蜂窩分區掃描參數對SLM成形GH4169殘余應力的影響
2019-07-06 11:37:08劉全福趙冬冬宋國華代栓師錢遠宏
航天制造技術 2019年3期
劉全福 趙冬冬 宋國華 代栓師 錢遠宏
?
蜂窩分區掃描參數對SLM成形GH4169殘余應力的影響
劉全福1趙冬冬2宋國華3代栓師3錢遠宏3
(1.中國航天科工飛航技術研究院,北京 100074;2.濟源職業技術學院,濟源 459000;3.北京星航機電裝備有限公司,北京 100074)
為降低高溫合金在SLM成形過程中產生的殘余應力,以GH4169合金為研究對象,采用蜂窩分區掃描方法進行了研究,分析了激光功率、掃描速度、蜂窩邊長等主要工藝參數對樣件殘余應力的影響情況。實驗結果表明,在一定范圍內隨著激光功率的增加,殘余應力呈線性增加;隨著掃描速度的增加殘余應力先增加后減小;蜂窩邊長存在一個最佳取值范圍,過大或過小均會產生較大的殘余應力。
GH4169合金;激光選區熔化;蜂窩分區;殘余應力
1 引言
GH4169是一種能夠在 600℃以上及一定應力條件下長期工作的金屬材料,與其他合金相比具有優異的高溫強度、高溫抗氧化、高溫抗熱腐蝕和高溫抗疲勞等優點,被廣泛應用到航空航天領域[1]。目前GH4169合金主要采用鑄造和鍛造方式生產,鑄造工序簡單但易產生氣孔、夾渣、疏松等缺陷,后處理操作繁瑣;鍛造雖然可以消除部分缺陷,但是鍛造開模對個性化、復雜外形產品費用較高。近年來隨著3D打印技術的發展,一些學者將GH4169制造轉向激光選區熔化(SLM)技術。王海麗等人采用SLM技術研究了 GH4169 鎳基合金粉末的組織及力學性能[2]。杜膠義、陸超等采用激光選區熔化技術對GH4169成型過程的參數(掃描間距、掃描速度、激光功率)進行研究,得到了優化的工藝參數[3,4]。馬威對選區激光熔化GH4169成形件表面質量和致密度進行了研究[5]。尹燕等人對GH4169不同粉末粒度的選區激光熔化特性及成形件組織結構進行了研究[6]。然而在 SLM 過程中由于激光熱量較為集中,易造成溫度場的不均勻與不穩定,繼而使零件在成形過程中應力過大,易產生翹曲變形、開裂等缺陷。