邊刀柄的加工方案及應(yīng)用
2019-07-04 09:44:02趙金鳳
設(shè)備管理與維修 2019年5期
關(guān)鍵詞:方法
趙金鳳
(德州職業(yè)技術(shù)學(xué)院,山東德州 253034)
0 引言
在德州德工機(jī)械有限公司的業(yè)務(wù)實(shí)踐中,主要研究冷再生機(jī)零部件的加工和冷再生機(jī)的組裝。與公司導(dǎo)師合作,研究零部件的工藝流程,指導(dǎo)生產(chǎn)工人完成任務(wù)。其中比較典型的是邊刀柄零件,可以作為教學(xué)案例,研究較深。和企業(yè)導(dǎo)師邊研究、邊實(shí)驗(yàn),研究了車床和銑床零件加工的夾具,降低了生產(chǎn)成本,提高了生產(chǎn)效率。
隨著冷再生機(jī)設(shè)備的不斷更新、優(yōu)化,部分零部件也在更新。其中邊刀柄零件的結(jié)構(gòu)變化較大,邊刀柄是冷再生機(jī)挖路面的滾子上安裝刀具的零件,屬于孔系類零件(圖1)。該部件的平面輪廓相對(duì)容易加工,2個(gè)傾斜面及傾斜孔,調(diào)整不方便,并且不容易確保加工精度。因此,根據(jù)圖紙、結(jié)合工廠現(xiàn)有設(shè)備,選擇合理的加工方法和夾緊方法更為重要。利用現(xiàn)有設(shè)備,討論加工這些零件的加工方案。
1 邊刀柄的加工工藝分析
1.1 邊刀柄技術(shù)要求分析
1.2 邊刀柄結(jié)構(gòu)工藝性分析
邊刀柄零件有7個(gè)平面和3個(gè)孔組成,結(jié)構(gòu)較復(fù)雜,屬于板套類零件,也是孔系零件的一種。零件的輪廓不規(guī)則,有一側(cè)面為斜面,有2個(gè)斜面和2個(gè)斜孔,2個(gè)斜面位置、尺寸不同,需要2次調(diào)整,給工件的裝夾增加困難。

圖1 邊刀柄零件
2 加工邊刀柄的加工方案
在為每個(gè)加工表面選擇加工方法時(shí),應(yīng)保證加工表面的加工精度和表面粗糙度。通常,根據(jù)表面的加工精度和表面粗糙度選擇最終加工方法,然后確定加工方案。再根據(jù)加工方法選擇機(jī)床。
根據(jù)零件的技術(shù)要求,可以通過(guò)刨削和銑削完成平面加工方法。孔的表面粗糙度要求高,最終加工方法應(yīng)選擇鉸孔或鏜孔,以滿足要求。能滿足精度要求的加工方案有3個(gè):
方案1:選普通刨床、車床時(shí),粗刨底面及輪廓平面——半精刨底面及輪廓平面——粗精刨上平面—三孔加工(鉆孔—粗加工孔—半精加工孔—精加工孔)。
方案2:選擇數(shù)控銑床,粗銑底面及輪廓平面——半精銑底面及輪廓平面——粗銑上平面—半精加工平面—鉆孔—鏜孔(三孔依次加工)。
方案3:選擇鏜銑削中心時(shí),粗加工和精加工底面和輪廓平面—粗銑平面—鉆第一孔—鏜第一孔——粗精銑上斜平面—鉆第二孔—鏜第二孔——粗精銑上斜平面—鉆第三孔—鏜第三孔。
方案2和方案3相同,但機(jī)床不同,裝夾方法不同,所選夾具也不同。所以根據(jù)企業(yè)設(shè)備情況選擇加工方案,設(shè)備齊全的,再考慮加工效率和成本。
3 邊刀柄加工方案的應(yīng)用
3.1 在普通刨床、車床上加工邊刀柄
先在刨床上加工完所有平面,然后在車床上加工3個(gè)孔,因零件不規(guī)則,無(wú)法在車床的三爪或四爪卡盤(pán)上裝夾,需要設(shè)計(jì)專用夾具來(lái)裝夾工件。因?yàn)檐嚧矈A具圓盤(pán)上鉆有長(zhǎng)槽,可以使彎板上下移動(dòng),從而調(diào)整工件的中心,即使尺寸很小的工件都可以加工(圖2)。夾具體積小、重量輕,圓盤(pán)直徑只有350 mm,車削時(shí)轉(zhuǎn)數(shù)可以達(dá)到300~400 r/min,具備轉(zhuǎn)速高的優(yōu)勢(shì),同時(shí)使用此夾具加工可以節(jié)省工件的單件劃線工時(shí),降低生產(chǎn)成本。然而,這種類型的夾緊方法剛性較小,調(diào)整麻煩,加工精度差,只適合加工一些小型的精度要求不高的零件。

