窩孔沖壓成形問題解決方案
2019-07-04 06:55:08張應生
模具制造 2019年5期
張應生
長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心(河北保定 071000)
1 引言
目前國內汽車車門內板鎖孔多為窩孔結構,模具基本上都采用了沖孔及成形復合的結構方式。傳統的工藝結構,鎖孔在沖孔的時候是凸模強制拉裂鈑金件產生鎖孔,在沖孔的時候凹模刃口不參與工作;另外,在沖鎖孔時,因兼顧沖鎖舌的條形孔,所以凸模與工件一般都有5°的角度。以上兩方面原因導致在沖鎖孔時凸模容易偏折及折斷。車門內板上的鎖孔基本全部采取V型沉孔的結構,根據沖壓工藝需求,只能采用側沖、側翻孔的工藝,但在窩孔沖壓成形過程中,頻繁出現沖孔毛刺、窩孔整形不到位置、位置度差等問題,導致后工序模具需要單獨維修,裝配困難。保證窩孔沖壓成形的制件精度及產品品質,也就成了降低生產成本的一個重要環節。
2 現行的窩孔成形原理及常見問題
2.1 工藝方案及成形原理
目前國內主要的工藝方案是將沖孔及整形設置在一個工序,通過對凸模、凹模套等部件結構的變更,達到一次沖壓完成沖孔及整形兩種功能的目的。沖壓開始后,凸模前端凸起刺中板料保證板料與凸模的相對位置,同時起到沖孔完成后防止廢料沾連凸模的功能,沖孔凸模刃口與凹模套對應刃口完成沖孔工序,凸模后側整形凸模與凹模套對應位置完成窩孔整形功能,如圖1、圖2所示。