為了解決上述問題,一批學者、公司提出了棋盤格和條帶等分區掃描方法,并對產生的應力及組織進行了研究[7~9]。近期大連美光公司提出了一種蜂窩掃描技術(見圖1),該蜂窩由三個相鄰的菱形組成,該技術有效地降低了產品在打印過程中應力的產生,特別適合大尺寸結構件。本文針對SLM成形過程進行研究,以揭示蜂窩分區不同參數對GH4169合金殘余應力的影響情況。
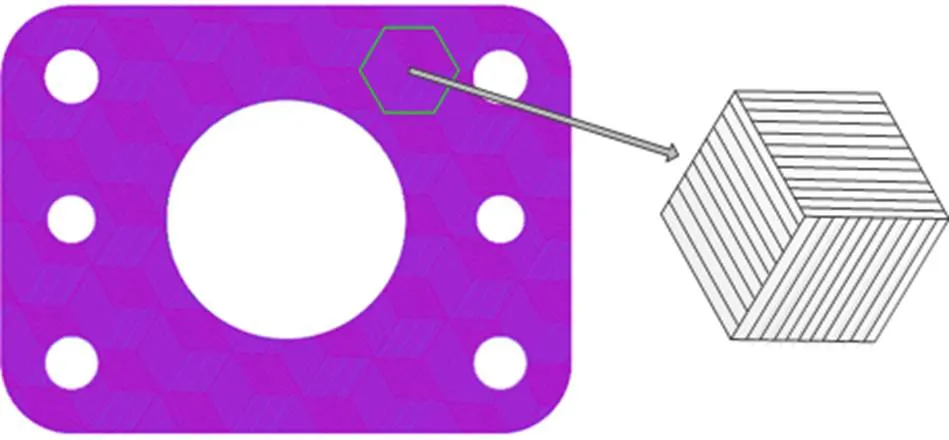
圖1 蜂窩分區掃描技術
2 試驗設備與材料
試驗設備采用由激光器、鋪粉裝置、氣體凈化裝置、送粉裝置等組成的自主化SLM裝備ASA-260M。它的最大成形尺寸為250mm×250mm×300mm,最大輸出功率500W,最大掃描速度1200m/s的武漢銳科光纖激光器,光斑直徑0.08mm。采用的GH4169工藝參數為:功率200~500W,掃描速度900~7000mm/s,掃描間距設為0.11mm,切片層厚0.04mm。試驗所用材料為GH4169合金粉末,粉末粒度為15~55μm,基材采用316L不銹鋼鋼板,粉末化學成分如表1所示。
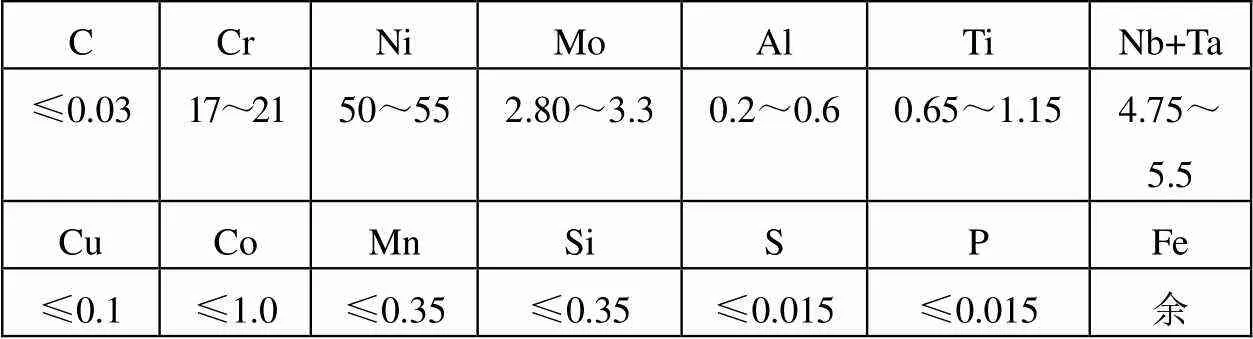
表1 GH4169合金粉末化成成分(質量分數,%)
3 實驗過程與分析
本實驗采用單一變量法研究蜂窩分區方式下主要參數:激光功率、掃描速度、蜂窩邊長對GH4169合金成形殘余應力的影響,并與條帶分區、棋盤格分區進行了比較。殘余應力采用邯鄲愛思特應力技術有限公司的X-350A型X射線法測量,每個測試點測三次取平均值;分層厚度為 0.04mm,初始角度為0o,每層旋轉67o。
3.1 激光功率對殘余應力的影響
成形試樣尺寸為:10mm×10mm×10mm,采用激光功率為200W、250W、300W、350W、400W、450W,掃描速度選取800mm/s、1000mm/s、1200mm/s,取樣點在試樣成形方向的中心位置。圖2表示在相同的掃描速度條件下不同激光功率對殘余應力的影響情況。由圖2可知,在其他工藝參數保持不變時,在一定范圍內隨著激光功率的增加,殘余應力顯線性增加。究其原因隨著激光功率的增加單位面積接收的激光能量密度越大,熔池的冷卻溫度梯度也越大,導致局部熱應力增大。
