多級缸柔性機械制齊縫孔工藝裝置設計
2019-07-06 11:37:30邱紅亮呂紅瑞王江勇
航天制造技術 2019年3期
邱紅亮 呂紅瑞 王江勇 王 瑋 李 青 陳 霞
?
多級缸柔性機械制齊縫孔工藝裝置設計
邱紅亮 呂紅瑞 王江勇 王 瑋 李 青 陳 霞
(山西航天清華裝備有限責任公司,長治 046012)
分析現有多級缸裝配工藝流程,統計匯總裝配過程制約質量的問題,針對齊縫孔加工難點,通過確定多級缸機械制齊縫孔工藝裝置的適應范圍、制定工藝裝置的設計方案、關鍵零部件的設計,開展機械制齊縫孔工藝裝置的研制,最終達到提高穩定性、效率和合格率的目的。
多級缸;工藝裝置;機械制齊縫孔裝置
1 引言
根據計劃部門預測,“十三五”期間工廠多級缸年生產當量成倍增加,一次交驗合格率由95%提高到99%以上,各型號批產任務量的劇增和產品交付周期的縮短,對企業批生產能力提出了更高的要求。現在裝配方式以人工操作為主,準備占用工位時間長,勞動強度大[1];同時,操作技能的高低影響裝配質量的穩定性和一致性。為確保完成任務,有必要開展項目研究工作,以期能夠帶動裝配制造技術的改變,充分發揮有限裝配資源的能效,提高裝配效率,保證完成任務。
本文梳理匯總并分析各型號多級缸規格,分析各部件的結構特點、裝配工藝難點,開展柔性機械制齊縫孔技術研究,研制開發一套柔性機械制齊縫孔工藝裝置,實現裝配過程的柔性化、機械化,將傳統的手工方式轉變為機械化生產方式,達到精確控制、機械操作的目的。
2 多級缸簡介
多級缸結構形式基本類似[2,3],如圖1所示,主要由一、二、三、四級缸體,缸套體,阻尼環1,阻尼環2,阻尼環3,上下缸頭體等零件組成,具體細節存在差異。一級缸體、二級缸體、三級缸體、四級缸體依次裝入缸套體后,進行阻尼環1、2、3的裝配,在阻尼環體與缸體之間配制定位齊縫螺釘孔,安裝螺釘后,各級缸體完全定位,而后安裝上下缸頭體,再經過多級缸運行試驗,滿足使用要求后投入生產使用。
