗證結果與本文選取典型零件的驗證結果一致,即該方案能夠解決基于模擬量傳遞零件的裝配超差問題,為經實際驗證的前緣類薄板蒙皮零件的改進提供了可行性方案。
3 結束語
本文引入逆向工程技術,探究傳統模擬量傳遞造成的裝配誤差解決方案,對傳統模擬量傳遞的飛機產品制造進行改進和優(yōu)化,通過建立零件的三維數字化模型,設計零件對應的數字化工裝數模,并采用數控加工制造工裝和數字化檢測技術驗證工裝與數模的符合性,獲得了型面制造精度較高的工裝實物。通過成形連續(xù)多架次的典型試驗件及連續(xù)多架次的裝配驗證,驗證產品最終狀態(tài)與設計要求的符合性,獲得了較好的試驗數據,并且得到以下結論:(1)逆向工程技術建立的數字化模型能夠有效避免各制造依據間存在的協調誤差,并能夠有效降低各環(huán)節(jié)的誤差累積,本文選取的實驗對象的超差值降低在1.0mm以上,產品質量改善明顯;(2)數字量傳遞能夠有效降低模擬量傳遞造成的工程問題,并從源頭確定了各制造依據相互協調的一致性;(3)從模擬量傳遞變?yōu)閿底至總鬟f能夠提高零件成形工裝的制造精度,進而提高零件的成形精度。
