模切機跑規故障分析及維修
2019-07-04 09:43:40劉飛林
設備管理與維修 2019年5期
劉飛林
(湖南福瑞印刷有限公司,湖南長沙 410100)
0 引言
模切機廣泛運用于印刷企業,特別是在煙包印刷企業生產中發揮了巨大的作用。模切機跑規是設備維修過程中出現較多的問題,以博斯特SP102-SE模切機為例,分析模切機跑規原因及處理方法。
1 SP102-SE模切機工作原理
2 故障分析及處理措施
2.1 飛達走紙
(1)氣壓不足。飛達走紙有吸氣和吹氣動作,分別由負壓泵和壓力泵提供壓力,壓力不足會導致紙張走歪造成跑規現象。正常工況下,飛達壓力表值-0.06 MPa,負壓表讀數-0.04 MPa。如果壓力沒達到工藝要求值,需要檢修氣泵及氣路。
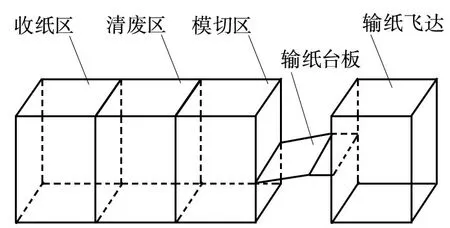
圖1 SP102-SE模切機模切流程
(2)飛達調節。飛達調節不當也是造成跑規的主要原因之一,特別是換牌后需更換相應的壓紙彈片,調節飛達踩腳的壓紙量,以保證輸紙平穩、整齊。另外,紙張變形也會引起走紙不暢,必須控制紙張存放環境的溫、濕度。
(3)飛達氣體分配轉子在不同的邏輯時間段分配真空,實現分紙吸嘴、遞紙吸嘴的真空開釋。保養時需取下用酒精清潔保養,長期未保養會造成供氣時序錯亂,走紙不暢。
2.2 輸紙臺板送紙
輸紙臺板負責將紙張從飛達傳輸到模切區進行模切,造成紙張跑規的原因主要有2點。
(1)壓紙毛刷位置和壓力調節不當。
(2)輸紙皮帶磨損,導致輸紙不暢。
解決辦法是調節送紙毛刷輪及輸紙輪,更換已磨損的皮帶。
2.3 前規側規定位
(1)側規拉力調節不當。側規拉力有粗調節和微調2個部分,先根據紙張克重進行拉力粗調,再調節拉紙彈簧進行拉力微調。
(2)前規處配置4個電子眼,紙張規格不同,使用的電子眼數量不同,一般同時使用2個。設備保養時用干布蘸酒精對前規檢測裝置進行清潔,并確保每次更換前規電眼時,安裝位置精確、有效。
2.4 模切區定位
(1)模切版在版框中固定不牢,模切過程中模切版移位,使模切刀線、壓痕位置不準確;解決辦法是重新校正并上牢模切版,重新套正模切規矩。
(2)模切版彈性模切膠條粘接位置距離模切刀過近,在模切刀兩側沒有對稱粘貼,彈性膠條受壓時產生側向力,使紙張移位,影響模切定位精度;解決方法是選擇合理的位置進行粘貼,彈性模切膠條距離模切刀的距離控制在()mm,并且對稱粘貼,可防止模切瞬間紙張移位。
(3)模切區牙排定位分一次定位和二次定位。一次定位在輸紙板和模切區連接處也稱叼紙定位;二次定位在模切區和收紙區連接處也稱為合壓定位。通過調整單個牙排和定位塊定位位置,改變紙張咬口的大小,實現單個牙排精度的調整。

圖2 牙排叼紙合壓定位原理
如圖2所示,牙排靠軸銷、復位彈簧、連接塊、防松螺母等與鏈條連接。復位彈簧發生斷裂或老化、軸銷和定位塊磨損、緊固螺母松動等情況都可能造成牙排與定位塊游隙變小,牙排與靠規定位部件的游隙間隔正常值為()mm。游隙超出正常范圍,牙排無法準確可靠地叼紙定位與合壓定位,造成跑規。解決辦法是及時修補或更換斷裂或老化的部件,以保證正常生產。
影響牙排準確定位的另一個因素是鏈條拉長。BOBST SP102-SE模切機有7根牙排和14段鏈條,鏈節用銷釘連接,長時間使用磨損會使鏈條自然伸長,影響輸紙牙排定位點位置,進而影響模切精度。解決辦法就是更換鏈接,廠家鏈接配件有-0.5,0,+0.5等3種型號,正常情況下使用0型鏈接。鏈條拉伸后,可采用-0.5型鏈接進行補償,如果換鏈接后還不能補償鏈條拉伸量,則需將鏈條整體更換。
3 結語
通過生產實踐,總結出模切規線跑動的主要因素。遇到模切跑規問題,需要做詳細的研究與分析,排查對模切精度產生影響的因素,節省維修時間,提高維修效率,保證模切機高速、高精度、高穩定性的運行狀態,為生產提供堅實的設備保障。
