鍋爐脈沖式安全閥誤動作事故分析和解決
2019-07-04 09:43:38陳永凡
設備管理與維修 2019年5期
陳永凡
(吉林石化公司動力二廠,吉林吉林 132001)
1 原理、結構及功能簡介
安全閥是鍋爐重要的安全保護裝置,其作用是當鍋爐蒸汽壓力超過預設安全壓力值的時候,能自動開啟向外排汽降壓,當蒸汽壓力下降至略低于安全壓力值的時候,又能自動關閉,從而保護鍋爐的安全運行。動力二廠1#和2#鍋爐為東方鍋爐廠制造的DG-220/9.8-8型高溫、高壓自然循環鍋爐,每臺鍋爐裝配安全閥2臺,分別為飽和蒸汽安全閥和過熱蒸汽安全閥,相關參數見表1。
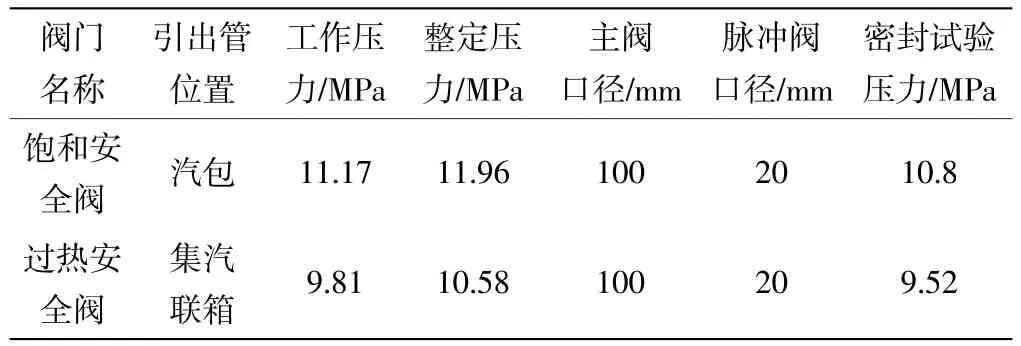
表1 安全閥相關參數
1#爐、2#爐配備脈沖式安全閥,由主安全閥及脈沖閥組成,兩者通過導壓管連接,其本身為一種直接載荷式安全閥,主安全閥的開啟受脈沖閥控制。鍋爐正常運行時,主閥密封面被高壓蒸汽壓緊、嚴密關閉。當汽壓超過安全閥整定值時,脈沖閥打開,蒸汽通過導壓管道進入主閥活塞上方。由于活塞與主閥密封面受壓一樣,當活塞受力面積大于主閥密封面時主閥打開,開始排汽泄壓,當壓力下降到一定數值時,脈沖閥關閉,活塞上方的汽源切斷,而主閥得以關閉(圖1)。
2 校驗與現場熱調修正
按照TSG ZF001—2006《特種設備技術規范》,定期校驗安全閥,一般每年至少一次,以保證其整定壓力和密封性能滿足要求。
工廠安全閥由企業內部建修公司統一承擔校驗任務,采用常溫條件下在校驗臺上校驗,以水為介質校驗測出整定壓力值。但實際情況中,安全閥的整定壓力受現場高溫環境影響,常溫下檢測參數與實際參數有一定誤差。這是因為安全閥各運動部件受熱膨脹,材質不同、膨脹系數不同、改變了運動間隙,且彈簧在高溫狀態下和常溫狀態下受力特性也有變化。因此,校驗值需要在運行實際工況下進行修正。每年鍋爐系統檢修完成后的啟爐時,都對脈沖安全閥進行熱調修正。

圖1 2臺并排的主閥
3 事故簡介
2016年7月9日,1#爐現場突然傳出蒸汽外泄的響聲,鍋爐壓力下降(過熱蒸汽壓力9.6 MPa,飽和蒸汽壓力10.58 MPa)降至(過熱蒸汽壓力8.87 MPa,飽和蒸汽壓力10.27 MPa)。爐膛負壓無波動,經現場檢查,確認為1#爐飽和蒸汽安全閥誤動作,關閉飽和蒸汽脈沖閥隔離閥后,鍋爐汽壓恢復正常。
經查自投運至今,1#爐、2#爐過熱蒸汽安全閥和飽和蒸汽安全閥,經常出現誤動作情況。誤動作之后,需要關閉隔離閥才能使主安全閥關閉。說明1#爐、2#爐安全閥一直存在運行安全隱患(圖2)。
4 原因分析
4.1 拆檢情況
事件發生后查驗檢修記錄,安全閥曾隨鍋爐本體一起進行水壓實驗,經過嚴密性實驗檢查無異常。關閉隔離閥后主閥關閉嚴密,檢查儀表部件無異常,確定為脈沖閥異常啟跳。
對脈沖閥進行全面檢查,儀表電磁部分連接正常,閥門法蘭結合面平整,連接螺栓及螺帽無裂紋、絲扣無損壞。拆卸杠桿開口銷子及杠桿,檢查檔銷無異常折斷或磨損。

圖2 脈沖安全閥
拆卸閥口,檢查閥瓣及閥座的結合面光潔度良好,未見密封面損傷,著色檢查密封面接觸均勻,接觸面積超過2/3,符合要求。
拆解閥帽,彈簧壓力調整螺帽鎖緊螺母出現明顯松動,測量盤型彈簧工作長度,及對應調整螺母相對位置,與之前檢修記錄作比較,發現位置向上位移動8~9 mm,絲杠兩螺母連接部位螺紋灰層分界線明顯。詳細檢查彈簧,其剛度測定正常,垂直傾斜偏差未超過2 mm,兩端不平行偏差未超過1 mm。對照數據,自由高度未低于原始高度的1%。
4.2 原始熱調方法