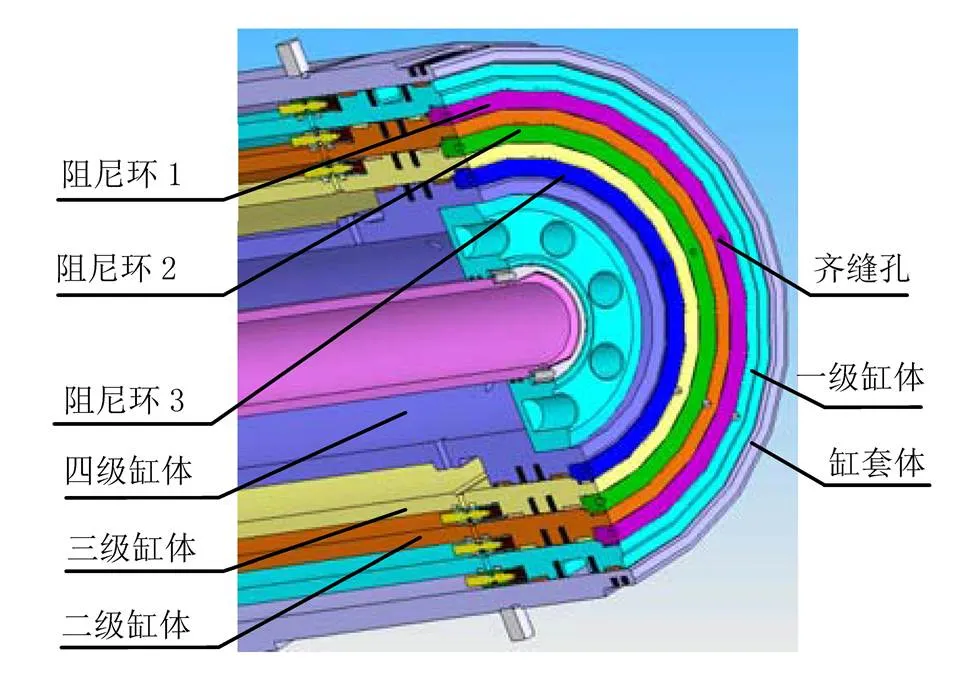
圖1 多級缸結構及齊縫孔位置圖
3 現有多級缸裝配工藝流程分析
目前,多級缸裝配的整個流程為領料-擋圈切槽-密封件清洗-配合間隙檢查-多級缸體套裝-阻尼環安裝-齊縫孔加工-安裝螺釘-缸頭體安裝。其中制齊縫孔技術手段較落后,質量一致性保證能力不足,整個過程(制中心孔、底孔、攻絲)都是由手持電鉆完成,且阻尼環體安裝完成后,須吊離原多級缸體套裝工位后進行齊縫孔加工,浪費轉運時間,現有齊縫螺釘孔工藝流程如圖2所示。
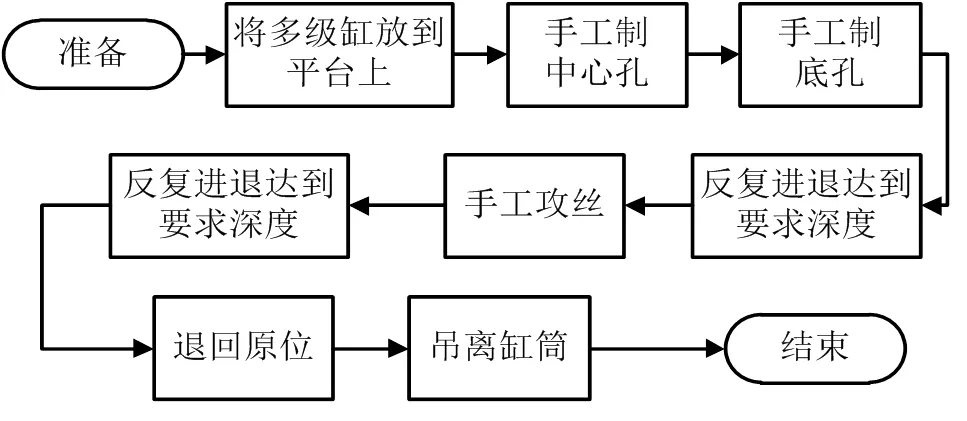
圖2 制齊縫孔工藝流程
齊縫孔加工過程存在的問題有:齊縫孔加工必須吊離套裝工位;人工方向控制差易造成孔歪斜;打孔受力不均勻,再加上鉆頭細,容易造成鉆頭斷裂,此工序為制約生產的關鍵瓶頸問題。針對此問題和難點,通過確定多級缸機械制齊縫孔工藝裝置的適應范圍,制定工藝裝置的設計方案,關鍵零部件設計三個方面,開展機械制齊縫孔工藝裝置的研制。
4 機械制齊縫孔工藝裝置的設計
4.1 確定多級缸機械制齊縫孔工藝裝置的適應范圍
通過調研國內普通液壓缸自動化裝配現狀,結合生產情況及總裝要求,查閱各型號多級缸圖紙及裝配工藝,對多級缸一、二、三、四缸體外徑、長度及壁厚工藝參數進行匯總分類,確定多級缸機械制齊縫孔工藝裝置的適應范圍,最大裝缸直徑385mm,最長長度1802mm,最大型號多級缸外形尺寸統計見表1。
4.2 制定工藝裝置設計方案
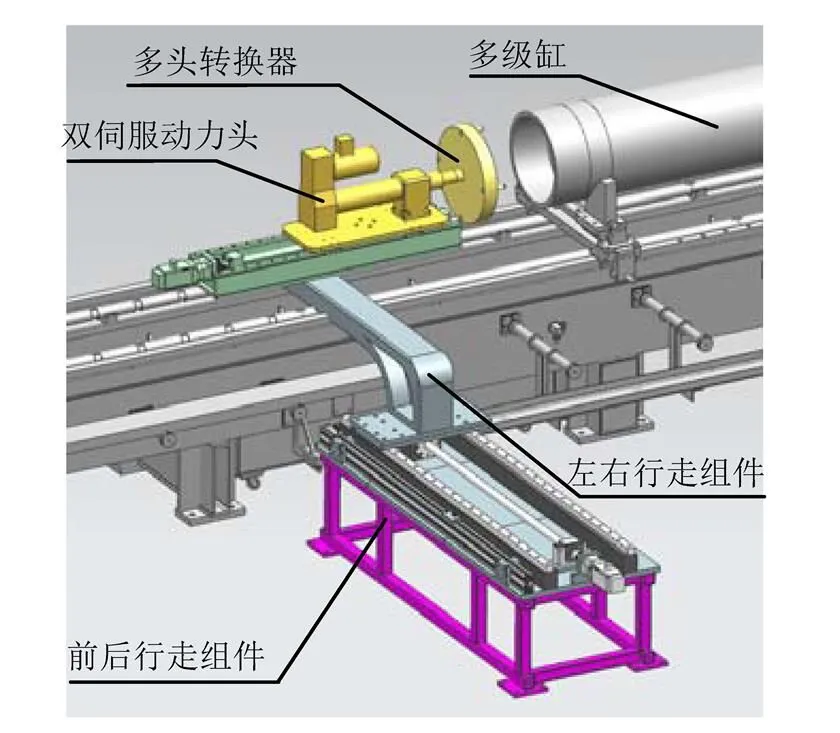
圖3 總體結構圖
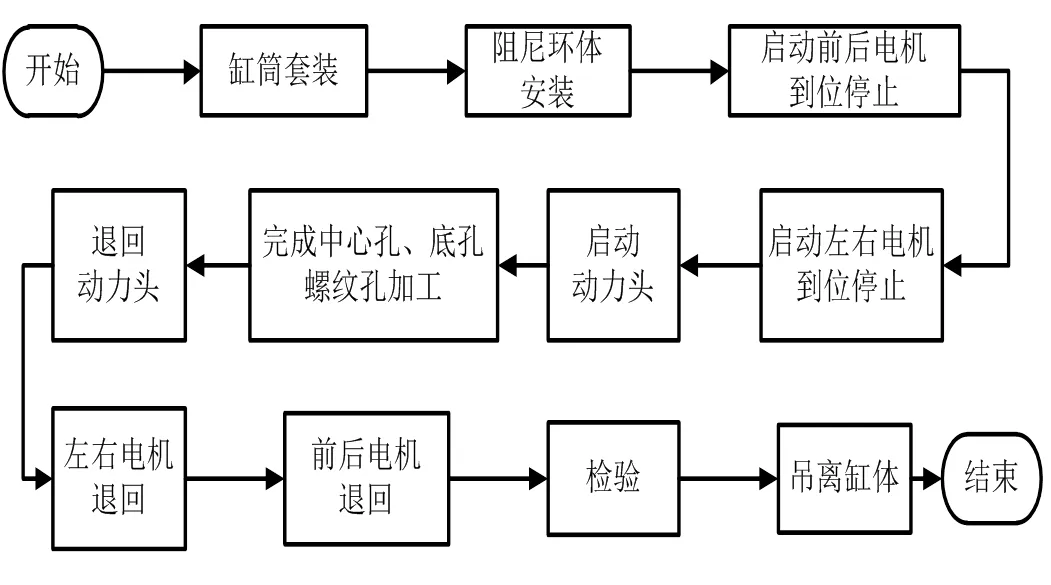
圖4 制齊縫孔工藝流程