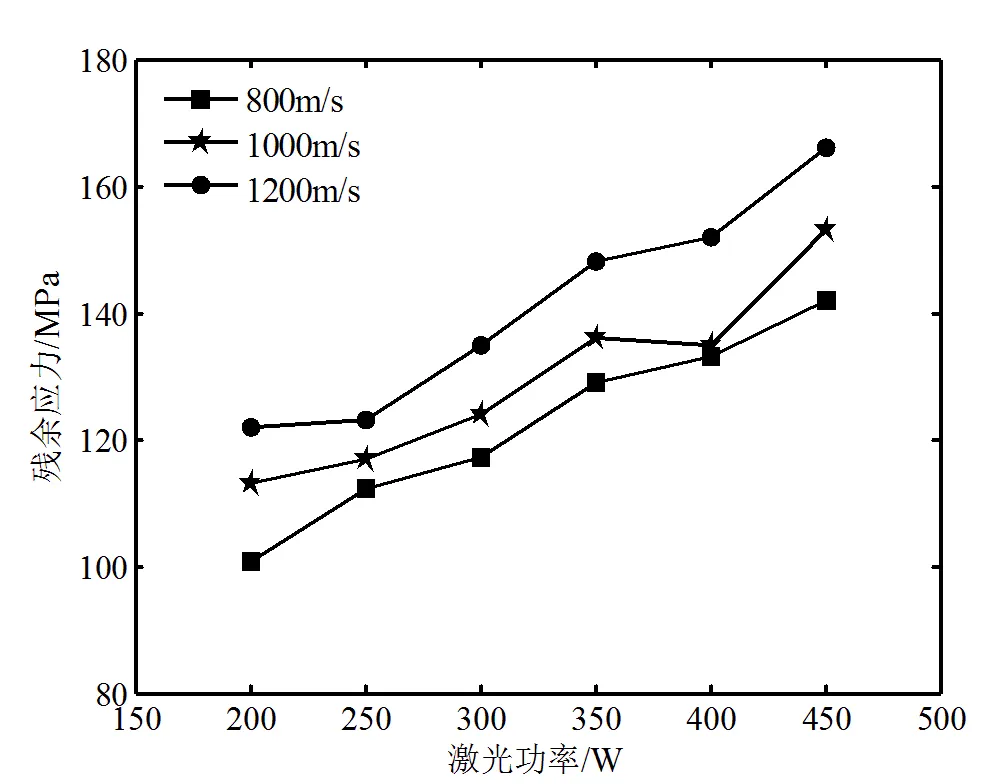
圖2 激光功率與殘余應力關系
3.2 掃描速度對殘余應力的影響
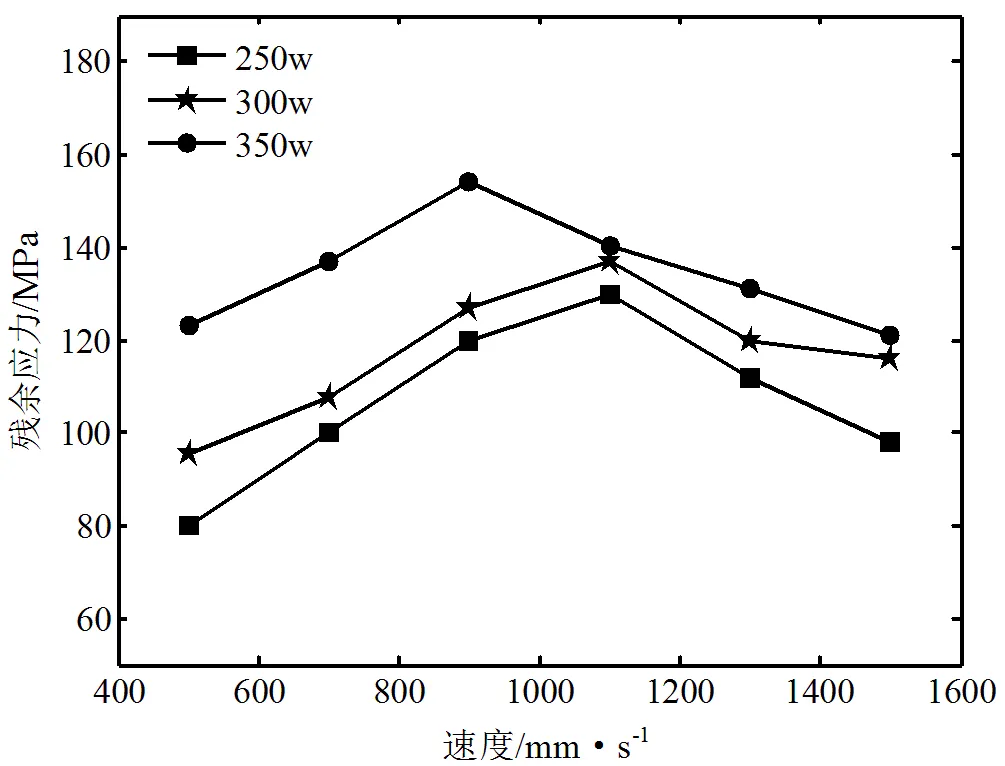
圖3 激光速度與殘余應力關系
為了研究蜂窩分區方式下激光掃描速度對樣件殘余應力的影響,分別選取激光功率250W、300W和350W,掃描速度在500~1500mm/s范圍的試樣 18 件。成形試樣尺寸為:10mm×10mm×10mm,測試點是試樣成形方向的中心位置。由圖3可知在功率一定的情況下,隨著激光掃描速度的增加,殘余應力先增加后減小,在掃描速度1100mm/s附近達到最高值。其原因是初始激光速度慢,粉末吸收的能量遠大于材料熔點,造成熔道較寬和熔池較深,熔池易夾雜未熔化粉末,導致熔池內部缺陷較多。隨著激光速度繼續增加當粉末吸收的能量等于激光輸入的能量時,此時熔池致密度最高,殘余應力最大。當激光速度繼續增大時粉末吸收的能量不足,粉末未完全熔化,也導致致密度和殘余應力下降。
3.3 蜂窩邊長對殘余應力的影響
為了研究蜂窩邊的長短對成形過程中殘余應力的影響,分別選取蜂窩邊長為2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm和20mm的網格進行分區處理。成形試樣尺寸為:30mm×30mm×30mm,測試點是試樣成形方向的中心位置。工藝參數為:激光功率310W,掃描速度980mm/s,層厚0.04mm,圖4表示不同蜂窩邊長對殘余應力的影響情況。由圖可知隨著蜂窩邊長的增加殘余應力先減小后增加,在8~12mm范圍內殘余應力較小。這說明在SLM成形過程中,掃描線段的長短與激光的開關光延遲具有直接關系,當開關光延遲設置一定的情況下對短線段掃描較為敏感,線段越短,開關光延遲誤差越大造成的熱量累積越多,殘余應力越大。較長的掃描線則是因為大幅面在凝固過程中收縮較大造成較大的殘余應力,因此存在一段最佳的掃描線長度范圍。