圖2 車床夾具
3.2 在數(shù)控銑床上加工邊刀柄
銑削底面平面及四周輪廓,然后安裝在銑床夾具上,先加工左邊的第一孔及上平面,然后通過(guò)微調(diào)裝置使零件右端上移,加工第二孔及平面,第三孔的調(diào)整方法同第二孔。銑床夾具結(jié)構(gòu)簡(jiǎn)單,裝夾方法剛性好,調(diào)整較方便,調(diào)整準(zhǔn)確,加工精度高(圖3)。但是該方法換刀次數(shù)多,手動(dòng)換刀、勞動(dòng)強(qiáng)度大,適用于加工精度要求高的零件。
《設(shè)備管理與維修》雜志2018年期刊上半月刊合訂本(共12本)已到,定價(jià):256.00元/套(不含郵局掛號(hào)費(fèi)60.00元),可快遞到付。欲購(gòu)者請(qǐng)與本刊發(fā)行部聯(lián)系。
地址:北京市朝陽(yáng)區(qū)北沙灘1號(hào)綜合樓6層
郵編:100083
聯(lián)系人:孫國(guó)華
聯(lián)系電話:010-64882260 010-64000280
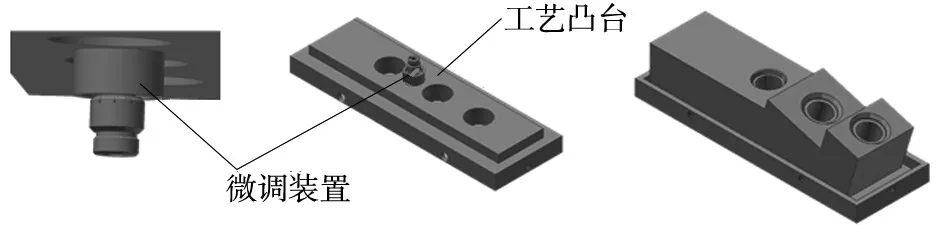
圖3 數(shù)控銑床夾具
3.3 在鏜銑中心上加工邊刀柄
鏜銑加工中心(復(fù)合機(jī)床),機(jī)床本身功能強(qiáng)大,主軸可立臥兩用,工作臺(tái)可旋轉(zhuǎn),斜面及孔不用專用夾具,通過(guò)主軸和工作臺(tái)的功能實(shí)現(xiàn)加工要求。省去制作夾具費(fèi)用,節(jié)省調(diào)整時(shí)間,減輕勞動(dòng)強(qiáng)度。并且加工精度高。除底面外,一次性裝夾是最理想的加工方案。但是機(jī)床昂貴,調(diào)整維修困難,適合精度要求高的大批量生產(chǎn)。
4 結(jié)語(yǔ)
邊刀柄的3種加工方案,經(jīng)過(guò)產(chǎn)品加工實(shí)驗(yàn):第1種方案效率高、精度較低,加工成本低;第2種方案效率較低、精度較第1種方案高,換刀頻繁,勞動(dòng)強(qiáng)度大;第3種方案效率高、精度高,對(duì)產(chǎn)品因精度低的零件加工成本偏高。在實(shí)際生產(chǎn)加工過(guò)程中,必須根據(jù)企業(yè)的設(shè)備條件和產(chǎn)品的精度要求合理選擇加工方案,才能達(dá)到提高效率、降低成本的目的。
征訂啟事
傳真:010-64014125
開(kāi)戶銀行:中國(guó)工商銀行北京東升路支行
帳號(hào):0200006209004633979
戶名:北京卓眾出版有限公司
電子信箱:pmegg@pme.com.cn
網(wǎng)址:www.pme.com.cn
請(qǐng)附詳細(xì)開(kāi)發(fā)票信息
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫(huà)報(bào)(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫(huà)報(bào)(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