為解決質量一致性保證能力差、轉運時間長的問題,設計在多級缸體套裝工位進行齊縫孔加工:以自定心多級缸水平套裝機中心為基準,通過前后運動組件帶動雙伺服動力頭,精確控制位置與多級缸中心重合后,進行中心孔、底孔、攻絲等操作,其中多頭轉換器可拆卸,適應不同缸徑齊縫孔的加工,左右行走組件是為適應不同多級缸長度而設計,整個過程套裝機中心與機械制齊縫孔工藝裝置中心在同一水平面內,整個制孔裝置無需上下移動,只需平移即可,總體結構如圖3所示。制齊縫孔步驟如圖4所示。
4.3 關鍵零部件設計
4.3.1 前后行走組件
滾珠絲杠將旋轉運動轉換成線性運動,被廣泛應用于各種工業設備和精密儀器。前后行走組件選擇滾珠絲杠和導軌滑塊,具備以下特點:精度高、運動平穩、傳動可逆、正反向運動均可主動控制。滾珠絲杠加導軌滑塊的設計、加工、組裝、檢測都屬于成熟應用技術,購買市場商品然后組裝。前后行走組件結構如圖5所示。
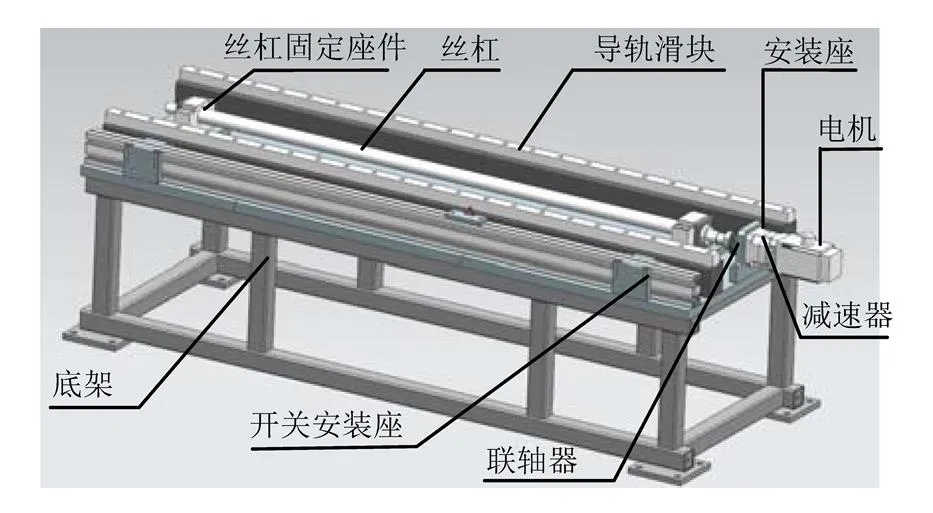
圖5 前后行走組件結構圖
在伺服電機的作用下使所帶動部件沿導軌滑塊前進,為達到準精度0.01mm要求,以多級缸缸體中心為基準,通過反饋精確控制前進距離,使動力頭中心與缸體中心重合,伺服電機靜止狀態下仍保持輸出力矩,處于位置鎖定狀態,為雙伺服動力頭機構提供基座。
4.3.2 左右行走組件
左右行走組件與前后行走組件結構原理相同,其結構如圖6所示。由絲杠旋轉,絲杠螺母帶動動力頭安裝板移動,從而帶動動力頭移動,適應不同長度多級缸齊縫孔加工。通過反饋精確控制前進距離,使動力頭頭部與多級缸端面距離達到固定值30mm,伺服電機靜止狀態下仍保持輸出力矩,處于位置鎖定狀態,為雙伺服動力頭提供位置基準,確保雙伺服動力頭達到精確控制鉆孔深度的要求。
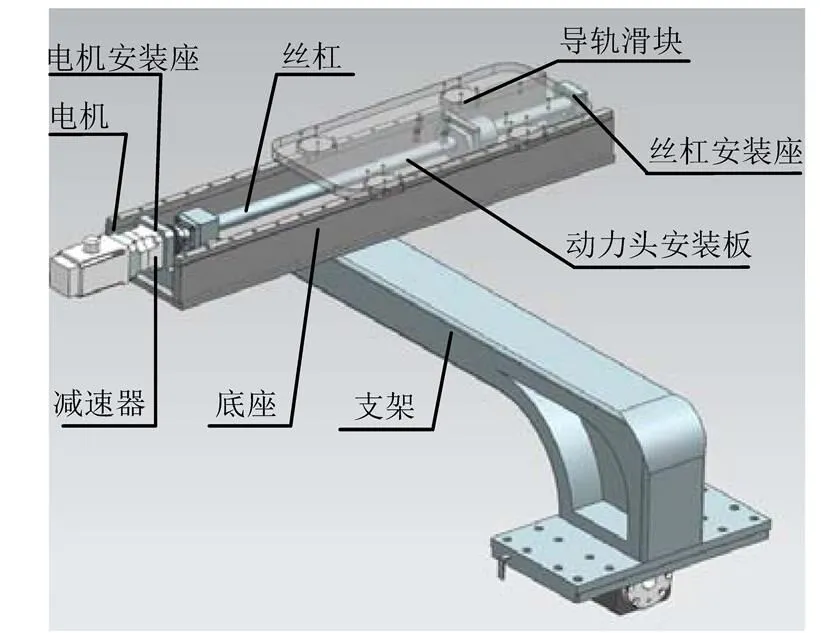
圖6 左右行走組件結構圖
4.3.3 雙伺服動力頭機構
雙伺服動力頭機構采用雙伺服電機對鉆頭的進給速度和轉速進行精確控制,具有以下特點:
a. 控制精度高,實現位置、速度的閉環實時精確控制;
b. 低速扭矩大,運動平穩連續;