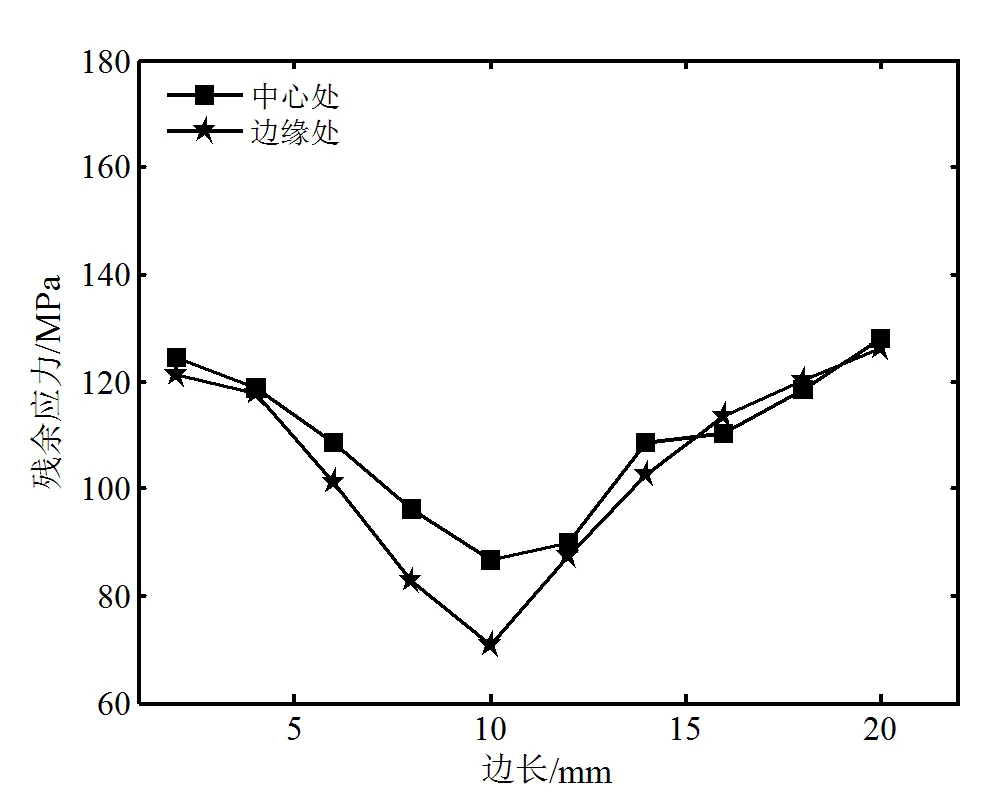
圖4 蜂窩邊長與殘余應力關系
3.4 分區方式對殘余應力的影響
為了比較蜂窩分區、條帶分區和棋盤格對樣件殘余應力的影響情況,選取成形試樣及其尺寸如圖5所示,樣件水平方向設為軸方向,每隔10mm取樣點進行測試,采用上述三種分區方式成形樣件如圖6所示。工藝參數為:激光功率305W,掃描速度975mm/s,鋪粉層厚0.04mm,蜂窩邊長、條帶間距和棋盤格邊長均為5mm。圖7表示在不同分區方式對殘余應力的影響情況。從圖可以看出通過分區在軸方向產生殘余應力分布較為均勻,條帶分區產生的殘余應力比棋盤格和蜂窩分區稍高些,說明條帶分區不太適合大尺寸樣件打印。蜂窩分區雖然和棋盤格分區產生的殘余應力大體一致。
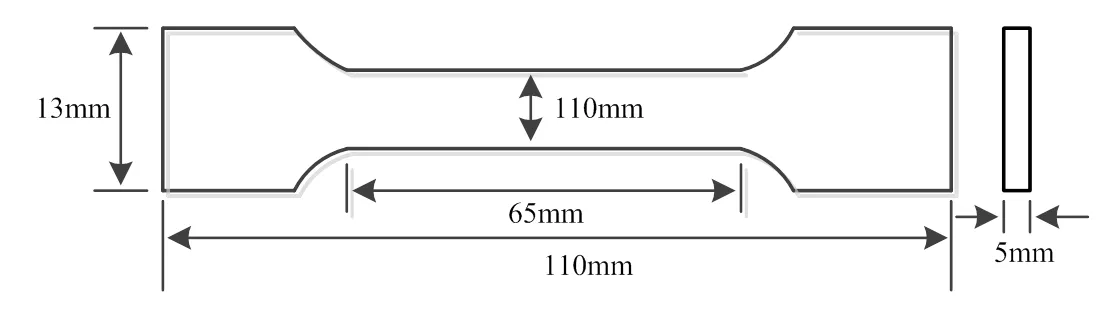
圖5 測試試樣設計示意圖

圖6 不同分區方式成形樣件
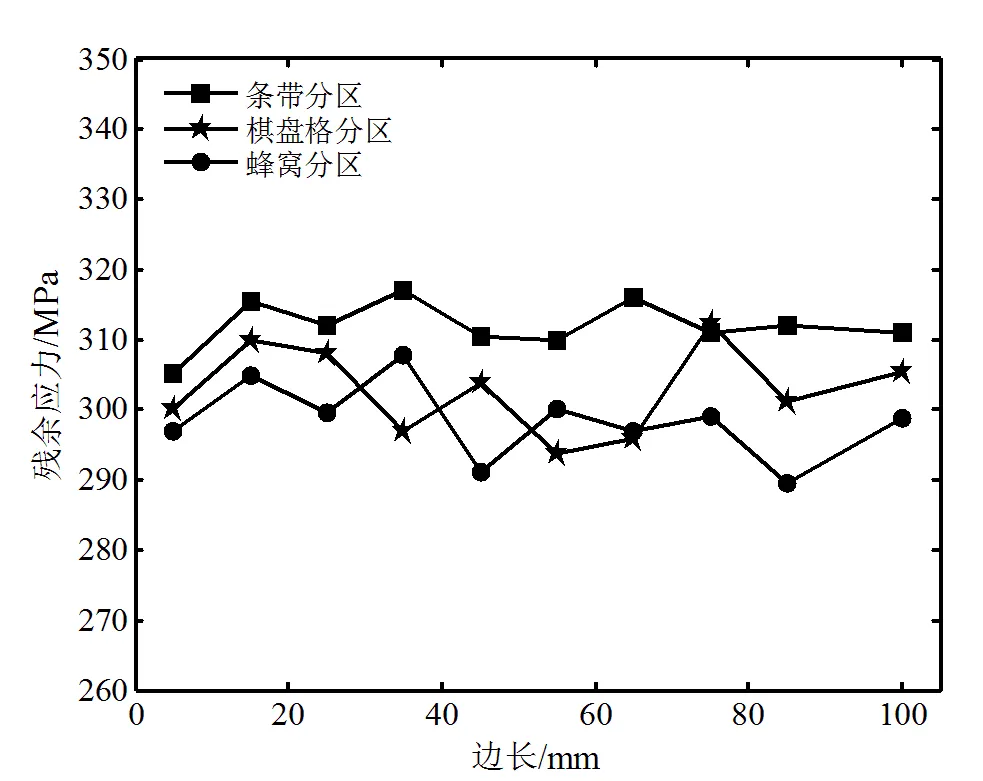
圖7 激光速度與殘余應力關系
4 結束語
通過對蜂窩分區高溫合金成形參數分析,發現激光功率、掃描速度、蜂窩邊長等工藝參數對樣件殘余應力具有一定的影響,且影響程度依次降低。隨著激光功率的增加,熱量輸入增大,溫度梯度變大,殘余應力呈線性增加;隨著掃描速度的增加,殘余應力先增大后減小;蜂窩邊長通過影響掃描線的長短進而影響殘余應力大小,且存在一個最佳取值范圍。
1 莊景云,杜金輝,鄧群,等. 變形高溫合金GH4169[M]. 北京:冶金工業出版社,2006
2 王海麗,劉斌,劉和平,等. 選區激光熔化鎳基合金粉末GH4169組織與力學性能分析[J]. 熱加工工藝,2015(10):90~92
3 杜膠義. GH4169鎳基合金粉末選區激光熔化基礎工藝研究[D]. 太原:中北大學,2014
4 路超. GH4169金屬粉末選區激光熔化成型工藝及性能研究[D].蘭州:蘭州理工大學,2017