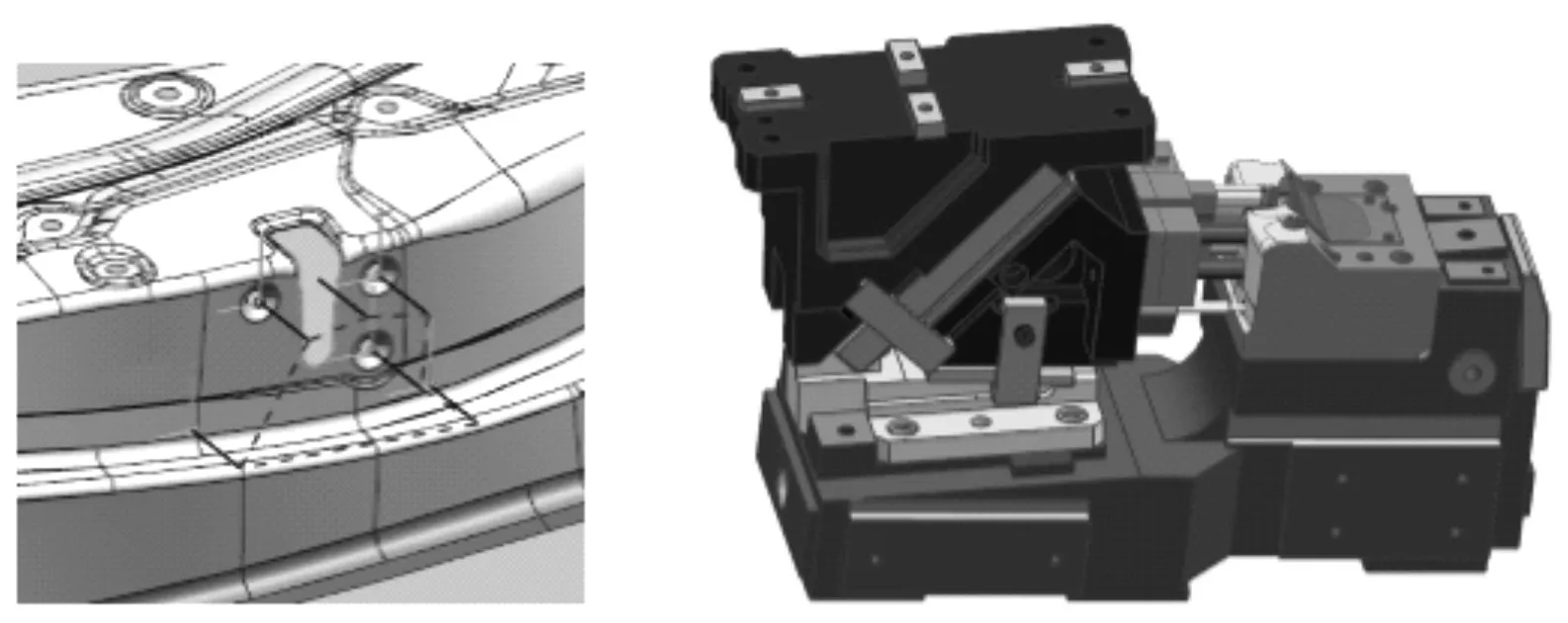
圖1 常規窩孔沖孔整形工藝方案及結構形式
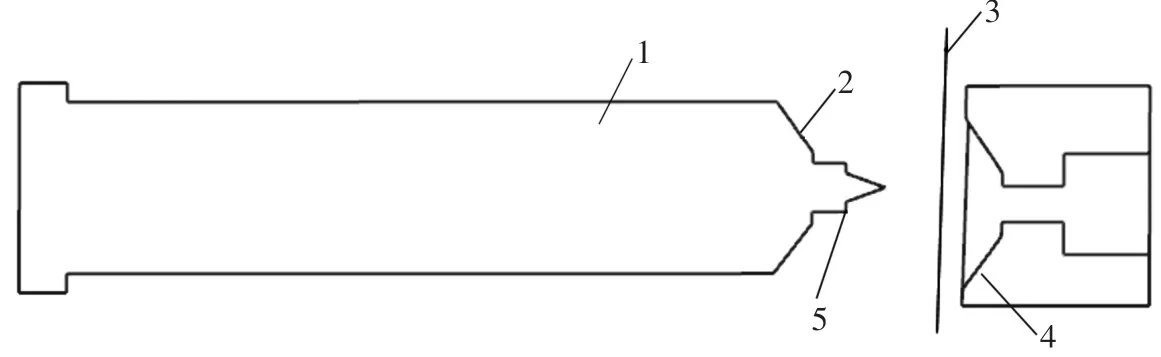
圖2 常規窩孔沖孔整形結構實現原理圖1.凸模 2.整形凸模 3.制件 4.凹模套 5.沖孔凸模刃口
2.2 常見問題
針對門內板鎖孔的沖壓成形,目前大部分生產廠家采用的是上述工藝方案,從圖2中可以發現,當凸模接觸板料時,凹模套刃口位置仍然與制件有一定的距離,導致在沖孔時凹模套無法對板料位置進行符型支撐,沖孔周圈位置發生潰縮變形,沖孔開始時,制件的潰縮變形也在同時發生,所以制件的沖孔過程是在板料的潰縮變形的過程中進行的。這樣當沖孔完成后沖孔毛刺就不可避免的產生了,如圖3所示。由于沖孔的直徑較小,不能使用頂料銷,為防止廢料粘附在凸模上,再沖裁時導致凸模折斷,同時還會在凸模位置設計小錐體,而在實際生產調試過程中,制件該位置依然出現嚴重的沖孔帶料現象(見圖4)及翻孔后窩孔開裂等問題。出現此類問題后只能依靠現場人員調試,嚴重影響項目周期,提升生產成本。
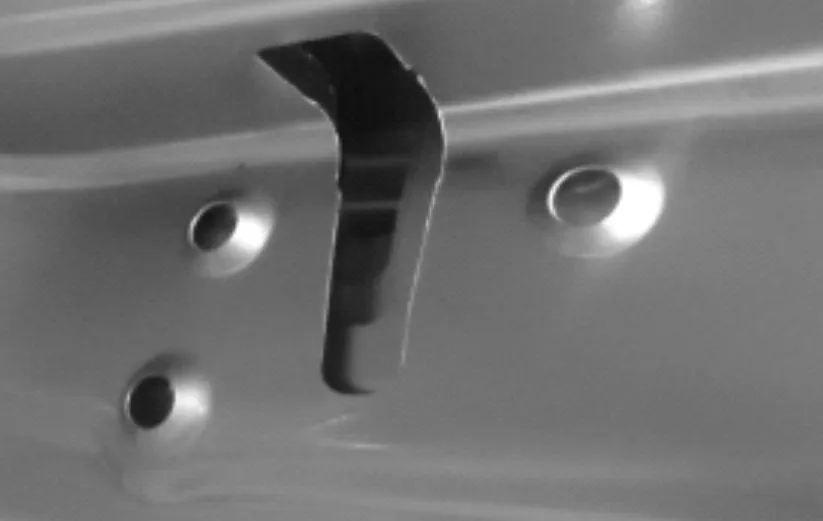
圖3 沖孔毛刺

圖4 沖孔帶料