工廠對于此類安全閥,之前一直采用人工現場熱調方法,具體為熱調施工單位在啟爐時候進入現場做相關準備工作,當鍋爐壓力升高到安全閥啟跳壓力的時候,手動開啟隔離閥,拆卸脈沖閥頂部鎖緊螺母,對調整螺母進行調節,同時聯系現場確認壓力,注意觀察安全閥排水管是否有出水情況,當達到起跳壓力時,排水管首先出水,然后蒸汽隨連接管路到達主安全閥活塞上方,隨之引發主安全閥啟跳。屆時需要由專人馬上關閉隔離閥,實現主安全閥回座,并再次聯系核對起跳壓力做好記錄。待彈簧冷卻后開啟隔離閥完成熱調工作。
人工現場熱調安全閥存在著一定弊端:首先,主安全閥跑陀為高壓蒸汽實跑,易沖刷閥口,造成主閥關閉不嚴的情況;其次,關閉隔離閥和調整調節螺母操作人員相關工作有一定延遲,存在的誤差一般較大;最后,實際跑陀因彈簧受熱影響只能操作一次,數值多少即多少,無法進行修訂。
4.3 具體原因分析
(1)施工人員經驗不足,未及時固定好鎖緊螺母。在安全閥校驗過程中,對鎖緊螺母備帽實施預緊力不夠,導致鎖緊螺母松動。
(2)爐本體運行中存在振動情況,致使鎖緊螺母備帽松動。對鍋爐本體振動,會造成安全閥鎖緊螺母備帽松動的情況預判不足。
(3)閥門鎖緊螺母沒有定位卡鐵或防松頂絲結構設計,導致備帽松動后鎖緊螺母發生位移。
5 改進措施
鑒于主安全閥經常啟跳會造成密封面沖刷,使安全閥不嚴。長時間操作會產生嚴重泄漏情況,且由于人工熱調必須配合鍋爐點爐時,升滿壓力放空進行,平時操作不具備實施條件。而在生產過程中,一旦出現安全閥突跳,在沒有在線檢測技術的情況下,無法確定其整定壓力是否發生變化。為了不影響生產,只能將突跳安全閥鎖死,使之無法開啟,或關閉隔離閥解列安全閥。直至下一個檢修周期后的啟爐時間段,才能重新進行校驗投運。這期間安全閥也就失去了安全作用,使鍋爐帶隱患運行,因此必須對其進行技術調優。
經過分析,認為避免安全閥異常啟跳,必須采取以下2個措施。
5.1 從結構上提高閥門自身安全性能
最理想的方法是將原安全閥更換為全量型安全閥。從結構形式上看,采用全量型安全閥的方法效果較好,結構簡單,能避免脈沖安全閥的信號延遲,減少啟跳環節,而且更加準確可靠直接。但是由于全量型安全閥采購價格較高,而且安裝時相關管道及附件需要改動較多,耗費的人力、物力也較大,因此還是從脈沖閥的結構上著手。
考慮到固定安全閥調整螺母備帽,避免松動導致彈簧緊力發生變化。經過詳細研究,在安全閥帽頭內安裝卡鐵,用以固定調整螺母備帽,使之即便發生松動情況,螺帽受卡鐵限制也不會發生位移,引發彈簧預緊力的變化,徹底解決了該問題發生的可能。
5.2 更改熱調方法提高安全閥整定壓力準確性
鑒于人工熱調存在諸多缺點,改用在線調試方法進行調試,其系統由機械連接部件、液壓控制系統、電腦測量系統3部分組成。通過現場鍋爐的基礎壓力值、安全閥有效密封面面積,計算調整安全閥開啟時的附加外力,就可以得出安全閥的開啟壓力值。啟爐時將壓力升至爐本體70%左右負荷后即可實施檢測,通過安裝儀器改變彈簧預緊壓縮量來對整定壓力進行調整。
由于可以進行連續多次調整測量,可滿足所測出的數值偏差不超過整定壓力1%的安全技術規范的規定,保證調整結果安全有效。而且因主閥閥門開啟時間僅為s,因此不影響工藝的正常點爐,安全性極強,對主安全閥密封面的傷害也可以降至最低。
6 后續改進工作
2017年初,對1#爐2臺安全閥實施在線熱調,經過一個周期運行,狀況良好未發生異常起跳情況。2018年,又對2#爐2臺安全閥實施在線熱調。目前,2臺鍋爐安全閥,再無發生異常起跳情況,徹底杜絕了同類事件發生。