c. 響應速度快,動態響應時間短,能快速啟動。其中中心孔和底孔加工僅需單獨控制轉速和位置即可,螺紋孔的加工必須使轉速與前進速度相匹配,滿足螺距的要求,因此需雙伺服電機控制,完成齊縫孔的加工,其主要結構如圖7所示。
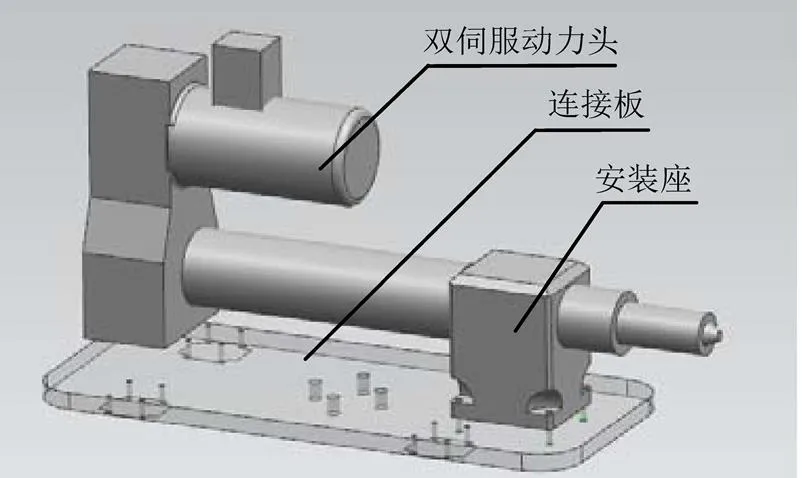
圖7 雙伺服動力機構圖
4.4 使用方法
a. 啟動前后行走組件電機,使動力頭中心與多級缸中心重合。
b. 啟動左右行走組件電機,使動力頭的頭部與多級缸端面距離達到固定值30mm。
c. 操作動力頭操作界面,完成中心孔、底孔、螺紋孔的加工。
d. 加工完成后,將前后行走組件退回原點,吊離多級缸,完成齊縫孔加工。
5 結束語
分析現有多級缸裝配工藝流程,了解到制齊縫孔技術手段落后,質量一致性保證能力不足,操作時間長,通過確定多級缸機械制齊縫孔工藝裝置的適應范圍、制定工藝裝置的設計方案,關鍵零部件設計三個面開展柔性機械制齊縫孔工藝裝置的研制,并介紹裝置的使用方法,改變了一直以來人工操作的模式,達到了提高穩定性、效率和合格率的目的
1 李楠. 自卸車多級缸裝配質量及效率提升[J]. 液壓氣動與密封,2015(1):79~80
2 張俊豪,王榮花. 多級油缸的結構分析[J]. 佛山陶瓷,2008(6):20~23
3 生敏,褚桂君,劉明,等. 多級伸縮油缸典型結構解析[J]. 液壓氣動與密封,2013(12):61~63
4 成大先. 機械設計手冊[M]. 北京:化學工業出版社,2002
Design of Processing Device for Flexible Mechanical Slotted Hole in Multi-stage Cylinder
Qiu Hongliang Lv Hongrui Wang Jiangyong Wang Wei Li Qing Chen Xia
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
According to the existing assembly process of multi-stage cylinder, the quality problems in the assembly process are summarized and the difficulties in the processing of slotted holes are pointed out. Aiming at the difficult problems of soltted hole processing, the mechanical slotted hole processing device design of multi-stage cylinder engine is carried out from three aspects: determining the applicable range use of the multi-stage cylinder, developing process equipment design scheme and designing key parts, so as to improve the efficiency and qualification rate.
multi-stage cylinder;processing device;mechanical slotted hole processing device
邱紅亮(1987),工程師,機械設計制造及其自動化專業;研究方向:工藝裝備及非標設備的設計與研究。
2019-02-02
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
電腦報(2019年40期)2019-09-10 07:22:44
世界農藥(2019年2期)2019-07-13 05:55:12
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