有人曾提出采用反向沖孔結構方案,即將凸模設計在凹模套內部,將廢料沖向整形凸模內部(見圖5),但由于采用反向沖孔后,制件廢料會隨著斜楔及上模回程運動導致廢料飛濺,無法有效的進行廢料收集,而且廢料在凸模內部發生的堵料現象不能及時發現,故應用較少。
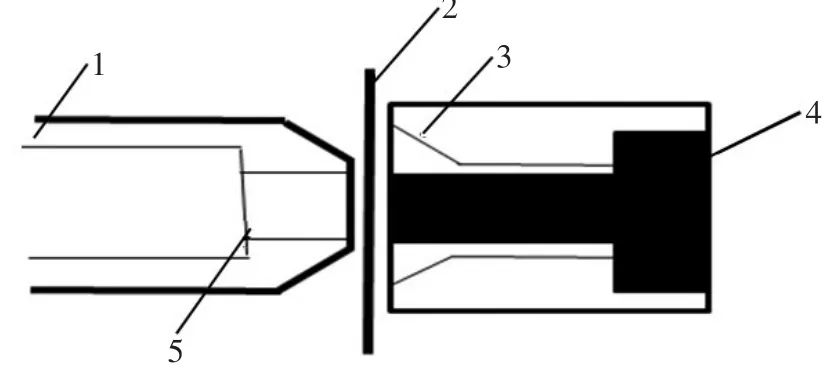
圖5 廢料沖向整形凸模內部1.整形凸模 2.制件 3.整形凹模 4.沖孔凸模 5.沖孔凹模
3 窩孔沖壓成形解決方案
3.1 工藝排布
該解決方案將窩孔的沖孔及整形工序進行分離,將沖孔工序分配在OP20(見圖6),整形工序分配至OP40(見圖7),這樣就將窩孔的沖孔整形分解成單獨的沖孔與整形,有效地避免了在沖孔時是由于整形凹模不符型導致的沖孔毛刺、整形開裂等問題的發生。
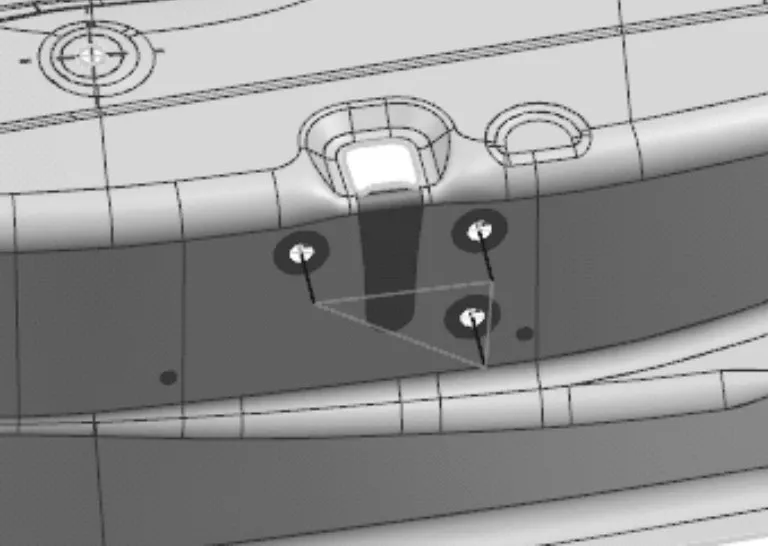
圖6 OP20工藝方案
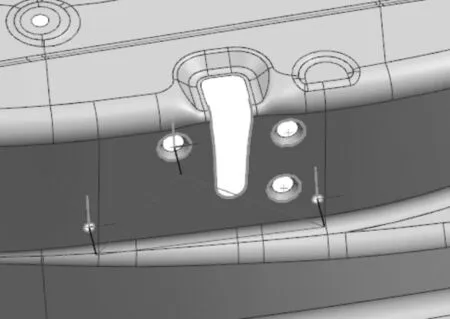
圖7 OP40工藝方案
3.2 模具結構及設計注意
(1)OP20結構方案。
下模沖孔位置設計鑲塊,后側設計斜楔驅動安裝位置,如圖8所示。上模設計修邊鑲塊及斜楔安裝位置,在鑲塊下方設計斜楔讓位,保證斜楔在進行沖孔時有足夠的避讓空間(見圖9),壓芯位置按正常標準設計凸模過孔及修邊壓料輪廓。