5 馬威. 選區激光熔化GH4169成形件表面質量和致密度[D].哈爾濱:哈爾濱工業大學,2017
6 尹燕,劉鵬宇,路超,等. 選區激光熔化GH4169粉體特性及成型件組織結構的研究[J]. 熱噴涂技術,2017,9(3):56~62
7 Jhabvala J, Boillat E, Antignac T, et al. On the effect of scanning strategies in the selective laser melting process[J]. Virtual and Physical Prototyping, 2010, 5(2):99~109
8 Ali H, Ghadbeigi H, Mumtaz K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V[J]. Materials Science and Engineering: A, 2018, 712:175~187
9 Han Jitai, Wu Meiping, Ge Yanan, et al. Optimizing the structure accuracy by changing the scanning strategy using selective laser melting[J]. International Journal of Advanced Manufacturing Technology, 2018, 95:4439~4447
Effect of Honeycomb Scanning Parameters on Residual Stress of Selective Laser Melted GH4169
Liu Quanfu1Zhao Dongdong2Song Guohua3Dai Shuanshi3Qian Yuanhong3
(1. China Aerospace Institute of Science and Technology, Beijing 100074; 2. Jiyuan Vocational and Technical College, Jiyuan 459000; 3. Beijing Xinghang Mechanical and Electrical Equipment Co., Ltd., Beijing 100074)
In order to reduce the residual stress of high temperature alloy during the process of SLM forming, the GH4169 alloy was studied by honeycomb partition scanning method. The influences of the laser power, scanning speed and honeycomb edge length of the fabricated parts on the residual stress were analyzed. The results show that the residual stress increases linearly with the increase of laser power. The residual stress increases firstly and then decreases as the scanning speed increases. There is an optimal range of values for the length of the honeycomb edge, and either too large or too small will produce greater residual stress.
GH4169;selective laser melting;honeycomb partition;residual stress

劉全福(1979),工程師,自動化專業;研究方向:數字化制造及智能制造。
2018-12-11