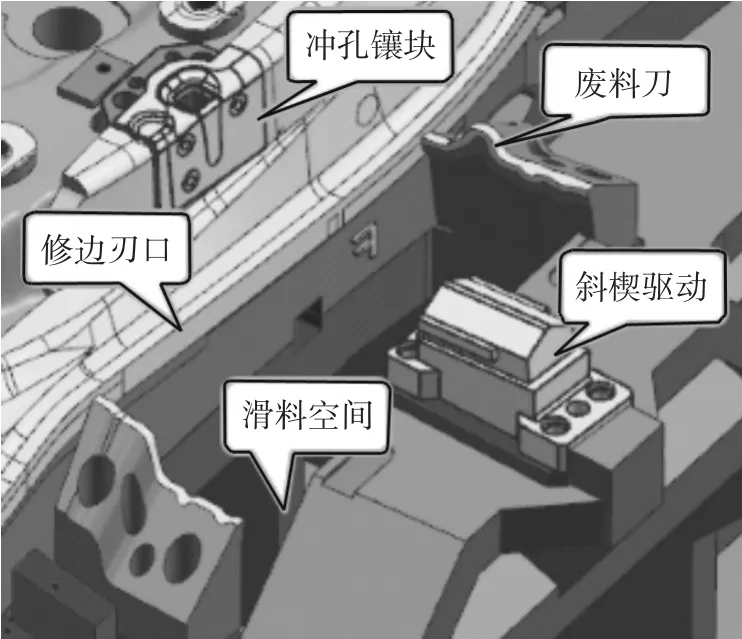
圖8 OP20下模結構
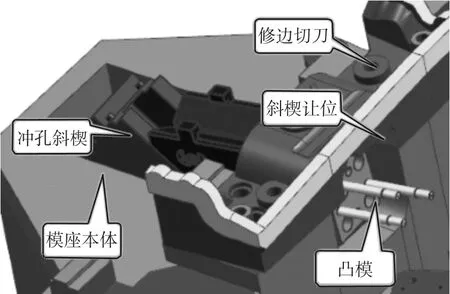
圖9 OP20上模結構
(2)OP40結構方案。
由于制件對窩孔整形后產生負角,下模與普通方案一致均需采用非標斜楔結構,以保證沖壓完成后正常取件,不同的是,整形鑲塊不需要設置漏料孔。簡化了該位置的鑲塊結構,如圖10所示,上模采用標準斜楔+整形凸模的結構,可以有效的節約模具空間,如圖11所示。
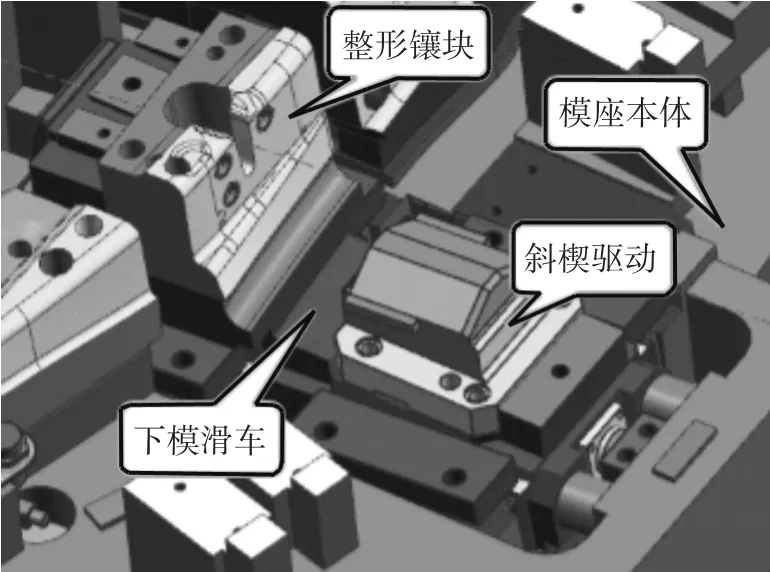
圖10 OP40下模結構
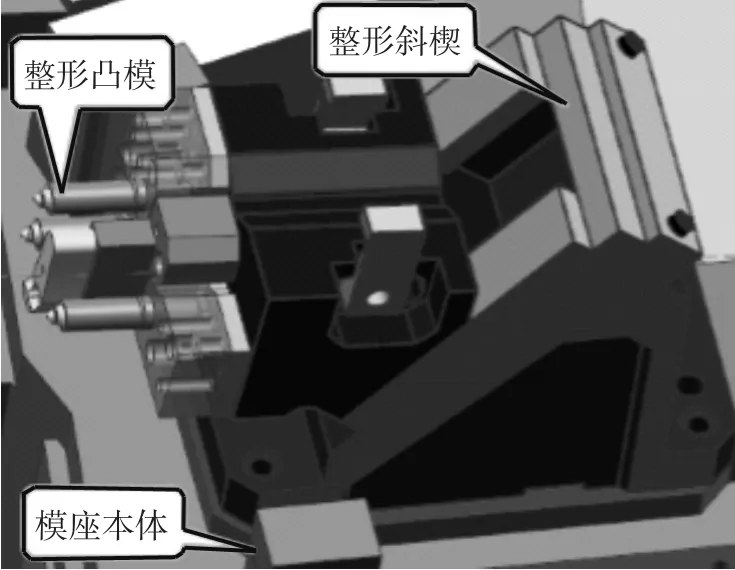
圖11 OP40上模結構
3.3 特殊點識別
(1)OP20工序需確認沖孔位置與修邊位置在沖壓方向上的距離(見圖12),以保證上模修邊鑲塊有足夠的生產強度。避免因鑲塊強度不足造成的生產停線,這是窩孔沖壓新工藝實現的基本要求。
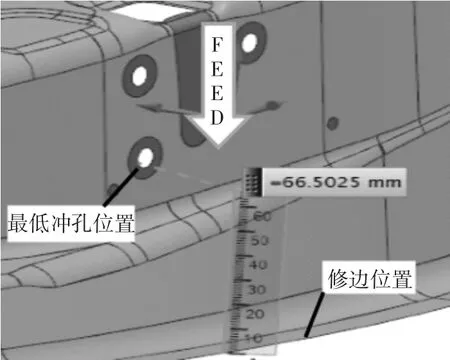
圖12 沖孔位置與修邊位置在沖壓方向上的距離
(2)OP40工序整形凸模采用組合設計,其尾部采用與標準固定座配合的尺寸設計,這樣在生產現場可以實現快速更換,并能有效地降低制造成本。整形位置后期根據制件要求加工型面,保證整形精度,如圖13所示,在整形凸模前端設計導入斜角及定位直邊(見圖14),保證整形開始時沖孔位置與整形凸模的相對位置度。
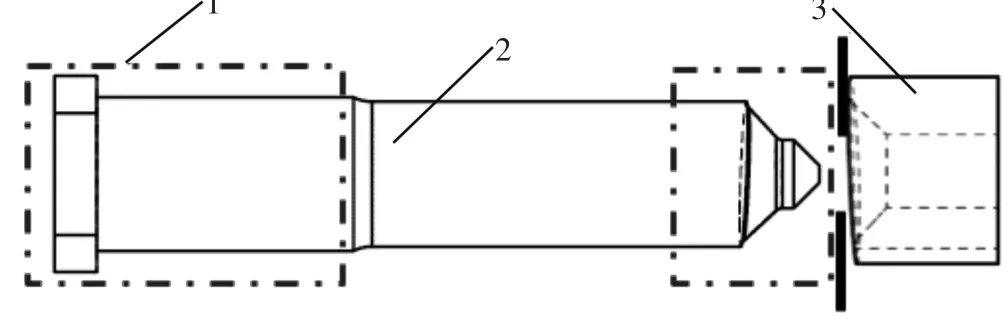
圖13 整形凸模整體結構1.采用標準固定座配合尺寸 2.整形凸模 3.整形凹模
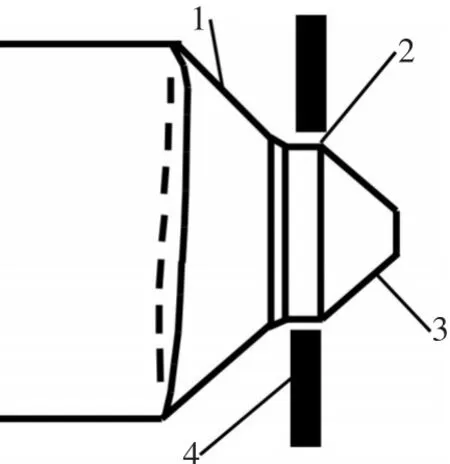
圖14 整形凸模前端結構1.整形型面 2.凸模定位直邊 3.凸模導入斜角 4.OP20沖孔制件
4 效果驗證
經過在車間現場門鎖安裝孔位置驗證后反饋,按新的工藝及結構方案執行后,已成功地解決了原工藝方案中沖孔整形工序存在沖孔帶料及整形開裂等問題,而且有效地減少了該位置的調試次數,降低了調試成本,為后期窩孔沖壓成形提供了更優的工藝及結構方案。
5 結束語
本文主要針對沖壓模具中門鎖孔等窩孔沖壓傳統工藝方案中存在的問題提出了一種新的工藝及結構方案。采用新方案后,不僅有效的杜絕了傳統方案中產生的沖孔毛刺、帶料、整形開裂等問題,同時有效的降低了模具的調試成本及整改周期。目前該方案應用車型已進入量產階段。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
